TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024146447
公報種別
公開特許公報(A)
公開日
2024-10-15
出願番号
2023059347
出願日
2023-03-31
発明の名称
高炉の操業方法
出願人
日本製鉄株式会社
代理人
個人
,
個人
主分類
C21B
5/00 20060101AFI20241004BHJP(鉄冶金)
要約
【課題】 炉頂ガス温度及び羽口先燃焼温度のそれぞれを適正な温度に維持する。
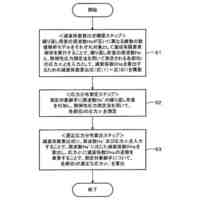
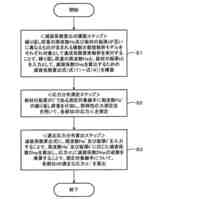
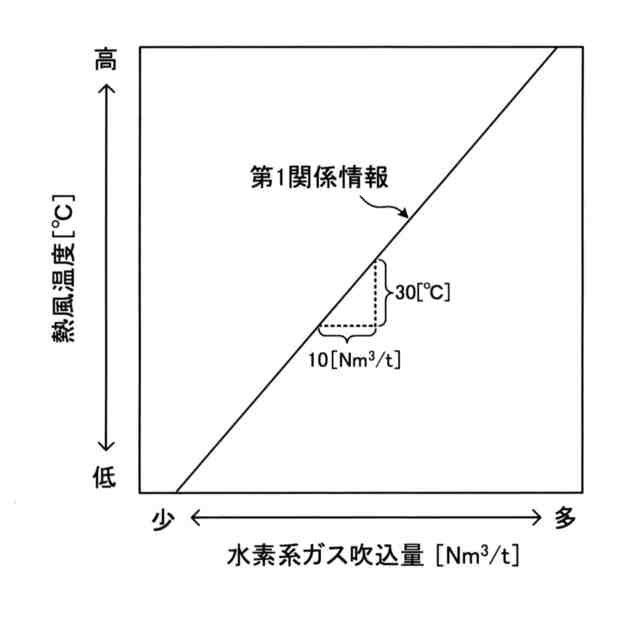
【解決手段】 窒素ガスを含む熱風と水素系ガスを高炉の羽口から吹き込む高炉の操業方法において、羽口先燃焼温度を2000[℃]以上とするための水素系ガスの吹込み量及び熱風温度を関係付けた第1関係情報に基づいて、水素系ガスの吹込み量及び熱風温度を決定する。そして、炉頂ガス温度を100[℃]以上とするための水素系ガスの吹込み量、熱風温度及び、熱風中の窒素ガス濃度を関係付けた第2関係情報に基づいて、決定した水素系ガスの吹込み量及び熱風温度に対応した窒素ガス濃度を決定する。
【選択図】 図6
特許請求の範囲
【請求項1】
窒素ガスを含む熱風と水素系ガスを高炉の羽口から吹き込む高炉の操業方法において、
羽口先燃焼温度を2000[℃]以上とするための水素系ガスの吹込み量及び熱風温度を関係付けた第1関係情報に基づいて、水素系ガスの吹込み量及び熱風温度を決定し、
炉頂ガス温度を100[℃]以上とするための水素系ガスの吹込み量、熱風温度及び、熱風中の窒素ガス濃度を関係付けた第2関係情報に基づいて、決定した水素系ガスの吹込み量及び熱風温度に対応した窒素ガス濃度を決定することを特徴とする高炉の操業方法。
続きを表示(約 840 文字)
【請求項2】
水素系ガスの吹込み量を200[Nm
3
/t]よりも多くするとき、水素系ガスの吹込み量の増加量が10[Nm
3
/t]に対して、熱風温度の上昇量を30[℃]以上とすることを特徴とする請求項1に記載の高炉の操業方法。
【請求項3】
熱風温度の上昇量が100[℃]に対して、窒素ガス濃度の上昇量を2[vоl%]以上とすることを特徴とする請求項1又は2に記載の高炉の操業方法。
【請求項4】
前記第1関係情報において、水素系ガスの吹込み量が所定量であるとき、羽口先燃焼温度が高いほど、熱風温度を高くすることを特徴とする請求項1に記載の高炉の操業方法。
【請求項5】
前記第2関係情報において、水素系ガスの吹込み量が所定量であるとき、熱風温度が高いほど、窒素ガス濃度を高くすることを特徴とする請求項1に記載の高炉の操業方法。
【請求項6】
前記第1関係情報は、羽口先燃焼温度を2000[℃]以上、2300[℃]以下とするために、水素系ガスの吹込み量及び熱風温度を関係付けた情報であることを特徴とする請求項1に記載の高炉の操業方法。
【請求項7】
前記第2関係情報は、炉頂ガス温度を100[℃]以上、200[℃]以下とするために、水素系ガスの吹込み量、熱風温度及び、熱風中の窒素ガス濃度を関係付けた情報であることを特徴とする請求項1に記載の高炉の操業方法。
【請求項8】
熱風中の窒素ガス濃度を空気中の窒素ガス濃度よりも低くするとき、熱風に酸素を富化することにより、窒素ガスの濃度を調整することを特徴とする請求項1に記載の高炉の操業方法。
【請求項9】
