TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024149193
公報種別
公開特許公報(A)
公開日
2024-10-18
出願番号
2023062924
出願日
2023-04-07
発明の名称
電気炉の操業方法
出願人
日本製鉄株式会社
代理人
アクシス国際弁理士法人
主分類
C21C
5/52 20060101AFI20241010BHJP(鉄冶金)
要約
【課題】高価な不活性ガスを多量に用いることを回避しつつ、電気炉操業中の吸窒素を抑制できる電気炉の操業方法を提供する。
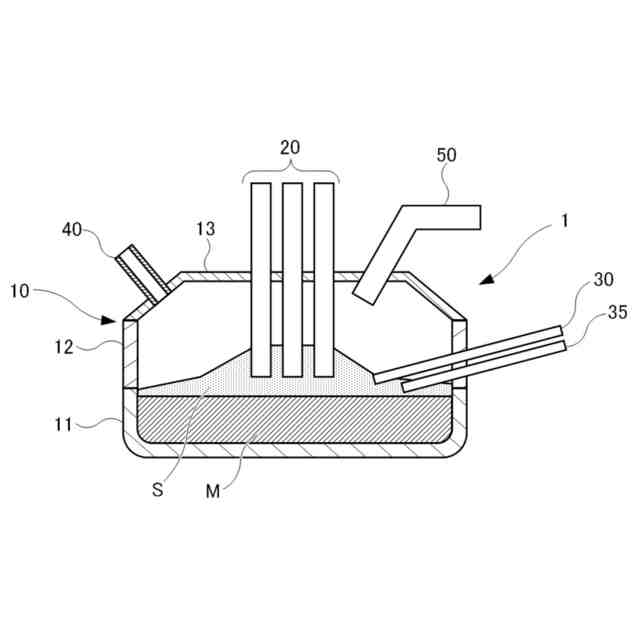
【解決手段】本発明による電気炉の操業方法は、電気炉1の炉体10内に鉄材を投入するとともに、電極20からのアークにより鉄材を溶解して溶鋼Mを製造する電気炉の操業方法であって、炉体10上からアークの近傍にプラスチック材を0.03kg/(min・炉内投入鉄分ton)以上の速度で連続投入することを含む。
【選択図】図1
特許請求の範囲
【請求項1】
電気炉の炉体内に鉄材を投入するとともに、電極からのアークにより前記鉄材を溶解して溶鋼を製造する電気炉の操業方法であって、
前記炉体上から前記アークの近傍にプラスチック材を0.03kg/(min・炉内投入鉄分ton)以上の速度で連続投入することを含む、
電気炉の操業方法。
続きを表示(約 89 文字)
【請求項2】
前記プラスチック材の全体に占める、粒径が4.75mm以上の前記プラスチック材の割合が90%以上である、
請求項1に記載の電気炉の操業方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、電極からのアークにより鉄材を溶解して溶鋼を製造する電気炉の操業方法に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
一般に、電気炉(アーク炉)では、炭材と酸素とを吹き込むことによりスラグをフォーミングさせ、電極先端から溶鋼浴面に照射されるアークをフォーミングスラグで覆うことが行われている。これは、アークから発生する輻射熱をスラグに取り込んで熱効率を高めるとともに、アークと大気との接触を回避して溶鋼への吸窒素反応を抑制することを目的としている。
【0003】
下記の特許文献1では、吸窒素反応の抑制に着眼し、内部にガス通流道が設けられた電極を用い、電極の先端から不活性ガスを吐出させることにより、アークの近傍での吸窒素反応を抑制する方法が提案されている。
【先行技術文献】
【特許文献】
【0004】
特開昭61-276684号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の特許文献1で提案された従来方法では、フォーミングスラグがアークを覆っている場合でも不活性ガスを吐出し続けるため、不活性ガスがアークの近傍のフォーミングスラグを吹き飛ばしてしまう虞がある。その場合、アークからの熱ロスが増えるのはもちろん、不活性ガスに随伴される大気中の窒素が溶鋼中へ吸収されてしまう。また、不活性ガスは高価であり、この従来方法のように多量の不活性ガスを吐出し続けることは経済的負担が大きい。
【0006】
