TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024139999
公報種別
公開特許公報(A)
公開日
2024-10-10
出願番号
2023050976
出願日
2023-03-28
発明の名称
鎮静剤製造設備
出願人
株式会社小熊鉄工所
代理人
個人
,
個人
主分類
C21C
5/28 20060101AFI20241003BHJP(鉄冶金)
要約
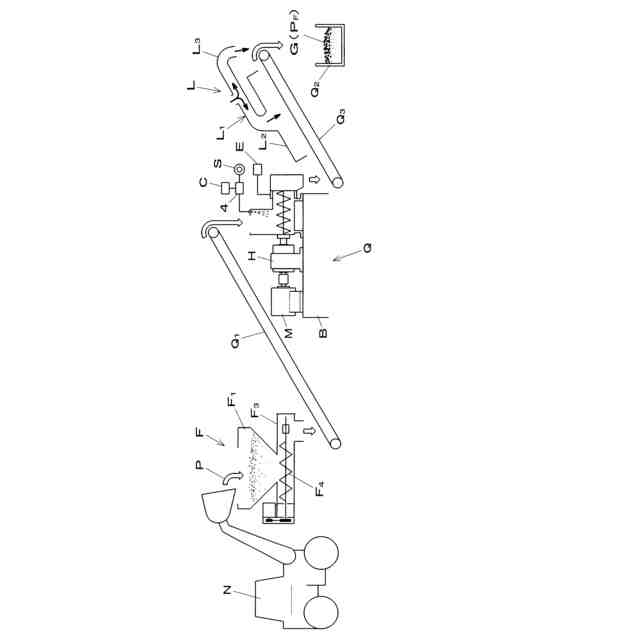
【課題】製紙スラッジが定量供給部に投入され、定量供給部により製紙スラッジを定量供給し、定量供給部からの製紙スラッジを成形固化装置のバレル内で混練圧縮移送して成形固化物を排出し、成形固化物は送風冷却部により送風冷却され、成形固化物としての鎮静剤を製造することができる。
【解決手段】製紙スラッジPを貯留して定量供給する定量供給部Fと、定量供給部からの製紙スラッジを混練圧縮移送して成形固化物P
F
を排出する成形固化装置Qと、成形固化装置からの成形固化物を送風冷却する送風冷却部Lとを具備し、成形固化装置により製紙スラッジを強制的に混練圧縮移送して製紙スラッジの成形固化物を排出し、成形固化物としての鎮静剤Gを製造し、バレル内の製紙スラッジの含水率を調整する含水率調整手段4を設けてなる。
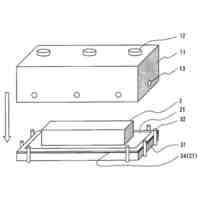
【選択図】図1
特許請求の範囲
【請求項1】
鉄鋼スラグのフォーミング現象を鎮静化する鎮静剤製造設備であって、上記鎮静剤は製紙スラッジの成形固化物からなり、上記製紙スラッジを貯留して定量供給する定量供給部と、該定量供給部からの製紙スラッジを混練圧縮移送して成形固化物を排出する成形固化装置と、該成形固化装置からの成形固化物を送風冷却する送風冷却部とを具備してなり、上記成形固化装置は、上記製紙スラッジが投入されるバレル内に二個のスクリュー軸を回転自在に並設し、該各スクリュー軸に相互に噛み合うスクリュー羽根を設け、該二個のスクリュー軸を互いに異方向の内向きに回転駆動させ、該各スクリュー羽根の歯合空間で該製紙スラッジを強制的に混練圧縮移送させるための回転駆動機構を設け、該バレル内で混練圧縮移送されてくる該製紙スラッジの成形固化物を排出するノズル孔を有するダイスプレートを設け、上記バレル内で混練圧縮移送される上記製紙スラッジの含水率を調整する含水率調整手段を設けてなることを特徴とする鎮静剤製造設備。
続きを表示(約 360 文字)
【請求項2】
上記バレルに投入される製紙スラッジの含水率は予め25%以上35%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、該製紙スラッジの含水率を上記25%以上35%以下に調整する加水手段を備えてなることを特徴とする請求項1記載の鎮静剤製造設備。
【請求項3】
