TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024148503
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023061687
出願日
2023-04-05
発明の名称
溶銑の脱硫方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
1/02 20060101AFI20241010BHJP(鉄冶金)
要約
【課題】本発明は、KR設備などのインペラーの回転により攪拌し溶銑中に脱硫剤を投入する脱硫処理において更なる脱硫効率を向上させることを課題とする。
【解決手段】本発明は、脱硫処理の進行に応じて前記インペラーの相対位置h/Hを変化させてインペラー位置を制御する溶銑脱硫方法。例えば、脱硫処理開始時のインペラー相対位置h/Hが0.40以上0.49以下であり、前記溶銑表面上において滓化されていない脱硫剤が占める面積率が20%以下であるときのインペラー相対位置h/Hが0.50以上0.60以下であるようにインペラー位置を制御する溶銑脱硫方法。
【選択図】なし
特許請求の範囲
【請求項1】
容器内の溶銑をインペラーの回転により攪拌し、前記溶銑中に脱硫剤を投入して脱硫処理を行う溶銑脱硫方法であって、
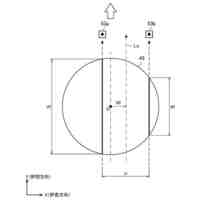
前記容器内の溶銑静止時の溶銑表面位置(溶銑表面基準位置)から、溶銑を攪拌することによって生じる溶銑表面の凹み部の最深位置までの距離をH、前記インペラーの上端までの距離をhとしたとき、
脱硫処理の進行に応じて前記インペラーの相対位置h/Hを変化させてインペラー位置を制御することを特徴とする溶銑脱硫方法。
続きを表示(約 820 文字)
【請求項2】
前記脱硫処理の進行を、前記溶銑の表面上において滓化されていない脱硫剤が占める面積率で評価し、インペラー位置を制御する、請求項1に記載の溶銑脱硫方法。
【請求項3】
前記溶銑の表面上における滓化されていない脱硫剤が占める面積率を、溶銑表面の温度分布で評価する、請求項2に記載の溶銑脱硫方法。
【請求項4】
前記インペラーの相対位置h/Hが、前記脱硫処理の進行に伴い単調増加するよう制御する、請求項1~3のいずれか一項に記載の溶銑脱硫方法。
【請求項5】
前記インペラーの相対位置h/Hが、前記脱硫処理の進行に伴いステップ関数で増加するよう制御する、請求項1~3のいずれか一項に記載の溶銑脱硫方法。
【請求項6】
脱硫処理開始時の前記インペラーの相対位置h/Hが0.40以上0.49以下であり、前記溶銑の表面上において滓化されていない脱硫剤が占める面積率が20%であるときの前記インペラーの相対位置h/Hが0.50以上0.60以下であるようにインペラー位置を制御する、請求項4に記載の溶銑脱硫方法。
【請求項7】
脱硫処理開始時の前記インペラーの相対位置h/Hが0.40以上0.49以下であり、前記溶銑の表面上において滓化されていない脱硫剤が占める面積率が20%であるときの前記インペラーの相対位置h/Hが0.50以上0.60以下であるようにインペラー位置を制御する、請求項5に記載の溶銑脱硫方法。
【請求項8】
脱硫処理開始時から前記インペラーの相対位置h/Hが0.40以上0.49以下であり、前記溶銑の表面上において滓化されていない脱硫剤が占める面積率が20%以上40%以下であるときに前記インペラーの相対位置h/Hを0.50以上0.60以下になるようにインペラー位置を変化させる、請求項7に記載の溶銑脱硫方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、製鉄分野において溶銑から硫黄分を除去(脱硫)する方法に関するものである。
続きを表示(約 2,200 文字)
【背景技術】
【0002】
鉄鉱石を還元して得られた溶融鉄(溶銑)には不純物が混在しており、溶銑から不要な成分を除去し、必要な元素を添加するなどして、所定の成分を有する鋼を製造する。このうち溶銑の脱硫方法については、従来生石灰などの脱硫剤を溶銑中に投入し、インペラーにより攪拌し、脱硫剤を溶銑中に拡散させて反応させる方法(機械攪拌方法)が知られている。このようなインペラーを溶銑中に浸漬して回転攪拌させる方式を、通常KR(Kanbara Reactor)法と呼び、その設備をKR設備と呼んでいる。KR法による溶銑の脱硫方法については特許文献1~3が開示されている。以下、特に断りのない限り、単に「脱硫」とは溶銑の脱硫を意味する。
【0003】
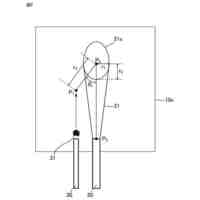
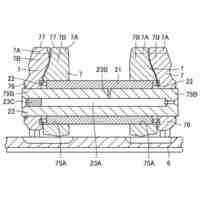
KR法による脱硫方法を簡単に説明する。図1は、容器(溶銑容器、または鍋ともいう。)内の溶銑の状態を断面図で示したものであり、溶銑容器(鍋)1中に溶融鉄(溶銑)2が入っている。静止時の溶銑の表面位置を図1中の点線6で示す。まず脱硫処理の開始に先立ち、静止している溶銑中にインペラーを装入して回転を開始する。インペラーを回転すると、それに伴い溶銑に渦流が発生し、遠心力で周辺部が盛り上がり溶銑の中央部(インペラー軸部分)が凹み、図1の溶銑位置4のようになる。
【0004】
その後、脱硫剤を投入して脱硫処理を開始する。脱硫処理の開始直後(脱硫処理の初期)は、投入した脱硫剤の温度が低いため滓化せずに溶銑表面に漂うように存在する。インペラーの回転により攪拌され高温の溶銑と接触を繰り返すことで脱硫剤は高温になり、溶銑容器から混入したSiO2を含むスラグ(以下、溶銑スラグと言う場合がある。)や脱硫剤に配合した低融点化を促す成分(例えばAl2O3、FeO)と混合され、CaO-SiO2-Al2O3-FeOなどの低融点化した複合酸化物を形成し、これら酸化物など材料の一部が約800℃以上で液化して生石灰などの固体を取り込んで固体と液体が混合したスラグとなって滓化(液状化)する。
