TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025058522
公報種別
公開特許公報(A)
公開日
2025-04-09
出願番号
2023168507
出願日
2023-09-28
発明の名称
応力分布測定方法及びプログラム
出願人
日本製鉄株式会社
代理人
弁理士法人まこと国際特許事務所
主分類
G01L
1/00 20060101AFI20250402BHJP(測定;試験)
要約
【課題】継手の応力分布を効率的に且つ精度良く測定する方法を提供する。
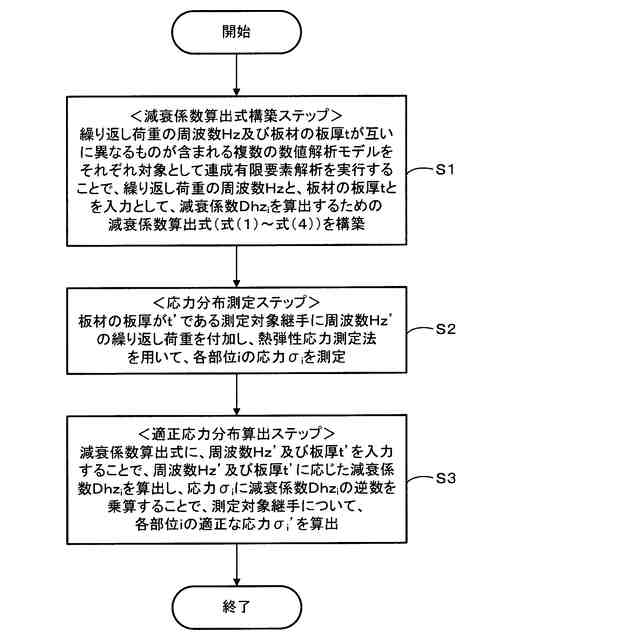
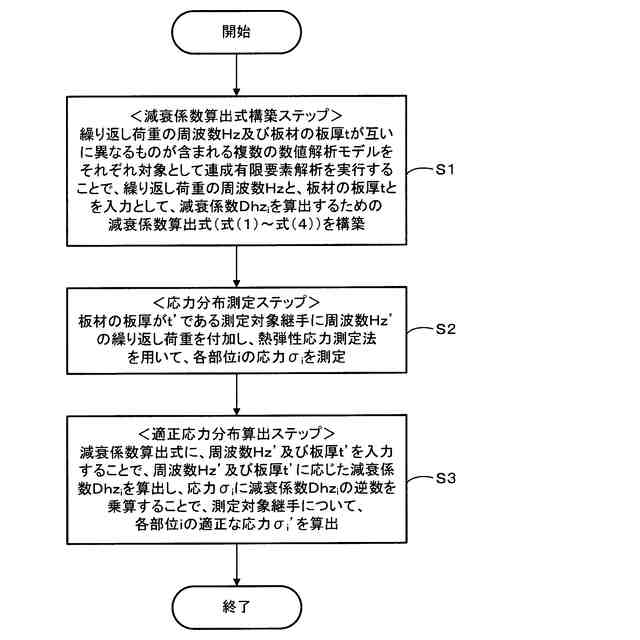
【解決手段】本発明は、継手10にせん断方向の繰り返し荷重を付加した場合の応力分布を測定する方法であり、繰り返し荷重の周波数Hz及び板材の板厚tが互いに異なるものが含まれる継手の複数の数値解析モデルをそれぞれ対象として、連成有限要素法解析を実行することで、周波数Hz及び板厚tを入力して、減衰係数Dhz
i
を算出するための減衰係数算出式を予め構築するステップS1と、板厚t’の測定対象継手に周波数Hz’の繰り返し荷重を付加し、熱弾性応力測定法を用いて、応力σ
i
を測定するステップS2と、減衰係数算出式に、周波数Hz’及び板厚t’を入力することで、周波数Hz’及び板厚t’に応じた減衰係数Dhz
i
を算出し、応力σ
i
に減衰係数Dhz
i
の逆数を乗算することで、測定対象継手について、適正な応力σ
i
’を算出するステップS3と、を有する。
【選択図】 図6
特許請求の範囲
【請求項1】
2枚の板材を板厚方向に重ね合わせて接合して形成された継手にせん断方向の繰り返し荷重を付加した場合の前記継手の所定領域の表面の応力分布を熱弾性応力測定法を用いて測定する方法であって、
前記繰り返し荷重の周波数Hz及び前記板材の板厚tが互いに異なるものが含まれる前記継手の複数の数値解析モデルをそれぞれ対象として、前記繰り返し荷重を用いた応力場及び温度場の連成有限要素法解析を実行することで、前記繰り返し荷重の周波数Hzと、前記板材の板厚tとを入力して、実態の応力に対する熱弾性応力測定法を用いて測定される前記所定領域内の各部位iの応力σ
i
の減衰の程度を表す前記各部位iの減衰係数Dhz
i
を算出するための減衰係数算出式を予め構築する減衰係数算出式構築ステップと、
測定対象となる前記継手であって前記板材の板厚がt’である測定対象継手に周波数Hz’の前記繰り返し荷重を付加し、熱弾性応力測定法を用いて、前記測定対象継手の前記所定領域内の各部位iの応力σ
i
を測定する応力分布測定ステップと、
前記減衰係数算出式に、前記周波数Hz’及び前記板厚t’を入力することで、前記周波数Hz’及び前記板厚t’に応じた前記減衰係数Dhz
i
を算出し、前記応力σ
i
に前記減衰係数Dhz
i
の逆数を乗算することで、前記測定対象継手について、前記実態の応力に応じた適正な前記各部位iの応力σ
i
’を算出する適正応力分布算出ステップと、
を有する、応力分布測定方法。
続きを表示(約 1,300 文字)
【請求項2】
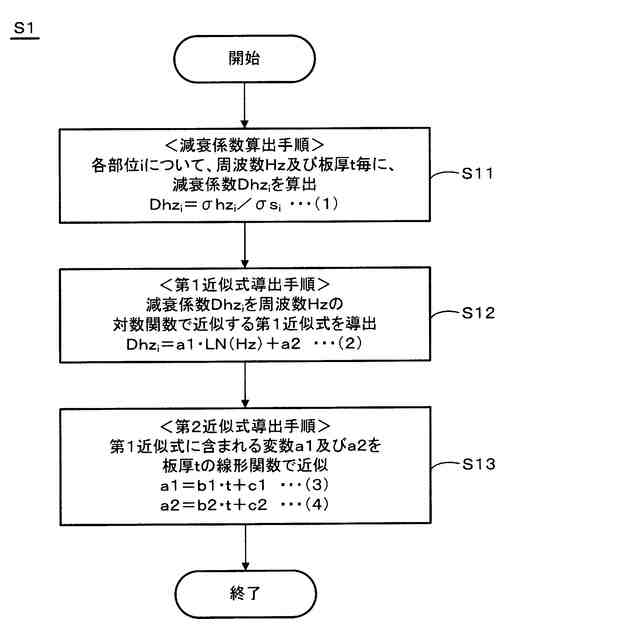
