TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024147853
公報種別
公開特許公報(A)
公開日
2024-10-17
出願番号
2023060525
出願日
2023-04-04
発明の名称
複数の溶接電源による溶接方法
出願人
株式会社ダイヘン
代理人
主分類
B23K
9/10 20060101AFI20241009BHJP(工作機械;他に分類されない金属加工)
要約
【課題】複数の溶接電源による溶接において、溶接電圧の検出信号に共通通電路の抵抗値による共通通電路電圧が重畳しても、出力制御を安定化すること。
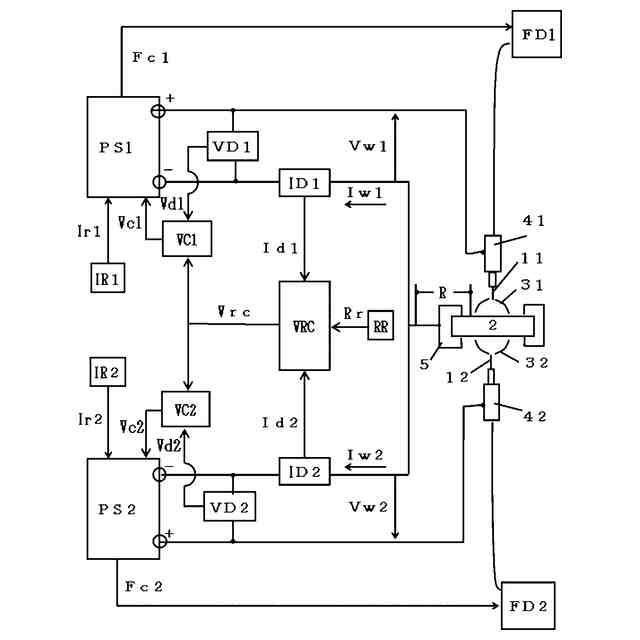
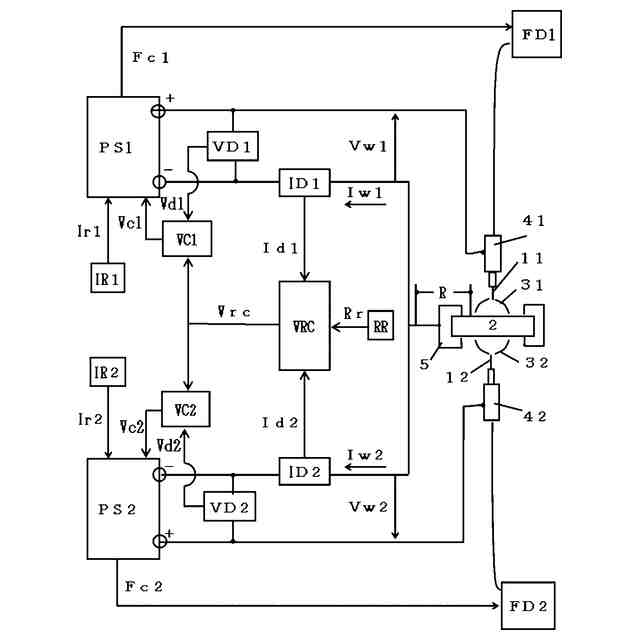
【解決手段】複数の溶接電源PS1、PS2によって共通のワーク2に各々アーク31、32を発生させて溶接し、各溶接電源PS1、PS2は溶接電圧の検出信号Vd1、Vd2を入力として出力を制御する複数の溶接電源による溶接方法において、溶接電圧の検出信号Vd1、Vd2には、合算溶接電流Igが通電する共通通電路の抵抗値Rによって発生する共通通電路電圧値Vrcを含んでおり、溶接電圧の検出信号Vd1、Vd2から共通通電路電圧値Vrcを減算した溶接電圧補正信号Vc1、Vc2によって出力の制御を行う。合算溶接電流Igを算出し、共通通電路電圧値Vrcを、合算溶接電流Igの値に抵抗値Rを乗算して算出する。
【選択図】 図1
特許請求の範囲
【請求項1】
複数の溶接電源によって共通のワークに各々アークを発生させて溶接し、
前記各溶接電源は溶接電圧の検出信号を入力として出力を制御する複数の溶接電源による溶接方法において、
前記溶接電圧の検出信号には、合算溶接電流が通電する共通通電路の抵抗値によって発生する共通通電路電圧値を含んでおり、
前記溶接電圧の検出信号から前記共通通電路電圧値を減算した溶接電圧補正信号によって前記出力の制御を行う、
ことを特徴とする複数の溶接電源による溶接方法。
続きを表示(約 200 文字)
【請求項2】
前記合算溶接電流を算出し、
前記共通通電路電圧値を、前記合算溶接電流の値に前記抵抗値を乗算して算出する、
ことを特徴とする請求項1に記載の複数の溶接電源による溶接方法。
【請求項3】
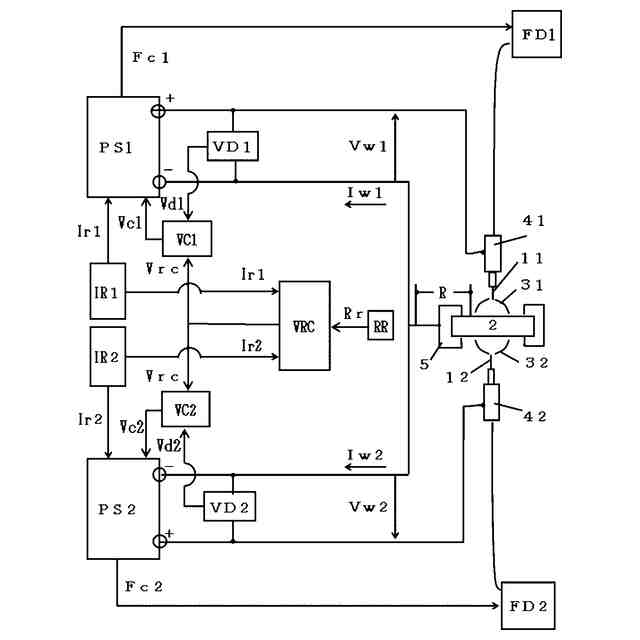
前記共通通電路電圧値を、前記合算溶接電流の設定信号の値に前記抵抗値を乗算して算出する、
ことを特徴とする請求項1に記載の複数の溶接電源による溶接方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、複数の溶接電源による溶接方法に関するものである。