熱風中の窒素ガス濃度を空気中の窒素ガス濃度よりも高くするとき、熱風に窒素を富化することにより、窒素ガスの濃度を調整することを特徴とする請求項1に記載の高炉の操業方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、窒素ガスを含む熱風と水素系ガスを高炉の羽口から吹き込む高炉の操業方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
特許文献1では、装入原料の一部としてフェロコークスを使用する高炉操業において、羽口からの熱風の酸素富化率、羽口からの還元材吹込み量、羽口からの熱風の窒素富化量の中から選ばれる1種または2種以上を制御することにより、炉頂ガス温度の低下を抑制するようにしている。具体的には、酸素富化率を低下させたり、還元材吹込み量を増加させたり、窒素富化量を増加させたりすることにより、炉頂ガス温度を上昇させている。
【0003】
一方、高炉における二酸化炭素ガスの排出量を低減するために、還元ガスである水素ガスを羽口から高炉の内部に吹き込む操業が知られている。水素ガスを用いて高炉内の鉄原料を還元することにより、還元材である炭材の使用量を減らすことができ、炭材の使用に伴う二酸化炭素ガスの発生を抑制することができる。
【先行技術文献】
【特許文献】
【0004】
特開2008-111172号公報
【非特許文献】
【0005】
Kouji TAKATANI、Takanobu INADA、Yutaka UJISAWA、「Three-dimensional Dynamic Simulator for Blast Furnace」、ISIJ International、Vol.39(1999)、No.1、p.15-22
【発明の概要】
【発明が解決しようとする課題】
【0006】
炉頂ガス温度の低下を抑制しながら、言い換えれば、炉頂ガス温度を一定に維持しながら、羽口からの水素ガス(常温)の吹込み量を増加させると、羽口先燃焼温度が低下してしまう。図1には、高炉数学モデル(非特許文献1)によってシミュレーションされた、水素ガスの吹込み量と羽口先燃焼温度との関係を示す。ここで、高炉数学モデルでは、熱風温度の条件を1200[℃]に設定しており、図1に示す白丸は高炉数学モデルによるシミュレーション結果を示す。図1から分かるように、水素ガスの吹込み量が増えるほど、羽口先燃焼温度が低下する。
【0007】
通常の高炉操業では、羽口先燃焼温度が2000[℃]以上となるように管理されており、羽口先燃焼温度が2000[℃]よりも低くなると、レースウェイでの微粉炭の燃焼性の低下、溶銑滓の昇温不足、特にスラグの昇温不足による排滓性の低下による操業不安定化が懸念される。図1によれば、羽口先燃焼温度を2000[℃]以上とするためには、水素ガスの吹込み量を200[Nm
3
/t]以下に制限しなければならない。水素ガスの吹込み量を制限してしまうと、二酸化炭素ガスの排出量を低減する上では好ましくない。
【0008】
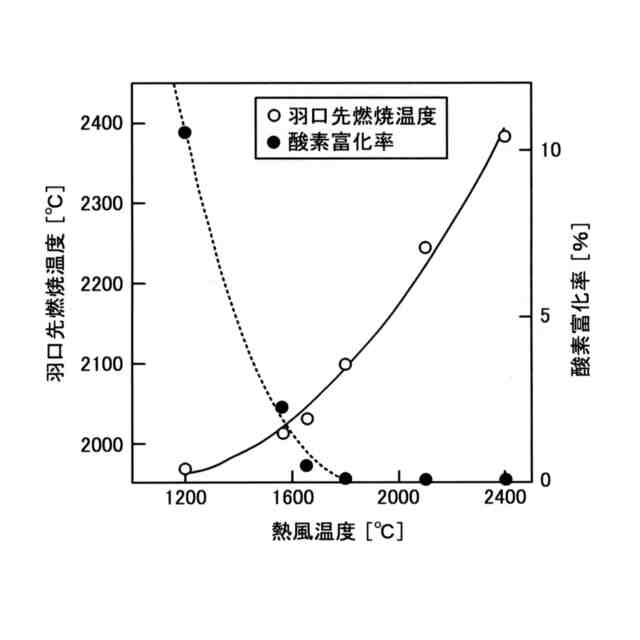
一方、熱風温度を上昇させると、羽口先燃焼温度を上昇させることができる。図2には、熱風温度及び羽口先燃焼温度の関係を示すとともに、炉頂ガス温度が基本操業条件(135[℃])を維持するための熱風温度に応じた酸素富化率を示す。図2に示す白丸及び黒丸は、水素ガスの吹込み量を300[Nm
3
/t]とする条件で高炉数学モデルによってシミュレーションした結果である。図2から分かるように、熱風温度を上昇させると、羽口先燃焼温度を上昇させることになるが、酸素富化率を低下させてしまう。
【0009】