前記減衰係数算出式構築ステップは、
前記所定領域内の各部位iについて、前記繰り返し荷重の周波数Hz及び前記板材の板厚t毎に、以下の式(1)で表される前記減衰係数Dhz
i
を算出する減衰係数算出手順と、
前記周波数Hz及び前記板厚t毎に算出した前記各部位iの減衰係数Dhz
i
に基づき、前記減衰係数Dhz
i
を前記周波数Hzの対数関数で近似する、以下の式(2)で表される第1近似式を、前記板厚t毎に導出する第1近似式導出手順と、
前記各部位iについて、前記板厚t毎に導出した前記第1近似式に含まれる変数a1及びa2を、前記板厚tの線形関数で近似する、以下の式(3)及び式(4)で表される第2近似式を導出する第2近似式導出手順と、
を有し、
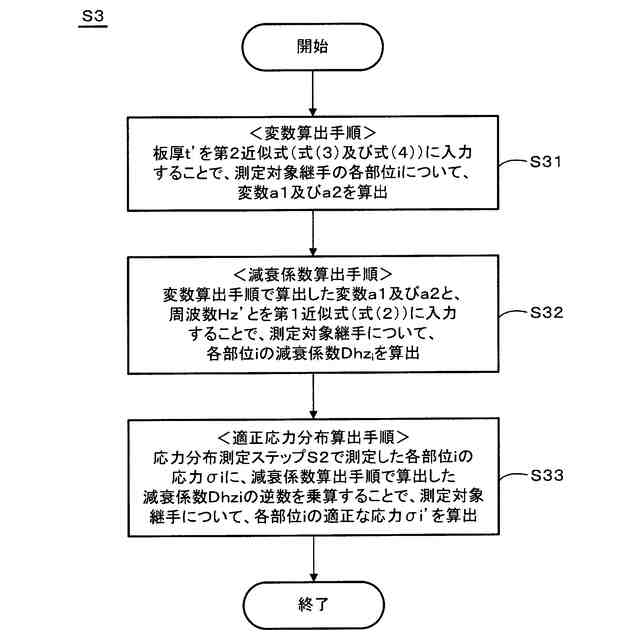
前記適正応力分布算出ステップは、
前記測定対象継手を構成する前記板材の板厚t’を、前記第2近似式に入力することで、前記測定対象継手の前記各部位iについて、前記変数a1及びa2を算出する変数算出手順と、
前記変数算出手順で算出した前記変数a1及びa2と、前記測定対象継手に付加する前記繰り返し荷重の前記周波数Hz’とを、前記第1近似式に入力することで、前記測定対象継手について、前記各部位iの前記減衰係数Dhz
i
を算出する減衰係数算出手順と、
前記応力分布測定ステップで測定した前記各部位iの応力σ
i
に、前記減衰係数算出手順で算出した前記減衰係数Dhz
i
の逆数を乗算することで、前記測定対象継手について、前記各部位iの前記適正な応力σ
i
’を算出する適正応力分布算出手順と、を有する、
請求項1に記載の応力分布測定方法。
Dhz
i
=σhz
i
/σs
i
・・・(1)
Dhz
i
=a1・LN(Hz)+a2 ・・・(2)
a1=b1・t+c1 ・・・(3)
a2=b2・t+c2 ・・・(4)
なお、上記の式(1)において、σhz
i
は、前記継手の数値解析モデルに対して連成有限要素法解析を実行することで算出される前記各部位iの応力を意味する。σs
i
は、前記継手の数値解析モデルに対して有限要素法解析を実行することで算出される前記各部位iの実態の応力を意味する。上記の式(2)において、LN(Hz)は周波数Hzの自然対数を意味する。上記の式(3)において、b1、c1は定数を意味する。上記の式(4)において、b2、c2は定数を意味する。
【請求項3】
前記継手は、溶接継手である、
請求項1又は2に記載の応力分布測定方法。
【請求項4】
請求項1又は2に記載の応力分布測定方法が有する前記減衰係数算出式構築ステップ及び前記適正応力分布算出ステップを、コンピュータに実行させるためのプログラム。
発明の詳細な説明
【技術分野】
【0001】
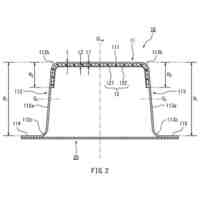
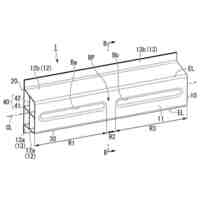
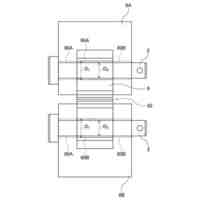