上記バレルに投入される製紙スラッジの含水率は予め25%以上30%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、該製紙スラッジの含水率を上記25%以上30%以下に調整する加水手段を備えてなることを特徴とする請求項1記載の鎮静剤製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、例えば、鉄鋼スラグのフォーミング現象を鎮静化する鎮静剤製造設備に係るものである。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
従来、例えば、古紙の再生過程で生ずる製紙スラッジ(製紙屑)の成形固化物を鉄鋼スラグのフォーミング現象(泡立ち現象)を鎮静化する鎮静剤として用いることが知られており、一方、成形固化装置として、バレル内の産業廃棄物をスクリュー羽根の歯合空間で強制的に混練圧縮移送し、ダイスプレートのノズル孔より産業廃棄物の成形固化物を排出する構造のものが知られている。
【0003】
そして、上記製紙スラッジを上記成形固化装置に適用するに際し、上記製紙スラッジは60%~80%の程度の高い含水率を有しているため、製紙スラッジの成形固化に支障を来すおそれがあり、このため、各種の乾燥手段等を用いて、予め、上記バレルに投入される製紙スラッジの含水率を25%~35%程度に調整する必要がある。
【先行技術文献】
【特許文献】
【0004】
特公昭57-39291号
特公平5-76896号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来構造を適用する場合、バレルに投入される製紙スラッジを乾燥し、製紙スラッジの含水率を予め25%~35%程度に調整してはおくものの、バレル内での製紙スラッジの混練圧縮移送に伴う摩擦熱により製紙スラッジの含水率が25%以下となることがあり、製紙スラッジの含水率が25%以下になると、製紙スラッジにより上記ダイスプレートのノズル孔の詰まり現象が生じ、ノズル孔の詰まりにより製紙スラッジの成形固化物の排出が困難となることがあるという不都合を有している。
【課題を解決するための手段】
【0006】
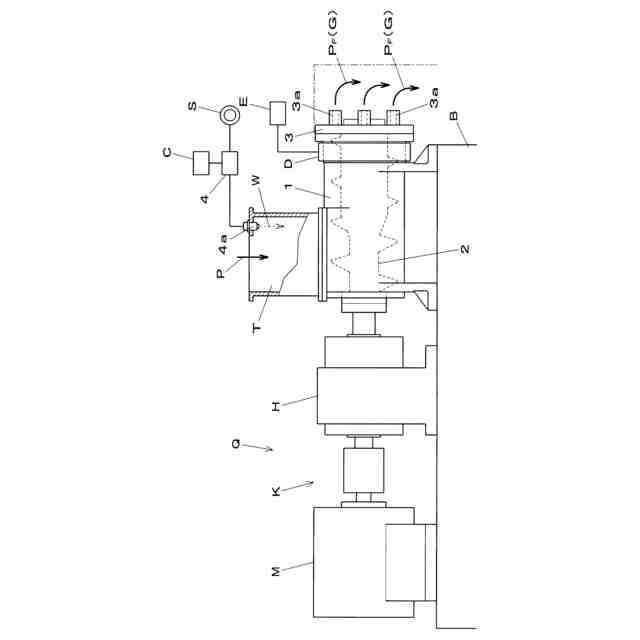
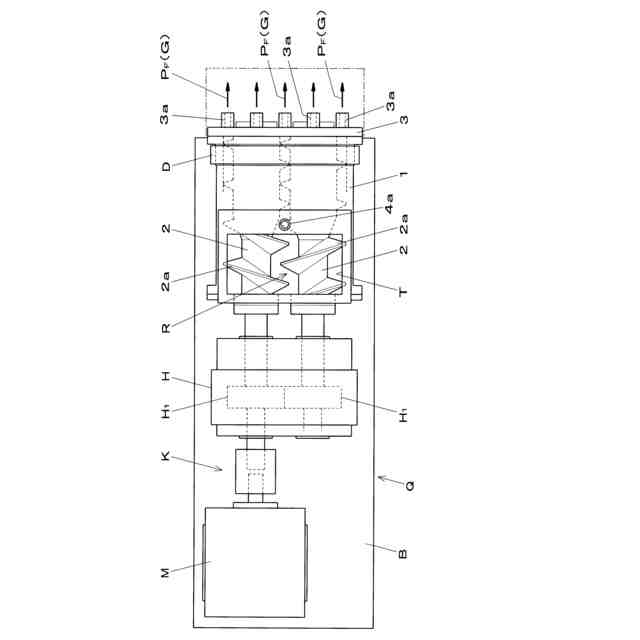
本発明はこのような不都合を解決することを目的とするもので、本発明のうちで、請求項1記載の発明は、鉄鋼スラグのフォーミング現象を鎮静化する鎮静剤製造設備であって、上記鎮静剤は製紙スラッジの成形固化物からなり、上記製紙スラッジを貯留して定量供給する定量供給部と、該定量供給部からの製紙スラッジを混練圧縮移送して成形固化物を排出する成形固化装置と、該成形固化装置からの成形固化物を送風冷却する送風冷却部とを具備してなり、上記成形固化装置は、上記製紙スラッジが投入されるバレル内に二個のスクリュー軸を回転自在に並設し、該各スクリュー軸に相互に噛み合うスクリュー羽根を設け、該二個のスクリュー軸を互いに異方向の内向きに回転駆動させ、該各スクリュー羽根の歯合空間で該製紙スラッジを強制的に混練圧縮移送させるための回転駆動機構を設け、該バレル内で混練圧縮移送されてくる該製紙スラッジの成形固化物を排出するノズル孔を有するダイスプレートを設け、上記バレル内で混練圧縮移送される上記製紙スラッジの含水率を調整する含水率調整手段を設けてなることを特徴とする鎮静剤製造設備にある。
