TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024108868
公報種別
公開特許公報(A)
公開日
2024-08-13
出願番号
2023013480
出願日
2023-01-31
発明の名称
熱処理システム
出願人
株式会社不二越
代理人
個人
,
個人
主分類
C21D
1/62 20060101AFI20240805BHJP(鉄冶金)
要約
【課題】焼入れ終了後の冷却性能を向上する熱処理システムを提供する。
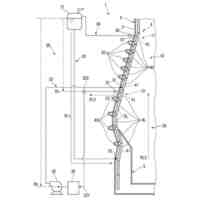
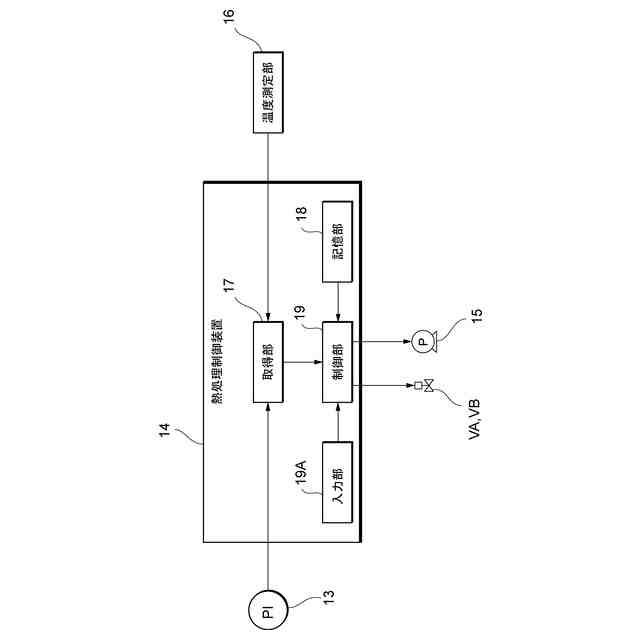
【解決手段】鋼部材Wを内部に配置した状態のまま、鋼部材Wに対して少なくとも焼入れ処理から焼戻し処理までを行う共通油槽11と、共通油槽11の内部を減圧する真空ポンプ15と、真空ポンプ15により共通油槽11の内部が減圧されることで、共通油槽11の内部の鋼部材Wに油を供給する供給部12と、共通油槽11の内部における油の蒸気圧を計測する圧力計13と、油に関する温度と蒸気圧との相関関係を記憶する記憶部18と、焼入れ終了後に、真空ポンプ15の動作制御を行い共通油槽11の内部に油を供給することで、鋼部材Wの冷却を行う制御部19と、を備え、制御部19は、鋼部材Wの冷却を行う際に、相関関係に基づいて、圧力計13が計測する油の蒸気圧が、油の温度が予め設定された鋼部材Wの目標温度と等しい場合の蒸気圧となるように、真空ポンプ15の動作制御を行う。
【選択図】図1
特許請求の範囲
【請求項1】
鋼部材を内部に配置した状態のまま、当該鋼部材に対して少なくとも焼入れ処理から焼戻し処理までを行う第一油槽と、
前記第一油槽の内部を減圧する真空ポンプと、
前記真空ポンプにより前記第一油槽の内部が減圧されることで、当該第一油槽の内部の前記鋼部材に油を供給する供給部と、
前記第一油槽の内部における前記油の蒸気圧を計測する圧力計と、
前記油に関する温度と蒸気圧との相関関係を記憶する記憶部と、
前記焼入れ終了後に、前記真空ポンプの動作制御を行い前記第一油槽の内部に前記油を供給することで、前記鋼部材の冷却を行う制御部と、
を備え、
前記制御部は、前記鋼部材の冷却を行う際に、前記相関関係に基づいて、前記圧力計が計測する前記油の前記蒸気圧が、当該油の温度が予め設定された当該鋼部材の目標温度と等しい場合の蒸気圧となるように、前記真空ポンプの動作制御を行うことを特徴とする熱処理システム。
続きを表示(約 690 文字)
【請求項2】
前記記憶部は、複数種類の前記油毎に前記相関関係を記憶し、
前記供給部から前記第一油槽の内部に供給する前記油の種類の入力を受け付ける入力部を更に備え、
前記制御部は、前記鋼部材の冷却を行う際に、前記入力部が受け付けた前記油の種類、及び、当該油の種類についての前記相関関係に基づいて、前記圧力計が計測する前記油の蒸気圧が、当該油の温度が予め設定された当該鋼部材の目標温度と等しい場合の蒸気圧となるように、前記真空ポンプの動作制御を行うことを特徴とする請求項1に記載の熱処理システム。
【請求項3】
前記供給部は、
内部に前記油を貯留する第二油槽と、
前記真空ポンプにより前記第一油槽が減圧されることで、前記第二油槽に貯留された前記油を前記第一油槽に供給する第二油槽用経路と、
