TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024141873
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023053729
出願日
2023-03-29
発明の名称
溶鋼の脱酸方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
C21C
7/04 20060101AFI20241003BHJP(鉄冶金)
要約
【課題】Al又はAl合金を添加して行う溶鋼の脱酸方法において、Al又はAl合金の添加のための専用の設備を必要とせず、Al又はAl合金を添加した際における損失Al量を低位に安定させることが可能な溶鋼の脱酸方法を提供する。
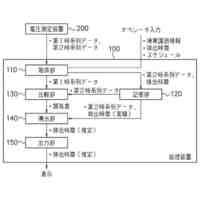
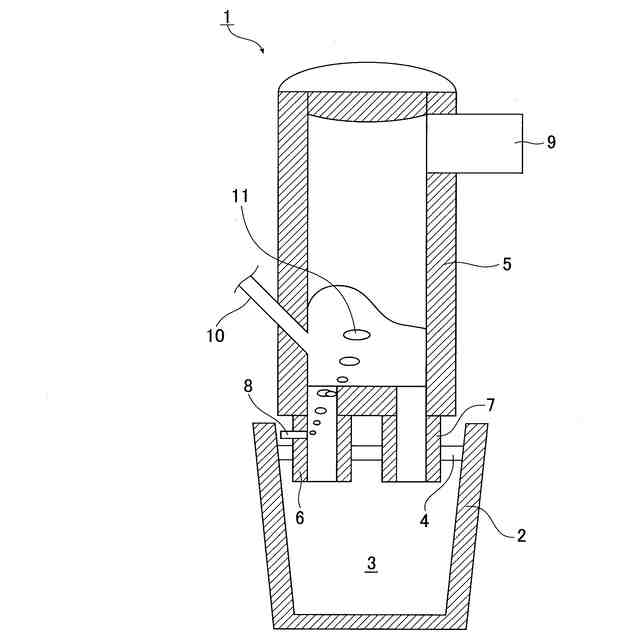
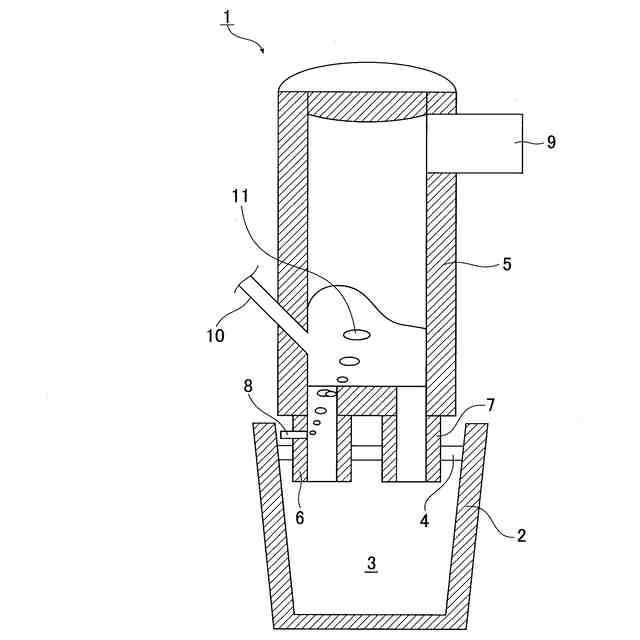
【解決手段】真空脱ガス装置を用いて、Al又はAl合金を添加して溶鋼を脱酸する溶鋼の脱酸方法であって、前記Al又はAl合金の添加速度と、溶鋼中溶存酸素濃度と、溶鋼環流量との関係に基づいて、前記Al又はAl合金を溶鋼に添加する。
【選択図】図1
特許請求の範囲
【請求項1】
真空脱ガス装置を用いて、Al又はAl合金を添加して溶鋼を脱酸する溶鋼の脱酸方法であって、前記Al又はAl合金の添加速度と、溶鋼中溶存酸素濃度と、溶鋼環流量との関係に基づいて、前記Al又はAl合金を溶鋼に添加する、溶鋼の脱酸方法。
続きを表示(約 310 文字)
【請求項2】
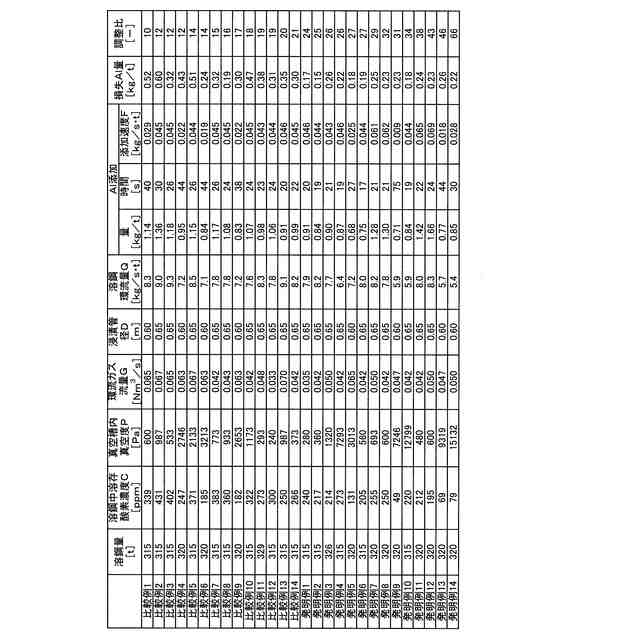
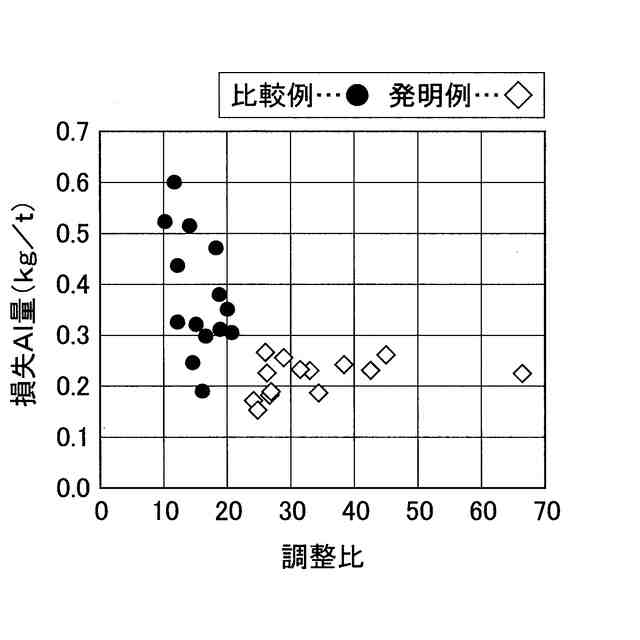
以下の(1)式を満たすように前記Al又はAl合金を溶鋼に添加する、請求項1に記載の溶鋼の脱酸方法。
F/(C/10
6
×Q)≧24 ・・・(1)
Q=7438×G
1/3
×D
4/3
×(ln(101325/P))
1/3
/W・・・(2)
ここで、FはAlまたはAl合金の添加速度(kg/s・t)、Cは溶鋼中溶存酸素濃度(ppm)、Qは溶鋼環流量(kg/s・t)、Gは環流ガス流量(Nm
3
/s)、Dは浸漬管径(m)、Pは真空槽内真空度(Pa)、Wは溶鋼量(ton)を示す。
発明の詳細な説明
【技術分野】
【0001】
本発明は、真空脱ガス装置を用いて溶鋼中の酸素を除去する方法に関し、詳しくは、Al又はAl合金を溶鋼に添加して溶鋼を脱酸する溶鋼の脱酸方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