【0007】
又、請求項2記載の発明は、上記バレルに投入される製紙スラッジの含水率は予め25%以上35%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、該製紙スラッジの含水率を上記25%以上35%以下に調整する加水手段を備えてなることを特徴とするものであり、又、請求項3記載の発明は、上記バレルに投入される製紙スラッジの含水率は予め25%以上30%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、該製紙スラッジの含水率を上記25%以上30%以下に調整する加水手段を備えてなることを特徴とするものである。
【発明の効果】
【0008】
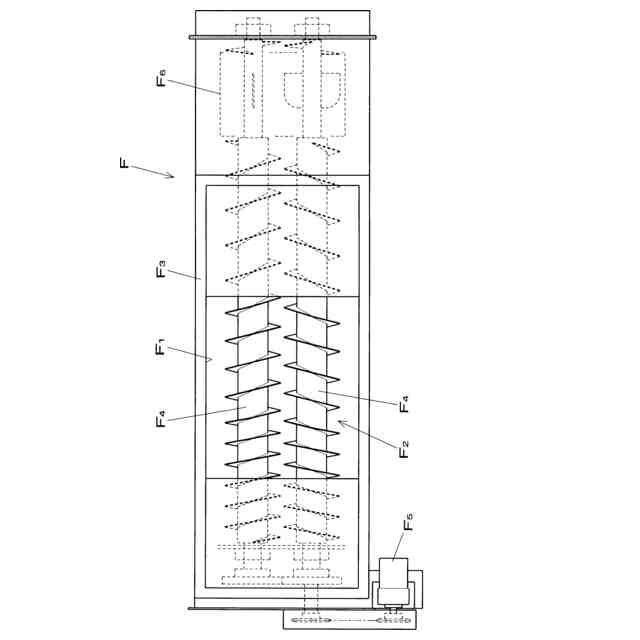
本発明は上述の如く、請求項1記載の発明にあっては、人為的又は自動的に製紙スラッジが定量供給部に投入され、定量供給部に製紙スラッジを貯留して定量供給すると、成形固化装置の投入口に投入され、定量供給部からの製紙スラッジを成形固化装置のバレル内で混練圧縮移送して成形固化物が排出され、成形固化装置からの成形固化物は送風冷却部により送風冷却され、高温の成型固化物による火災等の不測の事態を回避することができ、成形固化物としての鎮静剤が製造されることになり、この際、上記成形固化装置は、上記製紙スラッジが投入されるバレル内に二個のスクリュー軸を回転自在に並設し、各スクリュー軸に相互に噛み合うスクリュー羽根を設け、二個のスクリュー軸を互いに異方向の内向きに回転駆動させ、各スクリュー羽根の歯合空間で製紙スラッジを強制的に混練圧縮移送させるための回転駆動機構を設け、バレル内で混練圧縮移送されてくる製紙スラッジの成形固化物を排出するノズル孔を有するダイスプレートを設け、上記バレル内で混練圧縮移送される上記製紙スラッジの含水率を調整する含水率調整手段を設けてなるから、定量供給部からバレルの投入口に製紙スラッジが投入され、上記回転駆動機構によりバレル内の二個のスクリュー軸が回転駆動され、スクリュー軸はスクリュー羽根が相互に噛み合う互いに異方向の内向きに回転駆動され、各スクリュー羽根の歯合空間で製紙スラッジは強制的に混練圧縮移送され、混練圧縮により製紙スラッジの繊維は絡み合い、バレル内で混練圧縮移送されてくる製紙スラッジはダイスプレートのノズル孔から排出され、製紙スラッジは成形固化され、製紙スラッジの成形固化物としての鎮静剤を製造することができ、この際、上記バレル内で混練圧縮移送される上記製紙スラッジの含水率を調整する含水率調整手段を設けているから、上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水することができ、製紙スラッジの成形固化を良好に行うことができ、製紙スラッジの成形固化物としての鎮静剤の製造効率を向上することができる。
