TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025036954
公報種別
公開特許公報(A)
公開日
2025-03-17
出願番号
2023143636
出願日
2023-09-05
発明の名称
除滓方法及び除滓装置
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
,
個人
主分類
C21C
1/06 20060101AFI20250310BHJP(鉄冶金)
要約
【課題】除滓効率を高めつつ、コストを低減することが可能な除滓方法及び除滓装置を提供する。
【解決手段】本発明の要旨は以下である。
(1)
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中から前記スラグに音速以上に加速させたガスを吹き付けることを特徴とする、除滓方法。
(4)
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中に設けたラバール形状のノズルから前記スラグに音速以上に加速させたガスを吹き付けることを特徴と
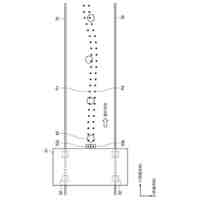
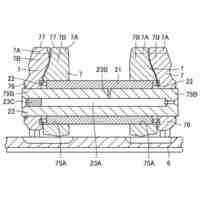
【選択図】図4
特許請求の範囲
【請求項1】
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中から前記スラグ及び溶銑に音速以上に加速させたガスを吹き付けることを特徴とする、除滓方法。
続きを表示(約 250 文字)
【請求項2】
前記ガスを吐出するノズルの下端がラバール形状となっていることを特徴とする、請求項1に記載の除滓方法。
【請求項3】
前記ガスが溶銑面に到着した際のガス流速を用いた修正フルード数が200以上となることを特徴とする、請求項1または2に記載の除滓方法。
【請求項4】
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中に設けたラバール形状のノズルから前記スラグ及び溶銑に音速以上に加速させたガスを吹き付けることを特徴とする、除滓装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、除滓方法及び除滓装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
高炉から排出された溶銑は、溶銑予備処理に供される。溶銑予備処理では、溶銑鍋に溶銑が投入され、この溶銑に対して脱硫処理が行われる。脱硫処理によって生じたスラグは、例えばドラッカー等によって機械的に除滓される。特許文献1には、スラグの除滓を効率的に行う方法として、ガスを溶銑中に吹き込むことによりスラグを押しのける技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