真空脱ガス装置を用いて行われる溶鋼の脱酸は、Al又はAl合金(以下、単に「Al」という。)を溶鋼に添加して行われる。溶鋼に添加されるAlの添加量は、溶鋼中の溶存酸素を脱酸するために必要とされる量、及び、溶鋼の成分調整のために必要とされる量に基づいて決定される。
【0003】
ここで、溶鋼に添加されるAlは、溶鋼中の各種の元素に比べて比重が小さい。このため、真空脱ガス装置を用いた精錬プロセスに際し、溶鋼にAlを添加すると、Alと大気との反応や、Alとスラグとの反応が発生すると共に、Alの蒸発も発生する。そのため、Alの比重や蒸発の発生を前提として、溶鋼へのAlの添加量を多くする必要がある。溶鋼へのAlの添加による溶鋼の脱酸方法については、以下の通り、従来から検討がなされている。
【0004】
特許文献1には、比重調整材と脱酸剤(Al)とを入れた容器を溶鋼中に装入する方法が開示されている。更に、添加するAlの形態について、非特許文献1にはワイヤ状にしたAl線材を高速度で押し込む方法が、非特許文献2には粉状のAl粉を吹き込む方法が、非特許文献3には溶融Alを注入する方法が開示されている。
【0005】
また、一次精錬後の二次精錬である真空脱ガス装置においては、高真空での脱酸処理により、Alの蒸発量が更に多くなると考えられている。このため、特許文献2には、解決策として、Alを溶鋼に添加するときの圧力Vを20Torr<V≦760Torrとする方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開昭53-64613号公報
特開平11-172322号公報
【非特許文献】
【0007】
「鉄と鋼」、vol.56、No.11、(1970)、S430
「鉄と鋼」、vol.66、No.4、(1980)、S267
「鉄と鋼」、vol.69、No.4、(1983)、S189
「鉄と鋼」、vol.73、No.4、(1987)、S176
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1に開示された方法では、比重調整材及び脱酸剤(Al)の容器への収納及び比重の調整作業が必要となり、溶鋼へのAlの添加工程について、作業がより煩雑となる。また、非特許文献1~3に開示された方法では、Alを添加するための専用の設備が必要となる。特許文献2に開示された方法では、溶鋼中の溶存酸素とAlとの反応による発熱が考慮されておらず、また、開示された圧力の範囲について、溶鋼の脱酸処理において溶鋼の還流が困難となる範囲が含まれている。
【0009】
本発明は上記事情に鑑みてなされたもので、その目的とするところは、Al又はAl合金を添加して行う溶鋼の脱酸方法において、Al又はAl合金の添加のための専用の設備を必要とせず、Al又はAl合金を添加した際における損失Al量を低位に安定させることが可能な溶鋼の脱酸方法を提供することにある。
【課題を解決するための手段】
【0010】
本発明の要旨は、以下のとおりである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