前記第二油槽用経路に設置され、前記制御部によって開閉制御される制御弁と、
を備え、
前記制御部は、前記鋼部材の冷却を行う際に、前記第一油槽の内部に前記油が供給されるように、前記真空ポンプ及び前記制御弁の動作制御を行うことを特徴とする請求項1又は2に記載の熱処理システム。
【請求項4】
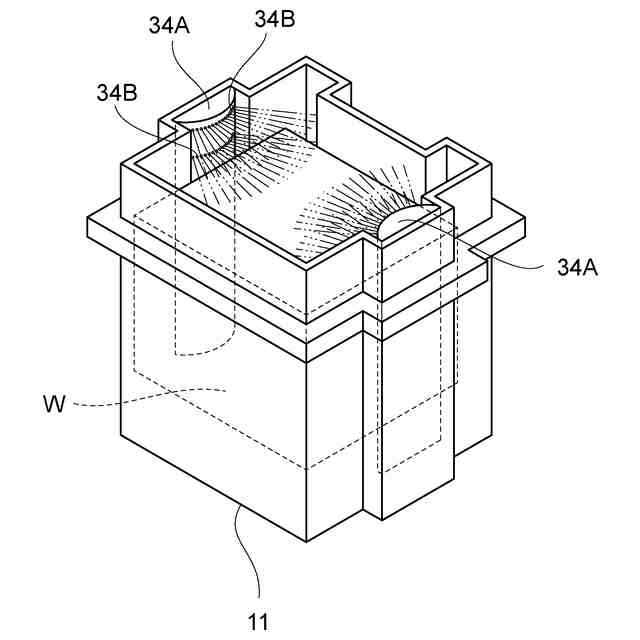
前記第一油槽には前記第二油槽用経路の一端が接続され、
前記一端には、前記鋼部材に対して前記油をシャワー状に噴射することができる複数の孔が形成されることを特徴とする請求項3に記載の熱処理システム。
【請求項5】
前記油はノルマルパラフィンを含むことを特徴とする請求項1又は2に記載の熱処理システム。
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼部材に対して熱処理を行う熱処理システムに関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
従来、鋼部材に対して浸炭処理後の焼入れや焼戻し等の熱処理を行う技術が知られている。例えば、下記特許文献1には、浸炭処理後の鋼部材を焼入れ処理用の油槽に浸漬させて焼入れ処理を行い、焼入れ処理後の鋼部材を焼戻し処理用の油槽に浸漬させて焼戻し処理を行う技術が開示されている。
尚、上記熱処理を既知のインライン装置(処理の開始から終了まで鋼部材を系外に出さずに行う装置)で行う技術も周知である。
【先行技術文献】
【特許文献】
【0003】
特開2017-82252号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら上記熱処理をインライン装置で行う場合、焼入れ直後に焼戻し工程に移行するため、特許文献1のような技術では、残留するオーステナイトが増える傾向にあった。
【0005】
上記課題に鑑み、本発明は、焼入れ終了後における冷却性能を向上する熱処理システムを提供することを目的とする。
【課題を解決するための手段】
【0006】
上記課題を解決するために、本発明の熱処理システムは、鋼部材を内部に配置した状態のまま、当該鋼部材に対して少なくとも焼入れ処理から焼戻し処理までを行う第一油槽と、前記第一油槽の内部を減圧する真空ポンプと、前記真空ポンプにより前記第一油槽の内部が減圧されることで、当該第一油槽の内部の前記鋼部材に油を供給する供給部と、前記第一油槽の内部における前記油の蒸気圧を計測する圧力計と、前記油に関する温度と蒸気圧との相関関係を記憶する記憶部と、前記焼入れ終了後に、前記真空ポンプの動作制御を行い前記第一油槽の内部に前記油を供給することで、前記鋼部材の冷却を行う制御部と、を備え、前記制御部は、前記鋼部材の冷却を行う際に、前記相関関係に基づいて、前記圧力計が計測する前記油の前記蒸気圧が、当該油の温度が予め設定された当該鋼部材の目標温度と等しい場合の蒸気圧となるように、前記真空ポンプの動作制御を行う。
【0007】
また、前記記憶部は、複数種類の前記油毎に前記相関関係を記憶し、前記供給部から前記第一油槽の内部に供給する前記油の種類の入力を受け付ける入力部を更に備え、前記制御部は、前記鋼部材の冷却を行う際に、前記入力部が受け付けた前記油の種類、及び、当該油の種類についての前記相関関係に基づいて、前記圧力計が計測する前記油の蒸気圧が、当該油の温度が予め設定された当該鋼部材の目標温度と等しい場合の蒸気圧となるように、前記真空ポンプの動作制御を行う。