本発明は、2枚の板材を板厚方向に重ね合わせて接合して形成された継手(溶接継手など)にせん断方向の繰り返し荷重を付加した場合の継手の所定領域の表面の応力分布を熱弾性応力測定法を用いて測定する方法及びプログラムに関する。特に、本発明は、継手の所定領域の表面の応力分布を熱弾性応力測定法を用いて効率的に且つ精度良く測定可能な方法及びプログラムに関する。
続きを表示(約 3,200 文字)
【背景技術】
【0002】
2枚の板材を板厚方向に重ね合わせて接合して形成された継手(例えば、アーク溶接継手、スポット溶接継手など)は、自動車、社会インフラ設備、建築物等に広く適用されている。継手の維持管理のためには、その疲労強度等を評価することが重要であり、そのために、継手に繰り返し荷重を付加した場合に疲労破壊の起点となる表面の応力分布を評価することが重要である。
【0003】
継手等の被測定物に繰り返し荷重を付加した場合に生じる応力分布を評価する方法として、有限要素法(以下、適宜「FEM」(Finite Element Method)という)解析が用いられる場合がある。
しかしながら、FEM解析の数値解析モデルは、計算機上で幾何情報を数値化して作成されるため、例えば、継手が溶接継手である場合には、溶接継手の溶接部のような複雑な形状を正確にモデル化することは困難である。また、FEM解析の数値解析モデルは、六面体等の要素(メッシュ)に分割されるため、溶接部の微妙な凹凸形状を反映できない場合がある。
したがって、FEM解析のみを用いて、溶接継手の溶接部の応力分布を精度良く評価することが困難な場合がある。
【0004】
そこで、被測定物の表面に生じる応力分布を非接触で測定する方法として、赤外線撮像装置(サーモグラフィ)を用いた熱弾性応力測定法が提案されている(例えば、非特許文献1参照)。
熱弾性応力測定法は、被測定物が断熱的に弾性変形する際に温度変化が生じる(圧縮応力が生じた場合には発熱し、引張応力が生じた場合には吸熱する)という熱弾性効果を利用し、繰り返し荷重が付加される被測定物を赤外線撮像装置を用いて連続的に撮像することで被測定物の温度分布の時間的変化(所定時間内における温度分布の変化)を測定し、この測定した温度分布の時間的変化を被測定物の応力分布の時間的変化(所定時間内における応力分布の変化)に換算する方法である。応力分布の初期値を把握していれば(実際に応力分布を測定して把握している場合のみならず、想定可能な場合も含む)、この初期値に応力分布の時間的変化を加算することで、所定時間経過後の応力分布を測定可能である。
【0005】
この熱弾性応力測定法を用いて被測定物の温度分布の時間的変化を測定する際、被測定物の周囲の熱(赤外線)が被測定物の表面で反射し、赤外線撮像装置で受光される場合がある。換言すれば、赤外線撮像装置を用いて測定した被測定物の温度分布の時間的変化に、熱弾性効果によって生じる温度分布の変化(被測定物から放射される赤外線の強度変化)以外の要因で生じた温度分布の変化が含まれる場合がある。熱弾性効果によって生じる温度分布の変化は極微小であるため、被測定物表面における赤外線の反射率が大きければ、熱弾性効果によって生じる温度分布の変化が被測定物表面における赤外線の反射強度の変化に埋もれてしまい、被測定物の応力分布の時間的変化を精度良く算出できないおそれがある。
【0006】