続きを表示(約 2,400 文字)
【背景技術】
【0002】
複数の溶接個所を有するワークに対して、複数の溶接電源を使用して同時に溶接を行うことがある。以下、このような場合における溶接方法について図面を参照して説明する。
【0003】
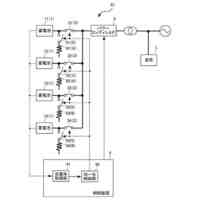
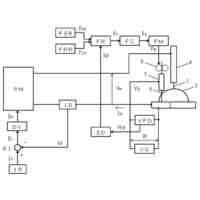
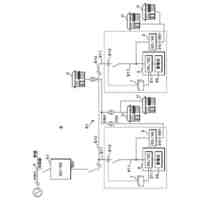
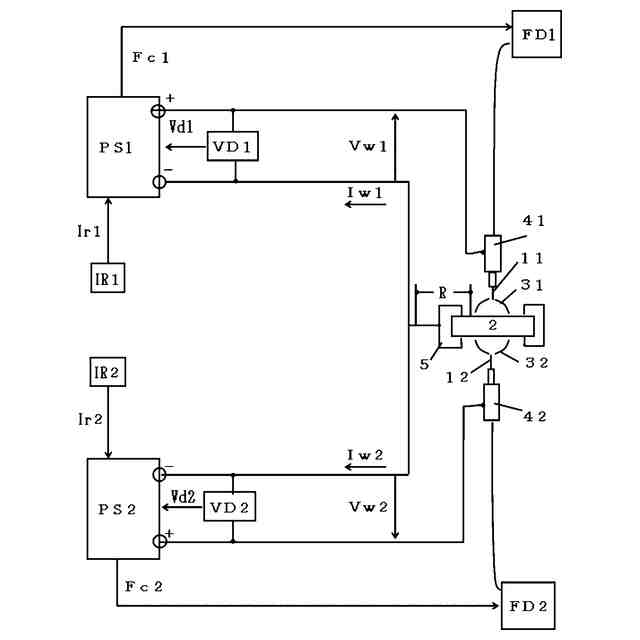
図3は、2台の溶接電源を使用して1つのワークの2つの溶接個所を同時に溶接するための溶接装置の構成図である。2台の溶接電源は溶接電圧の検出信号を入力として出力を制御している。以下、同図を参照して各構成物について説明する。
【0004】
第1溶接電流設定回路IR1は、予め定めた第1溶接電流設定信号Ir1を出力する。第1溶接電源PS1は、上記の第1溶接電流設定信号Ir1及び後述する第1溶接電圧検出信号Vd1を入力として、第1溶接電圧検出信号Vd1に基づいて出力を制御して第1溶接電圧Vw1及び第1溶接電流Iw1を出力すると共に、第1溶接電流設定信号Ir1に対応した送給速度で第1溶接ワイヤ11を送給するための第1送給制御信号Fc1を第1送給機FD1に出力する。第1送給機FD1は、この第1送給制御信号Fc1を入力として、第1溶接ワイヤ11を第1溶接トーチ41内を通って送給する。第1溶接ワイヤ11とワーク2との間には第1アーク31が発生して溶接が行われる。第1溶接トーチ41は、ロボット(図示は省略)に把持されている。ワーク2は治具5に設置されている。
【0005】
第1溶接電源PS1のプラス端子と第1溶接トーチ41とは、ケーブルを介して接続されている。また、第1溶接電源PS1のマイナス端子と治具5とは、ケーブルを介して接続されている。第1溶接電圧Vw1は、第1溶接トーチ41とワーク2の表面との間に印加される電圧である。第1溶接トーチ41に検出線を接続することは容易であるが、ワーク2の表面に検出線を接続することは難しいために、治具5に接続することになる。このために、第1溶接電圧検出回路VD1は、第1溶接トーチ41と治具5との間の電圧を検出して、第1溶接電圧検出信号Vd1を出力する。この第1溶接電圧検出信号Vd1は、第1溶接電源PS1に入力されて出力が制御される。
【0006】
