TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024136682
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023047869
出願日
2023-03-24
発明の名称
端部封止方法
出願人
トリックス株式会社
代理人
個人
,
個人
主分類
B23K
26/24 20140101AFI20240927BHJP(工作機械;他に分類されない金属加工)
要約
【課題】締結部の先端を封止するとともにボルト等が差込まれる締結孔もその端面から封止して、パイプ端部への水等の侵入を完全に防止することができる。
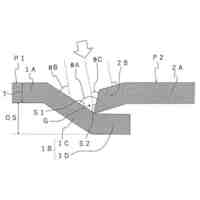
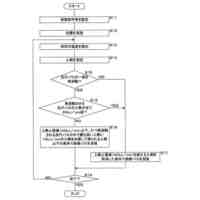
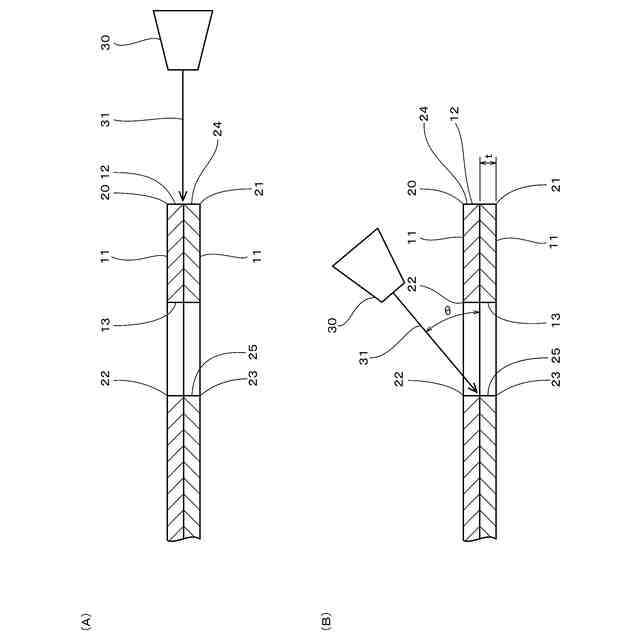
【解決手段】パイプ端部を扁平に圧潰して形成され他の部品40と当接される締結座面11、前記締結座面の先端に形成される扁平端部12、及び前記締結座面に設けられる締結孔13を備える締結部10が設けられるパイプ部品1の端部封止方法であって、前記扁平端部の端面にハイプの軸方向からレーザー光31を照射して溶接し、前記扁平端部の端面24をそのエッジ20,21の溶け落ちなく封止する扁平端部封止工程と、前記締結孔の端面25に倒れ角度をもってレーザー光31を照射して溶接し、前記締結孔の端面をそのエッジ22,23の溶け落ちなく封止する締結孔封止工程と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
パイプ端部を扁平に圧潰して形成され他の部品と当接される締結座面、前記締結座面の先端に形成される扁平端部、及び前記締結座面に設けられる締結孔を備える締結部が設けられるパイプ部品の端部封止方法であって、
前記扁平端部の端面にハイプの軸方向からレーザー光を照射して溶接し、前記扁平端部の端面をそのエッジの溶け落ちなく封止する扁平端部封止工程と、
前記締結孔の端面に倒れ角度をもってレーザー光を照射して溶接し、前記締結孔の端面をそのエッジの溶け落ちなく封止する締結孔封止工程と、
を備えることを特徴とする端部封止方法。
続きを表示(約 720 文字)
【請求項2】
前記レーザー光の断面がリング状であるリングモードで照射されている請求項1に記載の端部封止方法。
【請求項3】
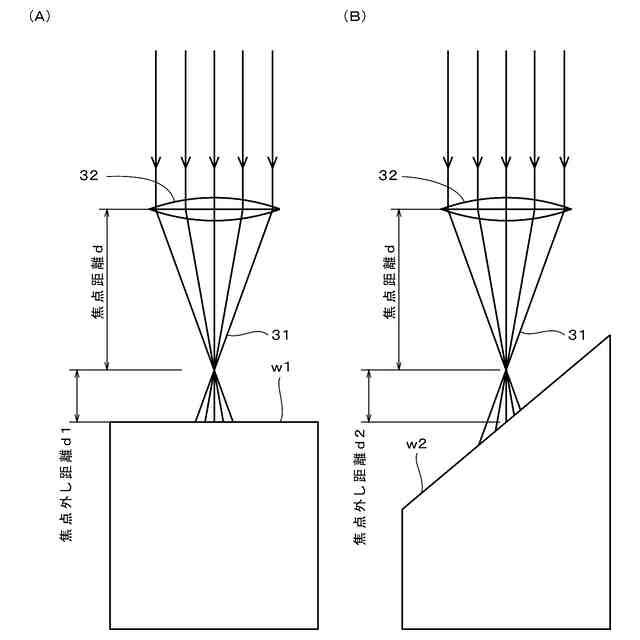
前記扁平端部の端面に照射される前記レーザー光が、集光レンズ焦点距離に対して5~8%の焦点外し距離を加えた状態で照射され、
前記締結孔の端面に照射される前記レーザー光が、集光レンズ焦点距離に対して4~6%の焦点外し距離を加えた状態で照射されている請求項1又は2に記載の端部封止方法。
【請求項4】
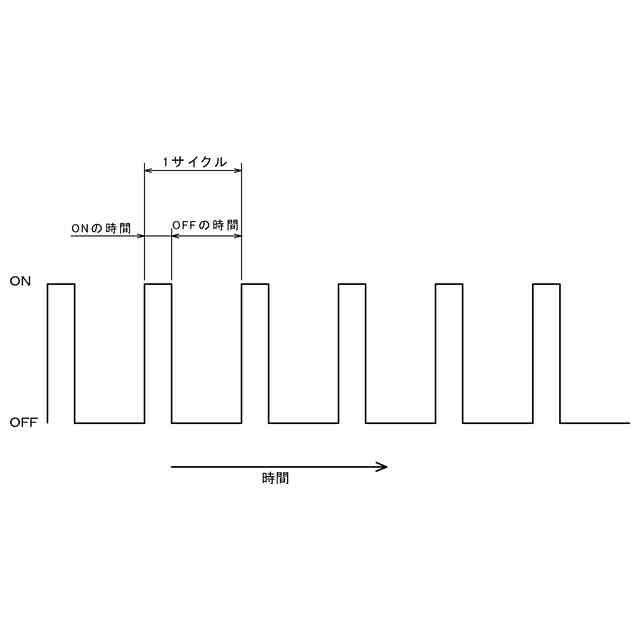
前記レーザー光がパルス発振制御されている請求項3に記載の端部封止方法。
【請求項5】
前記パルス発振制御の条件が、
前記扁平端部の端面に照射される前記レーザー光が、発振周波数が20~30Hz、かつデューティ比が20~30%であり、
