TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025062245
公報種別
公開特許公報(A)
公開日
2025-04-14
出願番号
2023171176
出願日
2023-10-02
発明の名称
連続鋳造設備、及び、連続鋳造設備の操業整備方法。
出願人
日本製鉄株式会社
代理人
個人
,
個人
,
個人
主分類
B22D
11/08 20060101AFI20250407BHJP(鋳造;粉末冶金)
要約
【課題】連続鋳造設備におけるダミーバー準備作業と切断装置の整備作業とを時間的に分けず並行して行う。
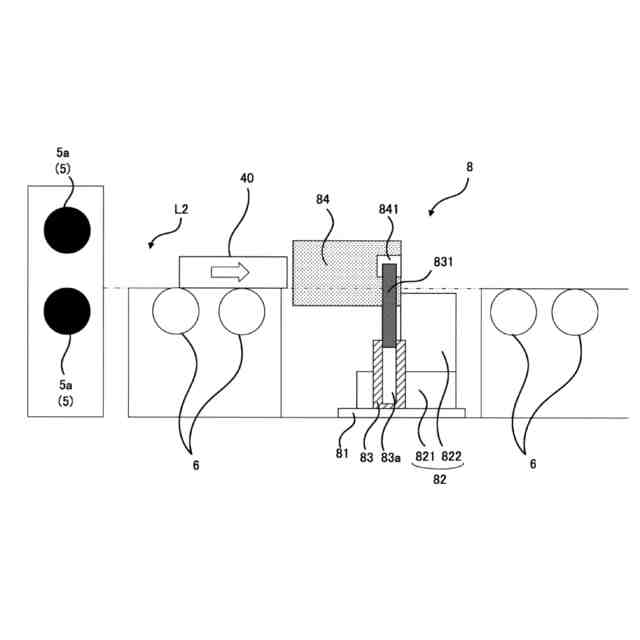
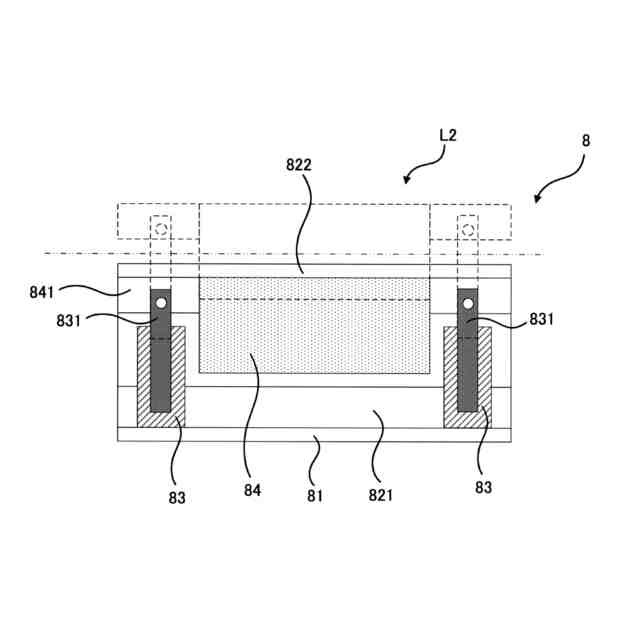
【解決手段】複数のセグメントロール及び複数のテーブルロールから形成される鋳片製造ラインと、鋳片を所定長さに切断する切断装置と、を含む連続鋳造設備において、前記複数のセグメントロールのうち最も下流に配置された最終セグメントロールと、前記切断装置と、の間にダミーバー進入防止装置が配置されており、前記ダミーバー進入防止装置は、前記鋳片製造ラインの切断搬送帯におけるパスラインに対して昇降可能な衝撃吸収部を備えることを特徴とする。
【選択図】図4
特許請求の範囲
【請求項1】
複数のセグメントロール及び複数のテーブルロールから形成される鋳片製造ラインと、鋳片を所定長さに切断する切断装置と、を含む連続鋳造設備において、
前記複数のセグメントロールのうち最も下流に配置された最終セグメントロールと、前記切断装置と、の間にダミーバー進入防止装置が配置されており、
前記ダミーバー進入防止装置は、前記鋳片製造ラインの切断搬送帯におけるパスラインに対して昇降可能な衝撃吸収部を備える
ことを特徴とする、連続鋳造設備。
続きを表示(約 600 文字)
【請求項2】
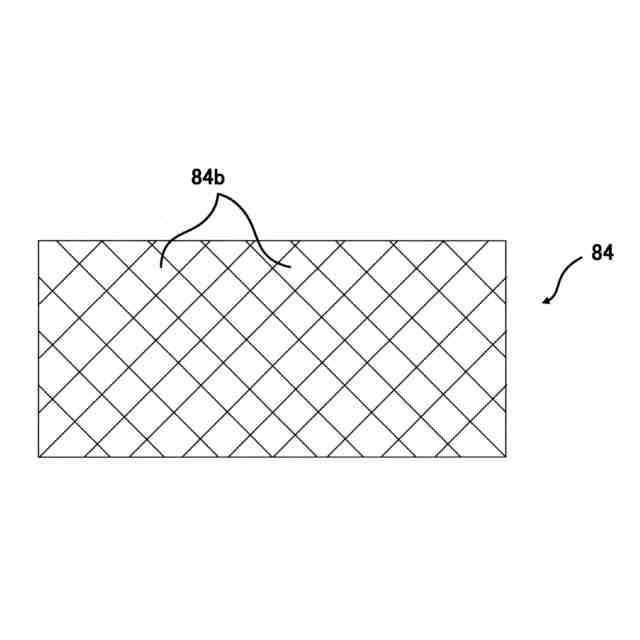
