TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147221
公報種別
公開特許公報(A)
公開日
2024-10-16
出願番号
2023060093
出願日
2023-04-03
発明の名称
溶接装置
出願人
株式会社ダイヘン
代理人
弁理士法人深見特許事務所
主分類
B23K
9/16 20060101AFI20241008BHJP(工作機械;他に分類されない金属加工)
要約
【課題】不活性ガスの消費量を抑制しつつ溶接品質を維持するとともに、作業者の使い勝手を向上させた溶接装置を提供する。
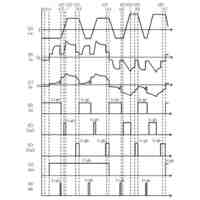
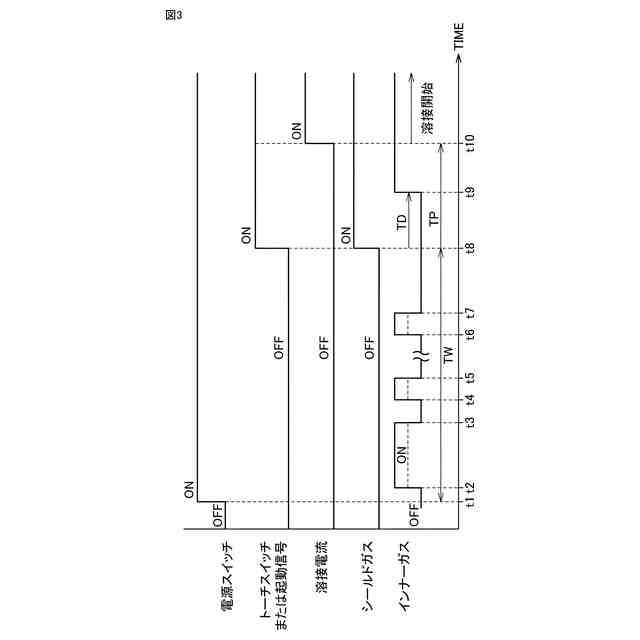
【解決手段】制御装置は、通常制御とパージ制御とを行なうように流量調整装置を制御する。通常制御では、時刻t8以降に示すように、電源回路がオン状態に設定されている場合には、トーチスイッチの操作に応じて、不活性ガスのガスノズルへの供給を開始する。パージ制御では、時刻t1~t8に示すように、電源回路がオン状態に設定されている場合には、トーチスイッチが操作されていない場合でも、不活性ガスのガスノズルへの供給を所定時間行なうことによって、ガスノズル内のガスをパージする。
【選択図】図3
特許請求の範囲
【請求項1】
非消耗電極と、ガスノズルとを有する溶接トーチと、
前記非消耗電極に溶接電流を供給する電源回路と、
前記ガスノズルに供給する不活性ガスの流量を調整する流量調整装置と、
前記電源回路のオンオフを切換える電源スイッチと、
前記溶接トーチに設けられ、ユーザが溶接開始を指示するトーチスイッチと、
前記電源回路と前記流量調整装置とを制御する制御装置とを備え、
前記制御装置は、
前記電源回路がオン状態に設定されている場合に、前記トーチスイッチの操作に応じて、前記不活性ガスの前記ガスノズルへの供給を開始する通常制御と、
前記電源回路がオン状態に設定されており、かつ前記トーチスイッチが操作されていない場合に、前記不活性ガスの前記ガスノズルへの供給を所定時間行なうことによって、前記ガスノズル内のガスをパージするパージ制御とを行なうように、前記流量調整装置を制御する、溶接装置。
続きを表示(約 780 文字)
【請求項2】
前記制御装置は、前記パージ制御として、前記電源スイッチによって前記電源回路がオフ状態からオン状態に設定された場合に、所定の第1時間の前記不活性ガスの供給を行なうように前記流量調整装置を制御する、請求項1に記載の溶接装置。
【請求項3】
前記制御装置は、前記パージ制御として、前記電源回路がオン状態に設定されている場合に、前記トーチスイッチの操作がされないことによって非溶接状態が継続したときは、自動的に一定間隔で所定の第2時間の前記不活性ガスの供給を行なうように前記流量調整装置を制御する、請求項1または2に記載の溶接装置。
【請求項4】
前記制御装置は、前記通常制御時の前記不活性ガスの供給流量よりも前記パージ制御時の前記不活性ガスの供給流量が少なくなるように前記流量調整装置を制御する、請求項3に記載の溶接装置。
【請求項5】
前記溶接トーチに設けられ、第1溶接モードと第2溶接モードに溶接モードを設定するための切替スイッチをさらに備え、
前記制御装置は、
前記切替スイッチによって前記第1溶接モードが選択された場合には、前記パージ制御を行なうように構成され、