第2溶接電流設定回路IR2は、予め定めた第2溶接電流設定信号Ir2を出力する。第2溶接電源PS2は、上記の第2溶接電流設定信号Ir2及び後述する第2溶接電圧検出信号Vd2を入力として、第2溶接電圧検出信号Vd2に基づいて出力を制御して第2溶接電圧Vw2及び第2溶接電流Iw2を出力すると共に、第2溶接電流設定信号Ir2に対応した送給速度で第2溶接ワイヤ12を送給するための第2送給制御信号Fc2を第2送給機FD2に出力する。第2送給機FD2は、この第2送給制御信号Fc2を入力として、第2溶接ワイヤ12を第2溶接トーチ42内を通って送給する。第2溶接ワイヤ12とワーク2との間には第2アーク32が発生して溶接が行われる。第2溶接トーチ42は、ロボット(図示は省略)に把持されている。
【0007】
第2溶接電源PS2のプラス端子と第2溶接トーチ42とは、ケーブルを介して接続されている。また、第2溶接電源PS2のマイナス端子と治具5とは、ケーブルを介して接続されている。第2溶接電圧Vw2は、第2溶接トーチ42とワーク2の表面との間に印加される電圧である。第2溶接トーチ42に検出線を接続することは容易であるが、ワーク2の表面に検出線を接続することは難しいために、治具5に接続することになる。このために、第2溶接電圧検出回路VD2は、第2溶接トーチ42と治具5との間の電圧を検出して、第2溶接電圧検出信号Vd2を出力する。この第2溶接電圧検出信号Vd2は、第2溶接電源PS2に入力されて出力が制御される。
【0008】
第1溶接電流Iw1は、第1溶接電源PS1のプラス端子→第1溶接トーチ41→第1溶接ワイヤ11→ワーク2→治具5→第1溶接電源PS1のマイナス端子経路で通電する。第2溶接電流Iw2は、第2溶接電源PS2のプラス端子→第2溶接トーチ42→第2溶接ワイヤ12→ワーク2→治具5→第2溶接電源PS2のマイナス端子経路で通電する。したがって、ワーク2及び治具5中を第1溶接電流Iw1及び第2溶接電流Iw2が通電する。これら第1溶接電流Iw1と第2溶接電流Iw2を合算した電流を、以下合算溶接電流Igと呼ぶことにする。そして、この合算溶接電流Igが通電するワーク2及び治具5を共通通電路と呼ぶことにする。
【0009】
共通通電路は、抵抗値R及びインダクタンス値Lを有している。インダクタンス値Lが小さい場合及び合算溶接電流Igの変化が緩やかである場合には、インダクタンス値Lに発生する電圧値は無視することができる。これに対して、抵抗値Rが大きい場合及び合算溶接電流Igが大電流値である場合には、抵抗値Rに発生する電圧は無視することができない。この抵抗値Rに発生する電圧を考慮すると、上記の第1溶接電圧検出信号Vd1及び第2溶接電圧検出信号Vd2は、下式のように表すことができる。
Vd1=Vw1+R・Ig
Vd2=Vw2+R・Ig