本発明は、上記のような課題を解決するためになされたものであり、その目的の一つは、高価な不活性ガスを多量に用いることを回避しつつ、電気炉操業中の吸窒素を抑制できる電気炉の操業方法を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る電気炉の操業方法は、一実施の形態において、電気炉の炉体内に鉄材を投入するとともに、電極からのアークにより鉄材を溶解して溶鋼を製造する電気炉の操業方法であって、炉体上からアークの近傍にプラスチック材を0.03kg/(min・炉内投入鉄分ton)以上の速度で連続投入することを含む。
【発明の効果】
【0008】
本発明の電気炉の操業方法の一実施の形態によれば、炉体上からアークの近傍にプラスチック材を0.03kg/(min・炉内投入鉄分ton)以上の速度で連続投入するので、アークの熱によるプラスチックの熱分解で生成される大量のガス、及びその生成ガスが周囲の空気と反応して生成されたCO
2
及びH
2
Oによってアークが空気と接触することが抑制される。その結果、高価な不活性ガスを多量に用いることを回避しつつ、電気炉操業中の吸窒素を抑制できる。
【図面の簡単な説明】
【0009】
本発明の実施の形態による電気炉の操業方法を実施する電気炉の一例を示す説明図である。
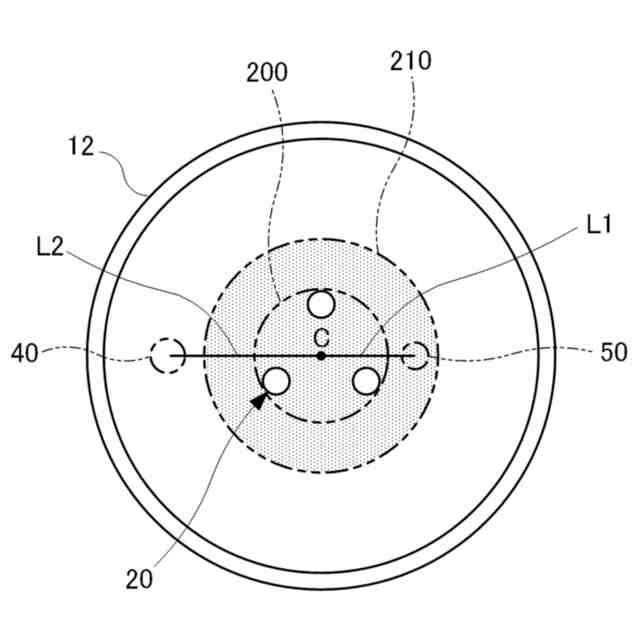
図1の電気炉の平面図である。
【発明を実施するための形態】
【0010】
以下、本発明を実施するための形態について、図面を参照して説明する。本発明は各実施の形態に限定されるものではなく、その要旨を逸脱しない範囲で構成要素を変形して具体化できる。また、各実施の形態に開示されている複数の構成要素の適宜な組み合わせにより、種々の発明を形成できる。例えば、実施の形態に示される全構成要素からいくつかの構成要素を削除してもよい。さらに、異なる実施の形態の構成要素を適宜組み合わせてもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
部品
1か月前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
鋼材
3日前
日本製鉄株式会社
鋼材
1か月前
日本製鉄株式会社
溶接継手
1か月前
日本製鉄株式会社
クランク軸
3日前
日本製鉄株式会社
脱りん方法
10日前
日本製鉄株式会社
冷却構造体
11日前
日本製鉄株式会社
冷却構造体
11日前
日本製鉄株式会社
柱梁接合構造
1か月前
日本製鉄株式会社
表面処理鋼材
1か月前
日本製鉄株式会社
鋼の製造方法
1か月前
日本製鉄株式会社
捻回試験装置
1か月前
日本製鉄株式会社
金属溶解方法
17日前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
衝撃吸収部材
1か月前
日本製鉄株式会社
鋼の製造方法
19日前
日本製鉄株式会社
高炉の操業方法
1か月前
日本製鉄株式会社
溶鉄の精錬方法
16日前
日本製鉄株式会社
多角形筒形構造
1か月前
日本製鉄株式会社
高炉の操業方法
12日前
日本製鉄株式会社
ボルトの製造方法
23日前
日本製鉄株式会社
粒度分布測定方法
9日前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
焼結鉱の製造方法
1か月前
日本製鉄株式会社
メタンの製造方法
17日前
日本製鉄株式会社
鋳片の連続鋳造方法
1か月前
日本製鉄株式会社
コイルばねの製造方法
1か月前
日本製鉄株式会社
固定具および固定構造
1か月前
日本製鉄株式会社
素形材及びその製造方法
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