前記切替スイッチによって前記第2溶接モードが選択された場合には、前記パージ制御を行なわないように構成される、請求項1に記載の溶接装置。
【請求項6】
前記溶接トーチは、
前記ガスノズルに前記不活性ガスを供給する流路と、
前記流路に配置され前記不活性ガスの供給を遮断する遮断弁とをさらに有し、
前記制御装置は、前記通常制御時および前記パージ制御時における前記不活性ガスの供給時に前記遮断弁を開き、非供給時に前記遮断弁を閉止する、請求項1に記載の溶接装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、非消耗電極の周囲にシールドガスを供給するガスノズルを有する溶接装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
非消耗電極を備えた溶接トーチを用いて行なう溶接では、通常、タングステンで形成された電極と被溶接物との間にアークを発生させ、そのアークの熱で被溶接物を溶融させる。たとえば、TIG(Tungsten Inert Gas)溶接法では、ガスノズルと電極との間にシールドガスを流す。シールドガスには高価なアルゴンガスなどが用いられるので、シールドガスの使用量を減らしたいという要求がある。
【0003】
このようなシールドガスを用いるアーク溶接において、ガス流量制御手段を導入してシールドガスを節約する溶接装置が特開2011-194463号公報に開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2011-194463号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
シールドガスを用いるアーク溶接では、溶接開始前に手動でガスパージをしっかり行なう、またはプリフロー時間を長めに取る等の対策をする。この対策をしないと、溶接開始時に溶接トーチ先端から出てくるガス流およびガス密度が不安定となり、溶接開始時の溶接品質が悪くなる。手動の溶接では、作業者がガスパージを意識しないで済む方法、およびプリフロー時間を短くしても溶接を安定させる方法が求められている。
【0006】
一方で、ガス自体の使用量を減らしたいという要求も高いが、ガスの使用量を減らしても溶接失敗によるワーク損失による破棄が起きてしまうと、ガスの使用量削減を行なうよりも費用および環境負荷は大きくなる。
【0007】
本開示は、このような課題を解決するものであって、溶接の失敗を抑制しつつガスの使用量を減らすことができる溶接装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本開示は、溶接装置に関する。溶接装置は、非消耗電極と、ガスノズルとを有する溶接トーチと、非消耗電極に溶接電流を供給する電源回路と、ガスノズルに供給する不活性ガスの流量を調整する流量調整装置と、電源回路のオンオフを切換える電源スイッチと、溶接トーチに設けられ、ユーザが溶接開始を指示するトーチスイッチと、電源回路と流量調整装置とを制御する制御装置とを備える。制御装置は、通常制御とパージ制御とを行なうように流量調整装置を制御する。通常制御では、電源回路がオン状態に設定されている場合に、トーチスイッチの操作に応じて、不活性ガスのガスノズルへの供給を開始する。パージ制御では、電源回路がオン状態に設定されており、かつトーチスイッチが操作されていない場合に、不活性ガスのガスノズルへの供給を所定時間行なうことによって、ガスノズ内のガスをパージする。
【発明の効果】
【0009】