株式会社戸畑製作所
高炉用羽口
3か月前
日本製鉄株式会社
転炉精錬方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
富士電子工業株式会社
焼き入れ装置
2か月前
個人
製鋼用副資材及びその製造方法
3か月前
株式会社伊原工業
還元鉄の製造方法
1か月前
日本製鉄株式会社
スラグの排出方法
2か月前
株式会社デンケン
高温炉
1か月前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
脱炭精錬方法
3か月前
日本製鉄株式会社
高炉の操業方法
10日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
1か月前
日本製鉄株式会社
鋼の製造方法
26日前
株式会社神戸製鋼所
溶銑の脱りん方法
3か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
3か月前
JFEスチール株式会社
高強度鋼板の製造方法
3か月前
トヨタ自動車株式会社
鋼板部品の製造方法及び製造装置
3日前
株式会社サンノハシ
金属加工品の製造方法
24日前
JFEスチール株式会社
高周波焼入部品の製造方法
3か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
9日前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
2か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
1か月前
日本製鉄株式会社
溶鋼の製造方法
2か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
4か月前
日本製鉄株式会社
還元鉄の溶解方法
3か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
5か月前
JFEスチール株式会社
溶銑の予備処理方法
1か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
1か月前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
5か月前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-ジ置換C21-N-ピラゾリルステロイドおよびその使用方法
1か月前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
27日前
JFEスチール株式会社
スラグの管理方法及びスラグ材の製造方法
1か月前
日本製鉄株式会社
除滓方法及び除滓装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