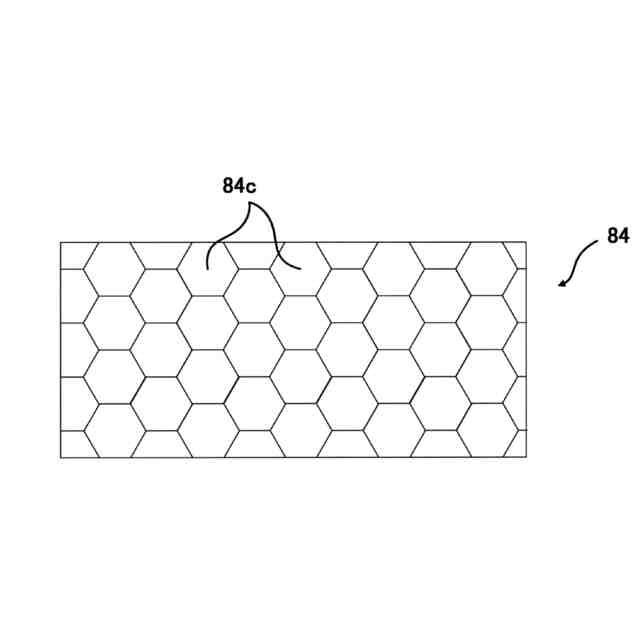
前記衝撃吸収部は、衝突時に塑性変形して衝撃エネルギーを吸収するクラッシャブル構造体である
ことを特徴とする、請求項1に記載の連続鋳造設備。
【請求項3】
前記クラッシャブル構造体は、多数の中空部を備えた中空構造体である
ことを特徴とする、請求項2に記載の連続鋳造設備。
【請求項4】
前記ダミーバー進入防止装置は、前記衝撃吸収部を前記パスラインに対して昇降させる機構を有する
ことを特徴とする、請求項1乃至3のうちいずれか一つに記載の連続鋳造設備。
【請求項5】
請求項1ないし3のうちいずれか1つに記載の連続鋳造設備の操業整備方法であって、
前記パスラインに対して前記衝撃吸収部を上昇させた状態で、ダミーバーの挿入および引抜きの動作確認であるダミーバー準備作業と前記切断装置の点検補修を行う整備作業とを並行して行う
ことを特徴とする、連続鋳造設備の操業整備方法。
【請求項6】
請求項4に記載の連続鋳造設備の操業整備方法であって、
前記パスラインに対して前記衝撃吸収部を上昇させた状態で、ダミーバーの挿入および引抜きの動作確認であるダミーバー準備作業と前記切断装置の点検補修を行う整備作業とを並行して行う
ことを特徴とする、連続鋳造設備の操業整備方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ダミーバー及び切断装置を有する連続鋳造設備等に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
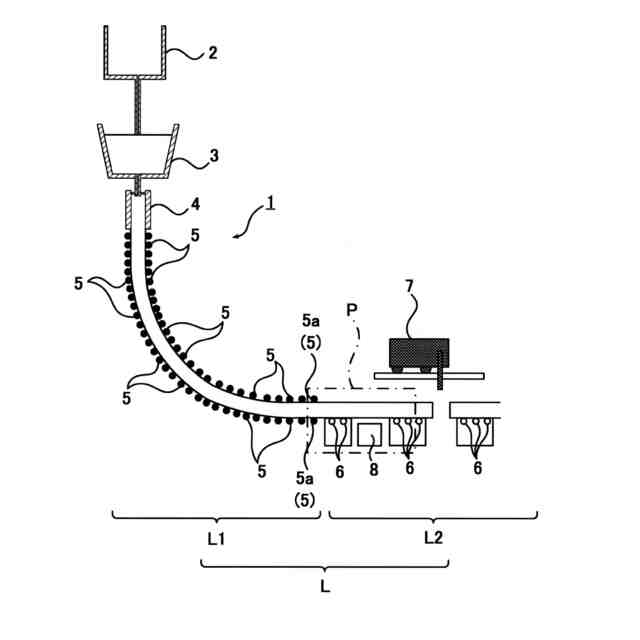
連続鋳造設備では、タンディシュを介してモールド内に貯留された溶鋼を凝固させて生成された鋳片を、セグメントロール群によって下流へ引き抜く作業を連続的に行う。鋳造開始時点では、モールドの下端開口はダミーバーで塞がれており、モールドに溶鋼を注入して凝固させた後、鋳片はダミーバーと噛み合った状態で引き抜かれる。そのため、鋳造開始前に、モールドへダミーバーを挿入する作業が必要となる。