本開示の溶接装置によれば、高品質溶接が特徴となる非消耗電極溶接法(TIG、PJ-TIG、プラズマ溶接)において、溶接安定性を高め、初期溶接プリフローを減らしても安定した溶接品質を得ることができる。
【図面の簡単な説明】
【0010】
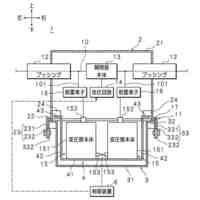
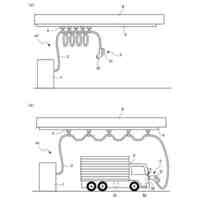
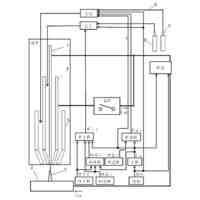
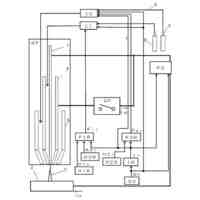
実施の形態1の溶接装置の構成図である。
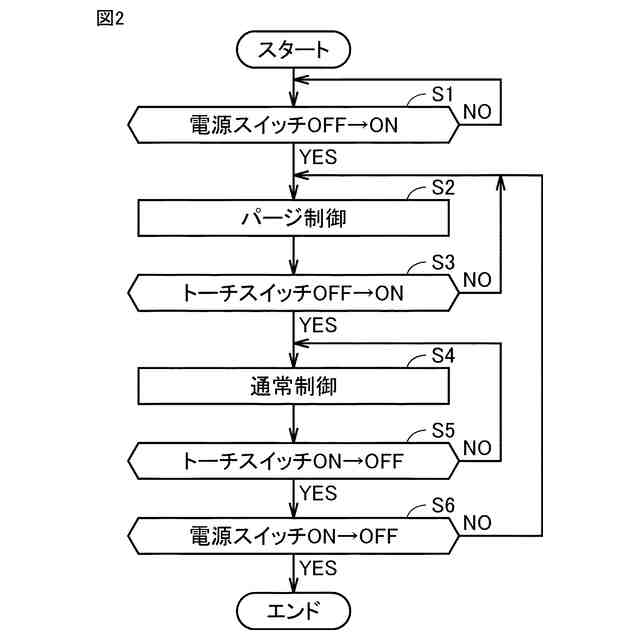
制御装置22が実行する流量調整装置3の制御を説明するためのフローチャートである。
制御装置22が実行する流量調整装置3の制御を説明するための波形図である。
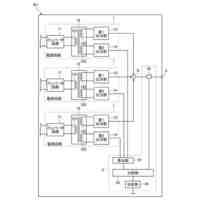
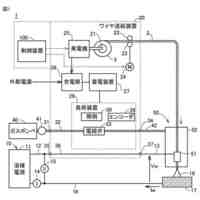
実施の形態2の溶接装置の構成図である。
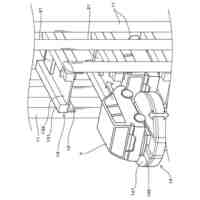
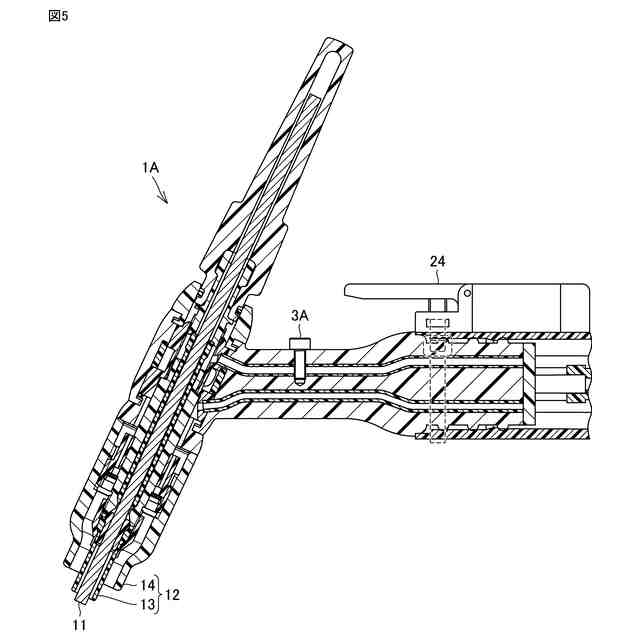
溶接トーチの構造を示す断面図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
開閉器
16日前
株式会社ダイヘン
搬送装置
16日前
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
制御装置
24日前
株式会社ダイヘン
電源装置
4日前
株式会社ダイヘン
電源装置
3日前
株式会社ダイヘン
充電システム
18日前
株式会社ダイヘン
溶接評価装置
1か月前
株式会社ダイヘン
給電システム
4日前
株式会社ダイヘン
熱加工システム
26日前
株式会社ダイヘン
ショックセンサ
1か月前
株式会社ダイヘン
アーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
パルスアーク溶接制御方法
4日前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
2重シールドティグ溶接方法
1か月前
株式会社ダイヘン
位置姿勢取得装置、及びプローブ
3日前
株式会社ダイヘン
溶接検査装置および溶接システム
1か月前
株式会社ダイヘン
交流消耗電極アーク溶接制御方法
1か月前
株式会社ダイヘン
溶接ワイヤ送給装置および溶接装置
2日前
株式会社ダイヘン
ロボット制御装置及び搬送ロボットシステム
1か月前
個人
面取り装置
2か月前
個人
作業用治具
25日前
個人
トーチノズル
24日前
日東精工株式会社
検査装置
1か月前
日東精工株式会社
ねじ締め機
1か月前
日東精工株式会社
ねじ締め機
1か月前
個人
コンタクトチップ
1か月前
シヤチハタ株式会社
組立ライン
18日前
日東精工株式会社
組み付け装置
16日前
トヨタ自動車株式会社
治具
1か月前
株式会社ダイヘン
スタッド溶接電源
1か月前
エンシュウ株式会社
工作機械
24日前
株式会社不二越
タップ
3日前
ブラザー工業株式会社
工作機械
1か月前
ダイハツ工業株式会社
冷却構造
16日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