中国特許公開第102534063号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に開示された技術では、スラグを押しのけるために、ガスを噴出するノズルを溶銑に浸漬させる必要があった。このため、ノズルの溶損を防止するためにノズルを耐火物で保護する等の工夫が必要となり、ノズルのコストが高くなるという問題があった。
【0005】
そこで、本発明は、上記問題に鑑みてなされたものであり、本発明の目的とするところは、除滓効率を高めつつ、コストを低減することが可能な除滓方法及び除滓装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の要旨は以下である。
(1)
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中から前記スラグ及び溶銑に音速以上に加速させたガスを吹き付けることを特徴とする、除滓方法。
(2)
前記ガスを吐出するノズルの下端がラバール形状となっていることを特徴とする、(1)に記載の除滓方法。
(3)
前記ガスが溶銑面に到着した際のガス流速を用いた修正フルード数が200以上となることを特徴とする、(1)または(2)に記載の除滓方法。
(4)
溶銑鍋内のスラグを除滓するに際して、溶銑及び前記スラグの上方の空中に設けたラバール形状のノズルから前記スラグ及び溶銑に音速以上に加速させたガスを吹き付けることを特徴とする、除滓装置。
【発明の効果】
【0007】
本発明の上記観点によれば、除滓効率を高めつつ、コストを低減することが可能な除滓方法及び除滓装置を提供することができる。
【図面の簡単な説明】
【0008】
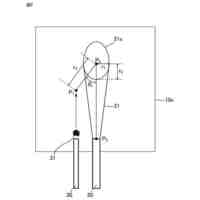
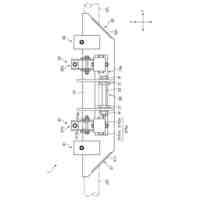
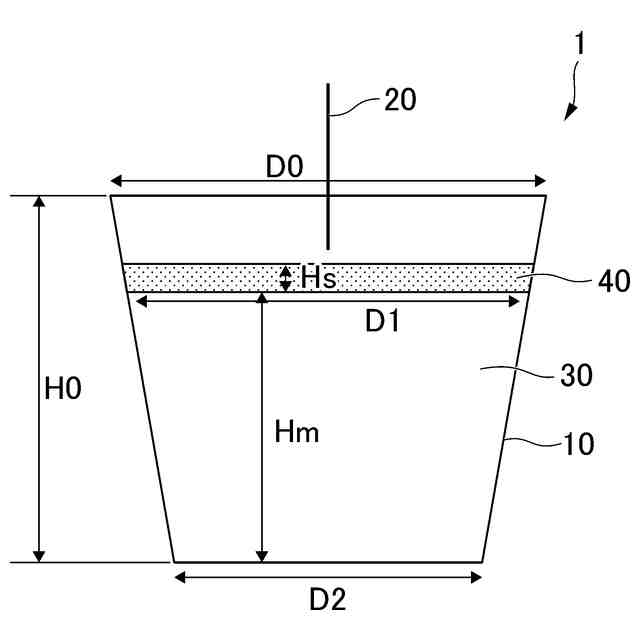
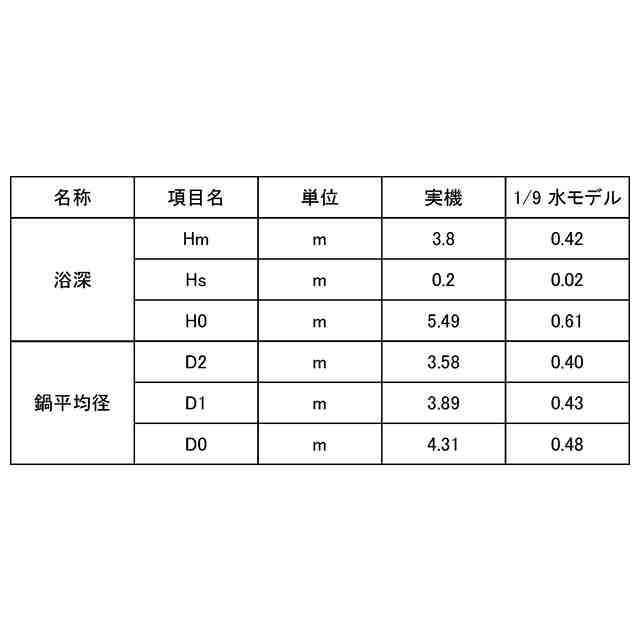
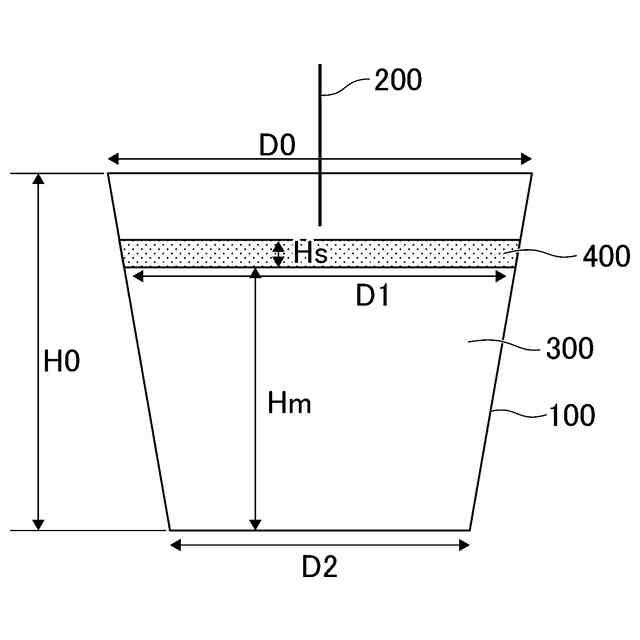
水モデル試験装置の概要を示す側断面図である。
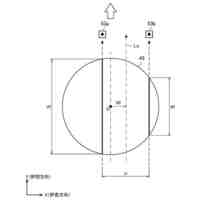
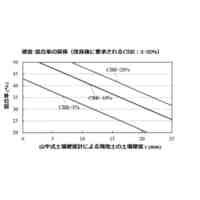
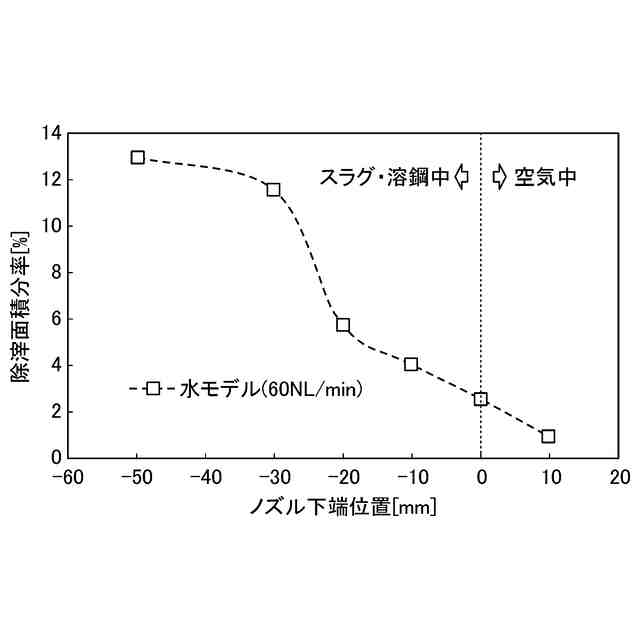
ノズル下端位置と除滓面積分率との相関を示すグラフである。
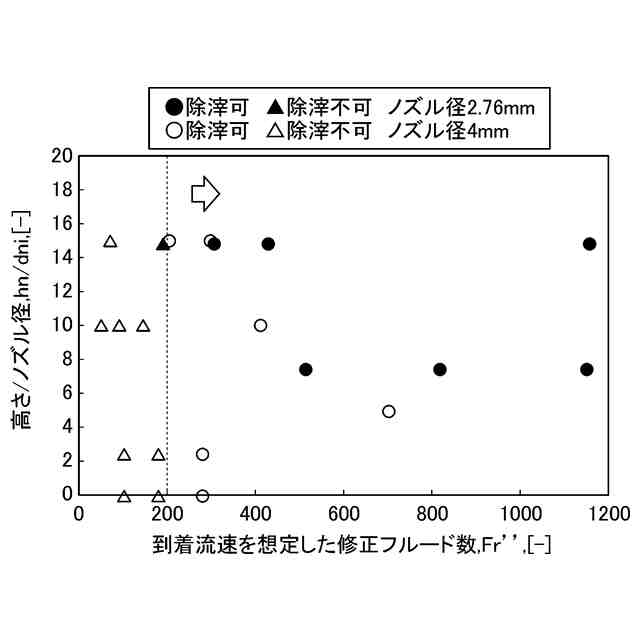
到着流速を想定した修正フルード数Fr’’とh
n
/d
ni
との相関を示すグラフである。
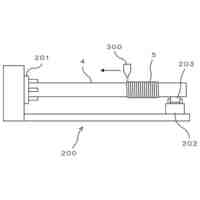
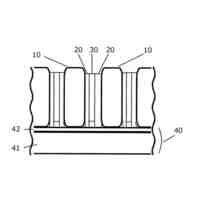
本実施形態に係る除滓装置の概要を示す側断面図である。
【発明を実施するための形態】
【0009】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本実施形態において、「~」を用いて表される数値範囲は、「~」の前後に記載される数値を下限値及び上限値として含む範囲を意味する。
【0010】
<1.本発明者による知見>