【0008】
また、前記供給部は、内部に前記油を貯留する第二油槽と、前記真空ポンプにより前記第一油槽が減圧されることで、前記第二油槽に貯留された前記油を前記第一油槽に供給する第二油槽用経路と、前記第二油槽用経路に設置され、前記制御部によって開閉制御される制御弁と、を備え、前記制御部は、前記鋼部材の冷却を行う際に、前記第一油槽の内部に前記油が供給されるように、前記真空ポンプ及び前記制御弁の動作制御を行う。
【0009】
また、前記第一油槽には前記第二油槽用経路の一端が接続され、
前記一端には、前記鋼部材に対して前記油をシャワー状に噴射することができる複数の孔が形成される。
【0010】
また、前記油はノルマルパラフィンを含む。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社不二越
歯車研削盤
19日前
株式会社不二越
軸受付き歯車
11日前
株式会社不二越
管用テーパタップ
4日前
株式会社不二越
軸受用冠型保持器
11日前
株式会社不二越
減速機用回転部品
29日前
株式会社不二越
電食防止転がり軸受
11日前
株式会社不二越
インタラップタップ
11日前
株式会社不二越
ロボットビジョンシステム
4日前
株式会社不二越
歯切工具およびその製造方法
1か月前
株式会社不二越
回転軸付きスカイビングカッタ
19日前
株式会社不二越
斜板式可変容量型ピストンポンプ
26日前
株式会社不二越
ソレノイドバルブ用互換スペーサ
1か月前
株式会社不二越
オフラインダイレクトティーチング装置
1か月前
株式会社不二越
スカイビングカッタおよびそれを用いた歯車加工治具
1か月前
株式会社不二越
回転センサ付き軸受装置
1か月前
株式会社戸畑製作所
高炉用羽口
1か月前
日本製鉄株式会社
溶銑の脱硫方法
1か月前
富士電子工業株式会社
焼き入れ装置
5日前
個人
製鋼用副資材及びその製造方法
25日前
大同特殊鋼株式会社
工具鋼の製造方法
4か月前
日本製鉄株式会社
溶鋼の脱窒処理方法
4か月前
日本製鉄株式会社
高炉の操業方法
4か月前
株式会社小熊鉄工所
鎮静剤製造設備
4か月前
日本製鉄株式会社
脱炭精錬方法
26日前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
1か月前
株式会社神戸製鋼所
溶銑の脱りん方法
1か月前
JFEスチール株式会社
高強度鋼板の製造方法
1か月前
出光興産株式会社
熱処理油組成物
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
日本製鉄株式会社
電気炉の操業方法
4か月前
JFEスチール株式会社
高周波焼入部品の製造方法
1か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
日本製鉄株式会社
高炉冷却装置
3か月前
日本製鉄株式会社
溶銑の脱硫方法
4か月前
JFEスチール株式会社
溶鋼の脱酸方法
4か月前
日本製鉄株式会社
高炉装入物の衝撃エネルギ推定方法
4か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