このため、非特許文献1に記載の技術では、赤外線撮像装置から出力された画像信号から、測定対象とする熱弾性効果によって生じる温度分布の変化に応じた信号波形をロックイン処理している。すなわち、赤外線撮像装置から出力された画像信号から、所定の周波数成分のみを抽出している。
具体的には、例えば、被測定物に繰り返し荷重を付加する疲労試験機から出力され、付加する繰り返し荷重と同じ周波数の参照信号を利用する。この参照信号で画像信号を同期検波し、参照信号に応じた周波数帯域の画像信号成分のみ(参照信号と同じ周波数を有する画像信号成分のみ又は参照信号と同じ周波数を含む狭周波数帯域の画像信号のみ)を抽出することで、測定すべき熱弾性効果によって生じる温度分布の変化のS/N比を向上させている。そして、抽出した画像信号成分の大きさと、予め記憶されている画像信号成分の大きさ及び温度の対応関係とに応じて、被測定物の温度分布の時間的変化(赤外線撮像装置で撮像した撮像画像を構成する画素毎の温度の時間的変化)を算出する。次いで、被測定物の温度の時間的変化と、温度の時間的変化及び応力の時間的変化の間の所定の関係式とに基づき、被測定物の応力分布の時間的変化を算出する。
【0007】
このように、ロックイン処理を用いれば、原理的には、被測定物の応力分布の時間的変化、ひいては被測定物の応力分布を精度良く算出することが可能であると考えられる。そして、赤外線撮像装置を用いて実際に被測定物を撮像した撮像画像に基づき、被測定物の応力分布を算出するため、溶接部のような複雑な形状にも適用可能である。
【0008】
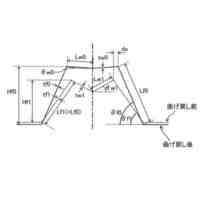
しかしながら、2枚の板材を板厚方向に重ね合わせて接合して形成された継手にせん断方向の繰り返し荷重を付加した場合には、接合部(例えば、溶接継手の場合には溶接部)近傍に曲げ応力が作用するため、板材の両面において互いに相反する応力が生じる。すなわち、一方の面に引張応力が生じ、他方の面に圧縮応力が生じる。このため、一方の面に吸熱が生じ、他方の面に発熱が生じて、互いに熱拡散の影響を受けることで温度変化が小さくなり、繰り返し荷重の周波数が10Hz程度の低周波であれば、継手に実際に生じる応力分布よりも小さな値の応力分布として測定されてしまうという問題がある。
【0009】
特許文献1~4には、熱弾性応力測定法の測定精度を高める方法について提案されているものの、上記の問題を解決できるものではない。
【0010】
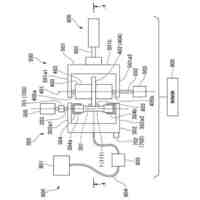
なお、特許文献5には、重ね合わせられた板材によって形成される継手(スポット溶接継手)にせん断方向の繰り返し荷重を付加した場合における、接合部(溶接部)の応力(外面応力)分布を、熱弾性応力測定法を模擬した、繰り返し荷重の最大荷重(想定最大荷重)及び最小荷重(想定最小荷重)を用いた応力場及び温度場の連成有限要素法解析(連成FEM解析)を実行することで算出する方法について記載されている。
具体的には、特許文献5に記載の連成FEM解析では、応力解析ステップを実行した後、熱流束算出ステップ及び伝熱解析ステップを所定時間(実際に赤外線撮像装置を用いて継手(スポット溶接継手)を連続的に撮像する所定時間と同じ時間)だけ繰り返し実行し、その後、換算ステップを実行する。