まず、本実施形態の基礎となる本発明者による知見について説明する。上述したように、特許文献1には、スラグの除滓を効率的に行う方法として、ガスを溶銑中に吹き込むことによりスラグを押しのける技術が開示されている。しかし、特許文献1に開示された技術では、スラグを押しのけるために、ガスを噴出するノズルを溶銑に浸漬させる必要があった。このため、ノズルの溶損を防止するためにノズルを耐火物で保護する等の工夫が必要となり、ノズルのコストが高くなるという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
6日前
日本製鉄株式会社
鉄道車輪
2日前
日本製鉄株式会社
鉄道車輪
2日前
日本製鉄株式会社
脱りん方法
13日前
日本製鉄株式会社
冷却構造体
14日前
日本製鉄株式会社
冷却構造体
14日前
日本製鉄株式会社
クランク軸
6日前
日本製鉄株式会社
金属溶解方法
20日前
日本製鉄株式会社
溶鉄の精錬方法
19日前
日本製鉄株式会社
高炉の操業方法
15日前
日本製鉄株式会社
メタンの製造方法
20日前
日本製鉄株式会社
粒度分布測定方法
12日前
日本製鉄株式会社
溶鋼の製造方法及びアーク炉
19日前
日本製鉄株式会社
温度測定装置及び温度測定方法
7日前
日本製鉄株式会社
T継手の製造方法及び評価方法
20日前
日本製鉄株式会社
温度測定装置及び温度測定方法
7日前
日本製鉄株式会社
コークス品質のばらつき推定方法
15日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
12日前
日本製鉄株式会社
サワー環境での使用に適した鋼材
12日前
株式会社小松製作所
耐摩耗部品
16日前
日本製鉄株式会社
メタンの製造方法およびメタンの製造装置
20日前
日本製鉄株式会社
モールドパウダーおよび鋼の連続鋳造方法
15日前
日鉄テックスエンジ株式会社
安全帯取付具
15日前
日本製鉄株式会社
センサの保護構造、センサの取付方法および試験体
13日前
大阪富士工業株式会社
ハースロール及びその製造方法
13日前
日本製鉄株式会社
鋳片の切断制御方法、鋳片の切断制御装置およびプログラム
20日前
日本製鉄株式会社
高炉操業方法、高炉操業制御装置、及び高炉操業制御プログラム
13日前
日本製鉄株式会社
粒度改善型地盤改良材料の混合率予測方法および軟弱地盤改良方法
15日前
日本製鉄株式会社
モデル生成装置、電力量予測装置、モデル生成方法、及び、電力量予測方法
20日前
日本製鉄株式会社
疑似セグメンテーションモデル生成装置及び疑似セグメンテーションモデル生成方法
13日前
日本製鉄株式会社
バッテリーセル間の冷却構造、バッテリーモジュール、及び、バッテリーパック
5日前
日本製鉄株式会社
ホットスタンプ用合金化溶融亜鉛めっき鋼板、ホットスタンプ成形体およびそれらの製造方法
21日前
新和環境株式会社
炉システム
2か月前
新和環境株式会社
炉システム
2か月前
日本製鉄株式会社
転炉精錬方法
2か月前
株式会社戸畑製作所
高炉用羽口
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