前記締結孔の端面に照射される前記レーザー光が、発振周波数が5~10Hz、かつデューティ比が10~20%である請求項4に記載の端部封止方法。
【請求項6】
前記レーザー光の加工速度が、
前記扁平端部の端面に照射される前記レーザー光が、40~60cm/minであり、
前記締結孔の端面に照射される前記レーザー光が、10~20cm/minである請求項5に記載の端部封止方法。
【請求項7】
前記パイプ部品に用いられるパイプの肉厚が1.2~1.6mmであり、
前記扁平端部の端面に照射される前記レーザー光の出力が1700~1900ワットであり、
前記締結孔の端面に照射される前記レーザー光の出力が1400~1600ワットである請求項6に記載の端部封止方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、パイプ部品の端部から水が侵入したり空気が出入りしたりしないように封止する端部封止方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
従来、特開2002-035850号公報(特許文献1)に、パイプ先端の扁平圧潰端面の被封止部分全域に亘って長楕円ビームによるレーザー光を照射して前記被封止部分の全体を一気に溶接封止し、一発照射でオイル充填用パイプの先端を完全封止するパイプの封止方法が開示されている。
【0003】
また、特開2003-145220号公報(特許文献2)に、真っ直ぐに伸びた金属パイプ材の両端部又はその近傍を押し潰すと共にその押し潰した部位に溶接を施すことにより、当該金属パイプ材の両端部又はその近傍を封止して当該金属パイプ材の内部を密閉空間化する密閉化工程を備えるパイプ状衝突補強材の製造方法が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2002-035850号公報
特開2003-145220号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、特許文献1に開示されている技術は、オイル充填用のパイプの封止方法である。このため、パイプの端部と他の部品とを締結するための締結部を備えず、ボルト等が差込まれる締結孔も存在しない。従って、締結孔に関する封止についての記載はない。また、パイプの端部を他の部品との当接面として用いることもないため、溶接部分の品質についての記載も無い。特許文献2に開示されている技術においても同様である。
【0006】
本発明は、上記の点に鑑みなされたもので、締結部の先端を封止するとともにボルト等が差込まれる締結孔もその端面から封止して、パイプ端部への水等の侵入を完全に防止することができる端部封止方法を提供することを目的とする。また、本発明の別の目的は、溶接された端面のエッジ部分の溶け落ちがなく、他の部品と当接される締結座面の平面を維持したパイプ部品とする端部封止方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の端部封止方法は、
パイプ端部を扁平に圧潰して形成され他の部品と当接される締結座面、前記締結座面の先端に形成される扁平端部、及び前記締結座面に設けられる締結孔を備える締結部が設けられるパイプ部品の端部封止方法であって、
前記扁平端部の端面にハイプの軸方向からレーザー光を照射して溶接し、前記扁平端部の端面をそのエッジの溶け落ちなく封止する扁平端部封止工程と、