【0005】
滓化した脱硫剤は疑似粒子となり、溶銑の渦流中に取り込まれ、インペラーの回転エネルギにより外方に飛ばされ溶銑中に拡散し、次いで溶銑流に乗って溶銑表面へ浮上する。こうして脱硫剤全体が溶銑に取り込まれ、溶銑表面から滞留脱硫剤がなくなる。これを繰り返し、脱硫剤の滓化が進むと疑似粒子の液相がCaO飽和に近付き脱硫能が向上し、この液相を介して脱硫が進行する。脱硫の進行に伴い溶銑中の硫黄と生石灰が反応して硫化カルシウムを生成し、スラグ(図1中の点線5)となって溶銑から分離される。これを繰り返すことにより、溶銑中から硫黄分を除去することができる。
【先行技術文献】
【特許文献】
【0006】
特開2001-247910号公報
特開2007-262501号公報
特開2010-185114号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
KR設備による脱硫処理は一般に高い脱硫効率を示すが、さらに脱硫効率を上げるためにいくつかの提案がされている。特許文献1は、処理容器の内径に対する浴深さの比を1.2~2.0にすることで、さらに高い脱硫効率が得ることができると提案している。特許文献2は、渦中心の溶銑の凹み深さを、静止湯面からインペラー上端までの距離であるインペラーの浸漬深さとインペラーの高さとの和よりも大きくすることで、さらに高い脱硫効率が得ることができると提案している。特許文献3は、インペラーの浸漬深さと渦中心の溶銑凹み深さの比が0.6~0.8にすることにより、さらに高い脱硫効率が得ることができると提案している。
【0008】
しかし、これらの方法を行ったとしても、投入する生石灰量全量が溶銑の脱硫に寄与しているわけではなく、さらに脱硫効率を向上させる余地がある。脱硫効率が上がれば生石灰の投入量を削減でき、その分スラグ発生量を削減できる。スラグ発生量の削減は、スラグと共に溶銑から持ち出される鉄(Fe)量を低減させることができるため、鉄鉱石に対する鋼の生産性を向上させることができる。さらにスラグ発生量の削減は環境負荷の軽減につながる。これらのことから、脱硫効率の更なる向上が求められている。本発明は、KR設備を用いた脱硫処理において更なる脱硫効率を向上させることを課題とする。
【課題を解決するための手段】
【0009】
KR設備による脱硫処理を観察していると、脱硫剤の投入直後は溶銑表面上に脱硫剤が浮遊している状態が観察される。この時、脱硫剤の大部分は溶銑中に取り込まれていないので、投入した脱硫剤は十分に脱硫効果を発揮していないと考えられる。やがて、脱硫剤が滓化して溶銑の渦流中に取り込まれ始める様子が観察される。
【0010】
そこで、本発明者らは、この脱硫処理の初期における脱硫剤の滓化に要する時間、および溶銑流動に取り込まれるまでの時間を短縮することができれば、脱硫効率を上げることができること、および滓化して溶銑流動に取り込まれた脱硫剤を溶銑の深い位置まで侵入させて浮上時間を確保することで脱硫効率を上げることができることを想起し、開発を進め以下の知見を得た。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
10日前
日本製鉄株式会社
鉄道車輪
6日前
日本製鉄株式会社
鉄道車輪
6日前
日本製鉄株式会社
冷却構造体
18日前
日本製鉄株式会社
冷却構造体
18日前
日本製鉄株式会社
脱りん方法
17日前
日本製鉄株式会社
クランク軸
10日前
日本製鉄株式会社
鋼の製造方法
26日前
日本製鉄株式会社
金属溶解方法
24日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
溶鉄の精錬方法
23日前
日本製鉄株式会社
高炉の操業方法
19日前
日本製鉄株式会社
粒度分布測定方法
16日前
日本製鉄株式会社
ボルトの製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
24日前
日本製鉄株式会社
焼結鉱の製造方法
3日前
日本製鉄株式会社
耐火被覆梁及び床構造
2日前
日本製鉄株式会社
床構造及び床構造の施工方法
2日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
23日前
日本製鉄株式会社
温度測定装置及び温度測定方法
11日前
日本製鉄株式会社
T継手の製造方法及び評価方法
24日前
日本製鉄株式会社
温度測定装置及び温度測定方法
11日前
株式会社小松製作所
耐摩耗部品
20日前
日本製鉄株式会社
コークス品質のばらつき推定方法
19日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
16日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
16日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
24日前
日本製鉄株式会社
モールドパウダーおよび鋼の連続鋳造方法
19日前
日鉄テックスエンジ株式会社
安全帯取付具
19日前
日本製鉄株式会社
取付構造物及びこれを製造するための取付部材
1か月前
日本製鉄株式会社
センサの保護構造、センサの取付方法および試験体
17日前
大阪富士工業株式会社
ハースロール及びその製造方法
17日前
日本製鉄株式会社
Cu含有鋼の連続鋳造方法、および圧延鋼材の製造方法
3日前
日本製鉄株式会社
鋳片の切断制御方法、鋳片の切断制御装置およびプログラム
24日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、及び高炉操業制御プログラム
17日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