酸素富化率が0[%]に近づくと、炉頂ガス温度を一定に維持することができなくなる。図2によれば、熱風温度が1600[℃]以上になると、酸素富化率が0[%]に近づくことになる。そして、図3に示すように、熱風温度が1600[℃]以上になると、炉頂ガス温度が低下する。図3は、熱風温度及び炉頂ガス温度の関係を示しており、白丸は、水素ガスの吹込み量を300[Nm
3
/t]とする条件で高炉数学モデルによってシミュレーションした結果である。
【0010】
上述したように、水素ガスの吹込み量を増加させることを前提として、熱風温度を上昇させることによって羽口先燃焼温度を上昇させようとすると、炉頂ガス温度が低下しやすくなってしまう。すなわち、羽口先燃焼温度及び炉頂ガス温度のそれぞれを適正な温度に維持することが難しくなる。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
9日前
日本製鉄株式会社
鋼材
3日前
日本製鉄株式会社
鋼材
3日前
日本製鉄株式会社
柱梁接合構造
4日前
日本製鉄株式会社
鋼の製造方法
3日前
日本製鉄株式会社
多角形筒形構造
3日前
日本製鉄株式会社
コイルばねの製造方法
4日前
日本製鉄株式会社
ラインパイプ用電縫鋼管
4日前
日本製鉄株式会社
高力ボルト摩擦接合構造
3日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
9日前
日本製鉄株式会社
試験システム及び試験方法
8日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
4日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
9日前
日本製鉄株式会社
鉄鉱石の還元気化脱リン方法
9日前
日本製鉄株式会社
溶接継手の応力拡大係数推定方法
1日前
日本製鉄株式会社
応力分布測定方法及びプログラム
9日前
日本製鉄株式会社
応力分布測定方法及びプログラム
9日前
日本製鉄株式会社
回転機械の異常診断支援方法及び装置
9日前
日本製鉄株式会社
直流電気炉および直流電気炉の設計方法
11日前
日本製鉄株式会社
コイルばねの製造方法及びコイルばねの加工装置
4日前
日本製鉄株式会社
計画立案装置、計画立案方法及び制御プログラム
9日前
日本製鉄株式会社
下地部材、面材接合体、屋根パネル及び壁パネル
2日前
日本製鉄株式会社
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
4日前
日本製鉄株式会社
スラグのフォーミング鎮静方法及びフォーミング鎮静材
1日前
日本製鉄株式会社
被覆鋼部材
8日前
日本製鉄株式会社
ベルトコンベア監視装置、ベルトコンベア監視方法、およびプログラム
11日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
8日前
日本製鉄株式会社
炭化水素製造触媒、炭化水素製造触媒の製造方法、及び炭化水素の製造方法
8日前
日本製鉄株式会社
チタン合金熱間圧延材、熱処理シミュレーション方法、熱処理シミュレーション装置、プログラム、及び、チタン合金熱間圧延材の製造方法
1日前
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
日本製鉄株式会社
転炉精錬方法
14日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
個人
製鋼用副資材及びその製造方法
2か月前
続きを見る
他の特許を見る









 特許ウォッチ
特許ウォッチ