応力解析ステップでは、繰り返し荷重の最大荷重(想定最大荷重)及び最小荷重(想定最小荷重)を用いた応力解析を行い、数値解析モデルの応力分布を算出する。
熱流束算出ステップでは、応力解析ステップで算出した数値解析モデルの応力分布と、継手(スポット溶接継手)の材料特性(例えば、板材の熱弾性係数、密度及び比熱)と、繰り返し荷重の周波数(周期)とを用いて、熱流束を算出する。
伝熱解析ステップでは、熱流束算出ステップで算出した熱流束を用いた伝熱解析を行い、数値解析モデルの温度分布を算出する。
換算ステップでは、所定時間経過後の数値解析モデルの温度分布に基づき、接合部(溶接部)の温度(外面温度)分布を算出し、この温度分布を接合部(溶接部)の応力(外面応力)分布に換算する。
特許文献5に記載の連成FEM解析によれば、熱弾性応力測定法を用いて測定する接合部(溶接部)の応力(外面応力)と同等の応力(外面応力)を算出可能である。
【先行技術文献】
【非特許文献】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
鋼材
24日前
日本製鉄株式会社
部品
10日前
日本製鉄株式会社
鋼材
18日前
日本製鉄株式会社
溶接継手
9日前
日本製鉄株式会社
構造部材
1か月前
日本製鉄株式会社
衝撃吸収部材
2日前
日本製鉄株式会社
柱梁接合構造
19日前
日本製鉄株式会社
表面処理鋼材
10日前
日本製鉄株式会社
転炉精錬方法
29日前
日本製鉄株式会社
鋼の製造方法
18日前
日本製鉄株式会社
捻回試験装置
10日前
日本製鉄株式会社
衝撃吸収部材
2日前
日本製鉄株式会社
衝撃吸収部材
2日前
日本製鉄株式会社
衝撃吸収部材
2日前
日本製鉄株式会社
高炉の操業方法
2日前
日本製鉄株式会社
多角形筒形構造
18日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
焼結鉱の製造方法
5日前
日本製鉄株式会社
鋳片の連続鋳造方法
2日前
日本製鉄株式会社
コークスの製造方法
29日前
日本製鉄株式会社
固定具および固定構造
5日前
日本製鉄株式会社
コイルばねの製造方法
19日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
ラインパイプ用電縫鋼管
19日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
高力ボルト摩擦接合構造
18日前
日本製鉄株式会社
転がり疲労強度試験装置
1か月前
日本製鉄株式会社
素形材及びその製造方法
10日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
2日前
日本製鉄株式会社
衝撃吸収部材及び車体部品
2日前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
11日前
日本製鉄株式会社
試験システム及び試験方法
23日前
日本製鉄株式会社
ハット形鋼矢板の製造方法
24日前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
19日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