したがって、第1溶接電圧検出信号Vd1は、第1溶接電圧Vw1に合算溶接電流Igの通電によって共通通電路の抵抗値Rに発生する共通通電路電圧が重畳した値となる。第2溶接電圧検出信号Vd2についても同様である。
【0010】
第1溶接電源PS1において、第1溶接電圧検出信号Vd1に基づいて出力制御を行うと、合算溶接電流Igの通電によって共通通電路の抵抗値Rに発生する共通通電路電圧R・Igが第1溶接電圧Vw1にノイズとして重畳することになり、溶接状態の安定性が低下することになる。第2溶接電源PS2についても同様である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社ダイヘン
搬送車
16日前
株式会社ダイヘン
搬送車
16日前
株式会社ダイヘン
搬送車
16日前
株式会社ダイヘン
搬送車
16日前
株式会社ダイヘン
溶接装置
9日前
株式会社ダイヘン
電力システム
4日前
株式会社ダイヘン
直流電源回路
16日前
株式会社ダイヘン
蓄電池システム
9日前
株式会社ダイヘン
インバータ装置
16日前
株式会社ダイヘン
絶縁型コンバータ
16日前
株式会社ダイヘン
絶縁型コンバータ
16日前
株式会社ダイヘン
溶接装置及び溶接方法
16日前
株式会社ダイヘン
圧接装置及び圧接方法
10日前
株式会社ダイヘン
トランス用のコイル基板
16日前
株式会社ダイヘン
非消耗電極アーク溶接方法
10日前
株式会社ダイヘン
2重シールドティグ溶接方法
10日前
株式会社ダイヘン
複合溶接装置及び複合溶接方法
10日前
株式会社ダイヘン
電源装置におけるケースの取付構造
9日前
株式会社ダイヘン
分離装置、分離方法、溶接切断装置
18日前
株式会社ダイヘン
ハンド装置及びハンド装置の制御方法
12日前
株式会社ダイヘン
多電極サブマージアーク溶接システム
10日前
株式会社ダイヘン
処理装置、プログラム、及び処理方法
17日前
株式会社ダイヘン
固相接合装置、制御装置、および制御方法
12日前
株式会社ダイヘン
搬送ロボットの教示システム、および搬送ロボットの教示方法
16日前
株式会社不二越
ドリル
12日前
日東精工株式会社
ねじ締め機
16日前
日東精工株式会社
ねじ締め装置
1か月前
有限会社 ナプラ
金属粒子
1か月前
株式会社FUJI
工作機械
19日前
日東精工株式会社
多軸ねじ締め機
16日前
ブラザー工業株式会社
工作機械
17日前
ブラザー工業株式会社
工作機械
17日前
株式会社FUJI
チャック装置
29日前
トヨタ自動車株式会社
接合方法
10日前
オークマ株式会社
工作機械
1か月前
津田駒工業株式会社
2連回転割出し装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