前記締結孔の端面に倒れ角度をもってレーザー光を照射して溶接し、前記締結孔の端面をそのエッジの溶け落ちなく封止する締結孔封止工程と、
を備えることを特徴とする。
【0008】
本発明の端部封止方法によれば、扁平端部の端面と締結孔の端面とをレーザー溶接によって封止している。このため、パイプの中はおろか締結孔の周囲においても水の浸入や空気の出入りがなくなる。これにより、パイプ内部の腐食を防止できる。また、レーザー溶接による端面のエッジの溶け落ちもない。このため、ボルト等の締結具で締結部を他の部品に当接させて締結するとき、締結部と他の部品とが密着するともに他の部品に損傷を与えることがない。また、締結座面の平面度が保たれるため、安定したボルトの軸力を得ることができる。
【0009】
本発明の端部封止方法の好ましい例は、
前記レーザー光の断面がリング状であるリングモードで照射されている。
【0010】
本発明の端部封止方法の好ましい例は、
前記扁平端部の端面に照射される前記レーザー光が、集光レンズ焦点距離に対して5~8%の焦点外し距離を加えた状態で照射され、
前記締結孔の端面に照射される前記レーザー光が、集光レンズ焦点距離に対して4~6%の焦点外し距離を加えた状態で照射されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
面取り装置
24日前
日東精工株式会社
ねじ締め機
5日前
日東精工株式会社
ねじ締め機
5日前
トヨタ自動車株式会社
治具
6日前
株式会社FUJI
工作機械
2か月前
有限会社ハラダ印刷
穿孔機用案内板
1か月前
ブラザー工業株式会社
工作機械
27日前
福井県
マルチマテリアルの点接合構造
1か月前
株式会社FUJI
ワーク置き台
2日前
株式会社ダイヘン
くびれ検出制御方法
1か月前
株式会社ダイヘン
アーク溶接制御方法
2か月前
株式会社MOLDINO
ドリル
1か月前
株式会社ダイヘン
回転アーク溶接方法
2か月前
ブラザー工業株式会社
工作機械
27日前
津根精機株式会社
鉄筋切断装置
1か月前
光精工株式会社
クーラントタンク
2日前
個人
交換式給油ブラシの切削油の給油器
1か月前
株式会社不二越
エンドミル
1か月前
株式会社向洋技研
スポットネジ及び電極
1か月前
株式会社進和
肉盛加工ノズル
1か月前
株式会社ムラタ溶研
剪断装置
9日前
株式会社アイシン
金属部材の接合方法
5日前
コントレイル合同会社
レーザ加工装置
1か月前
トヨタ自動車株式会社
レーザ加工方法
1か月前
ブラザー工業株式会社
工作機械
27日前
カヤバ株式会社
溶接方法及び溶接構造
2日前
トヨタ自動車株式会社
レーザ溶接方法
2日前
キタムラ機械株式会社
マシニングセンタ
1か月前
トヨタ自動車株式会社
刃具自動組付装置
1か月前
株式会社不二越
摩擦撹拌接合装置
9日前
村田機械株式会社
診断装置及び診断方法
1か月前
株式会社IMS
管体加工装置
2か月前
トリックス株式会社
端部封止方法
2日前
日産自動車株式会社
板材の継手構造
1か月前
本田技研工業株式会社
検査治具
12日前
株式会社ダイヘン
多層盛り溶接方法
16日前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