【0003】
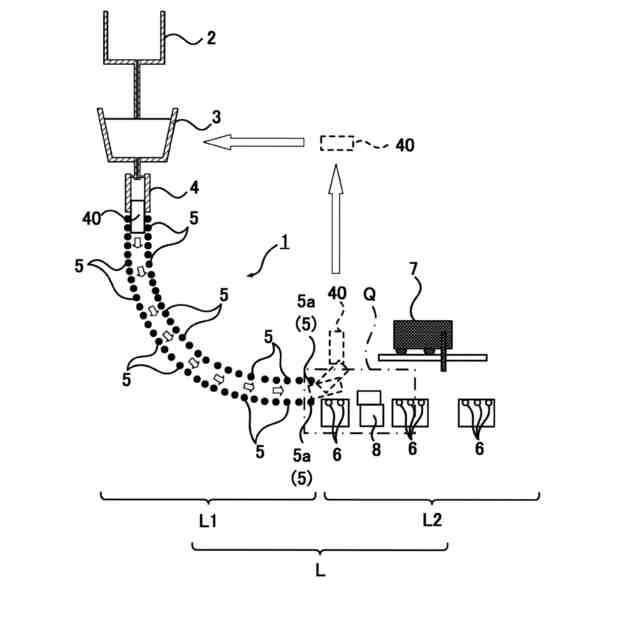
一般的に、連続鋳造設備では鋳造開始前に、ダミーバーの挿入から引抜きまで正常に動作することを確認する作業(以下、「ダミーバー準備作業」とも言う)が実施される。ダミーバー準備作業とは、モールドの開口に挿入され、かつセグメントロール群によって保持されたダミーバーを下流側へ引き抜き、機内鋳造帯をダミーバーが支障なく支持案内されると共に、最終セグメントロールを通過したことを確認した後、ダミーバーをワイヤロープ等で吊り上げて回収するまでの一連の作業のことである。ここで、機内鋳造帯は、図1の鋳型4の上端から最終セグメントロール5aまでの、鋳片またはダミーバーが通過する領域を指す。
【0004】
特許文献1には、固定金物およびストッパーをワイヤロープ中に取り付けたダミーバーキャリッジ落下防止装置が提案されている。特許文献1の落下防止装置によれば、ダミーバー回収中にワイヤロープが切れた場合においてもダミーバーの落下を防止できる。
特許文献2には、鋳造準備時におけるダミーバーのスムーズな支持案内及びダミーバーの重量受け渡しを行うことが可能な連続鋳造設備におけるダミーバー挿入装置が提案されている。特許文献2のダミーバー挿入装置によれば、モールドへダミーバーを挿入する際の荷重をピンチロールだけでなくダミーバー挿入装置内のストッパーでも受けるような構造としたため、ピンチロールの支持力を大きくする必要が無く、かつダミーバーの挿入をスムーズに行える。
【先行技術文献】
【特許文献】
【0005】
実開昭59-025349号公報
特開昭50-121128号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1、2に示すような、ダミーバー回収作業中の落下防止やダミーバー挿入作業中の荷重支持といった発明では、ダミーバー挿入作業後の落下防止に繋げることができず、改善が求められていた。
【0007】
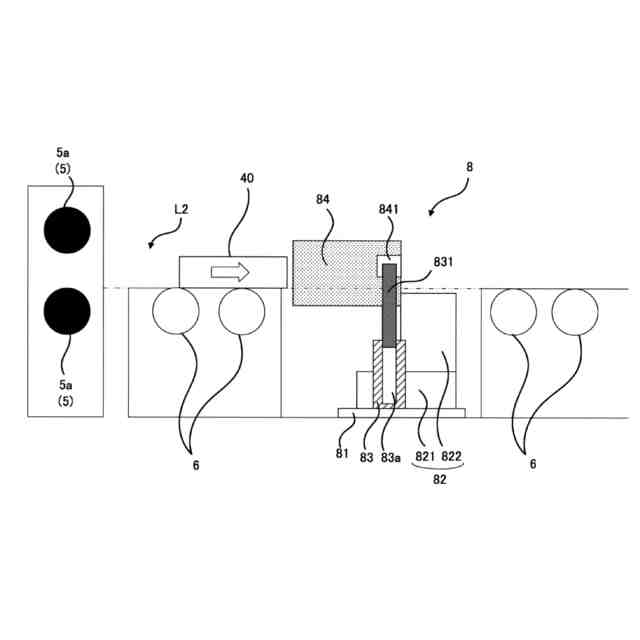
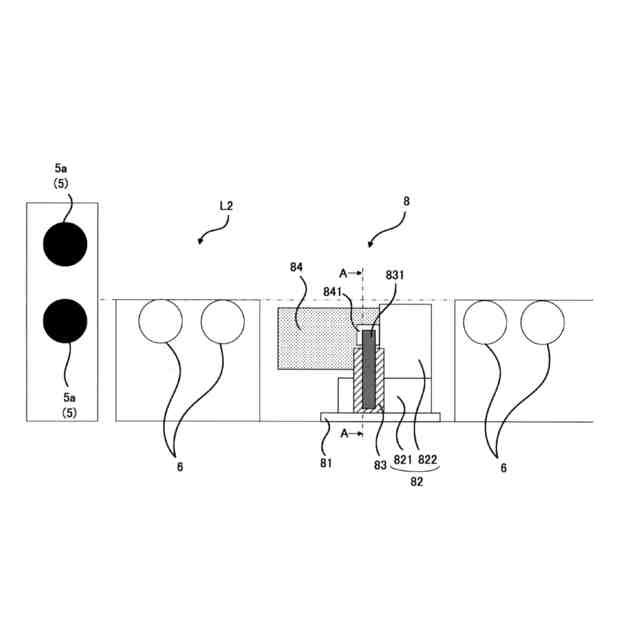
具体的には、上述のダミーバー準備作業後、機内鋳造帯のセグメントロール群によって保持されたダミーバーが、万が一何らかの理由で機内鋳造帯を滑落した場合、ライン下流側の切断搬送帯にある切断装置(鋳片を所定の長さに切り出す装置)の設置位置まで到達する可能性がある。ゆえに、ダミーバー準備作業と並行して切断装置の整備作業を行うと、切断搬送帯に進入したダミーバーによって整備作業が阻害される恐れがある。そのため、従来は、作業が干渉しないように、連続鋳造設備におけるダミーバー準備作業と切断装置の整備作業とを時間的に分けて実施していた。
【0008】
しかしながら、連続鋳造設備におけるダミーバー準備作業と切断装置の整備作業とを時間的に分けると、連続鋳造設備の非稼働時間が長くなるため、生産性が低下する恐れがある。
【0009】
かかる点に鑑み、本発明は、ダミーバー準備作業と切断装置の整備作業とを時間的に分けずに並行して実施できる連続鋳造設備を提供することを目的とする。なお、特許文献1及び2は、本発明とは課題も設備の使用目的も全く異なる。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明に係る連続鋳造設備は、(1)複数のセグメントロール及び複数のテーブルロールから形成される鋳片製造ラインと、鋳片を所定長さに切断する切断装置と、を含む連続鋳造設備において、前記複数のセグメントロールのうち最も下流に配置された最終セグメントロールと、前記切断装置と、の間にダミーバー進入防止装置が配置されており、前記ダミーバー進入防止装置は、前記鋳片製造ラインの切断搬送帯におけるパスラインに対して昇降可能な衝撃吸収部を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ピストンの低圧鋳造金型
10日前
UBEマシナリー株式会社
成形機
4か月前
マツダ株式会社
鋳造装置
5か月前
株式会社 寿原テクノス
金型装置
3か月前
三菱電機株式会社
三次元造形装置
3か月前
株式会社プロテリアル
合金粉末の製造方法
29日前
株式会社エスアールシー
インゴット
3か月前
芝浦機械株式会社
成形機
2か月前
株式会社キャステム
鋳造品の製造方法
14日前
芝浦機械株式会社
成形機
2か月前
トヨタ自動車株式会社
鋳バリ抑制方法
1か月前
個人
透かし模様付き金属板の製造方法
3か月前
株式会社日本高熱工業社
潤滑剤塗布装置
2か月前
株式会社クボタ
弁箱用の消失模型
4か月前
トヨタ自動車株式会社
金型温度調整装置
3か月前
東洋機械金属株式会社
ダイカストマシン
3か月前
株式会社浅沼技研
半溶融金属の成形方法
4か月前
株式会社浅沼技研
鋳型及びその製造方法
2か月前
東洋機械金属株式会社
ダイカストマシン
4か月前
株式会社プロテリアル
金属付加製造物の製造方法
1か月前
大同特殊鋼株式会社
鋼塊の製造方法
1か月前
株式会社神戸製鋼所
炭素-銅含有粉末
今日
新東工業株式会社
粉末除去装置
4か月前
日本製鉄株式会社
Al脱酸鋼の連続鋳造方法
16日前
トヨタ自動車株式会社
異種金属部材の接合方法
4か月前
日立Astemo株式会社
成形装置
1か月前
キヤノン株式会社
樹脂微粒子の製造方法
4か月前
芝浦機械株式会社
サージ圧吸収装置及び成形機
4か月前
新東工業株式会社
測定装置
4か月前
デザインパーツ株式会社
冷却装置及び冷却方法
2か月前
ポーライト株式会社
焼結部品の製造方法
3か月前
セイコーエプソン株式会社
製造方法
7日前
トヨタ自動車株式会社
焼結部材及びその製造方法
16日前
山陽特殊製鋼株式会社
取鍋
3か月前
株式会社神戸製鋼所
鋼の製造方法
2か月前
株式会社荏原製作所
造形ノズル
3か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