【0009】
又、請求項2記載の発明にあっては、上記バレルに投入される製紙スラッジの含水率は予め25%以上35%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、製紙スラッジの含水率を上記25%以上35%以下に調整する加水手段を備えてなるから、上記バレル内での混練圧縮移送に伴う製紙スラッジの含水率を25%以上35%以下とすることによりノズル孔の詰まり現象を防ぐことができ、成形固化物の成形固化を確実に行うことができ、製紙スラッジの成形固化物としての鎮静剤を安定的に製造することができ、又、請求項3記載の発明にあっては、上記バレルに投入される製紙スラッジの含水率は予め25%以上30%以下に調整され、上記含水率調整手段に上記バレル内での混練圧縮移送に伴う摩擦熱による製紙スラッジの含水率の低下を加味した分の水を製紙スラッジに加水し、製紙スラッジの含水率を上記25%以上30%以下に調整する加水手段を備えることにより、上記バレル内での混練圧縮移送に伴う製紙スラッジの含水率を25%以上30%以下とすることによりノズル孔の詰まり現象を防ぐことができ、成形固化物の成形固化を一層確実に行うことができ、製紙スラッジの成形固化物としての鎮静剤を安定的に製造することができる。
【図面の簡単な説明】
【0010】
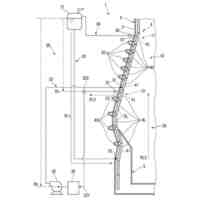
本発明の実施の形態例の全体説明図である。
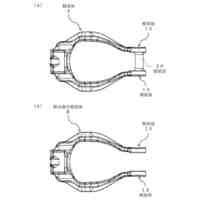
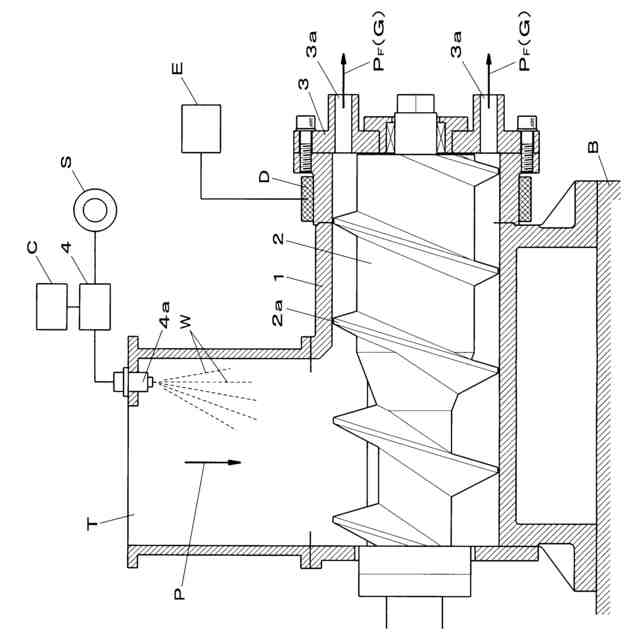
本発明の実施の形態例の部分拡大正断面図である。
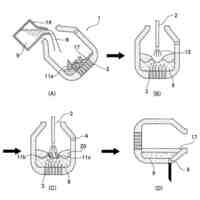
本発明の実施の形態例の部分拡大平面図である。
本発明の実施の形態例の部分拡大正面図である。
本発明の実施の形態例の部分拡大平面図である。
本発明の実施の形態例の部分拡大正断面図である。
本発明の実施の形態例の部分拡大平断面図である。
本発明の実施の形態例の部分拡大側面図である。
本発明の実施の形態例の部分拡大側断面図である。
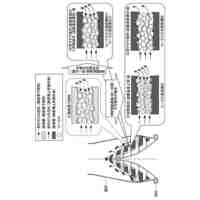
本発明の実施の形態例の構成系統説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
新和環境株式会社
炉システム
1か月前
新和環境株式会社
炉システム
1か月前
日本製鉄株式会社
転炉精錬方法
14日前
株式会社戸畑製作所
高炉用羽口
2か月前
日本製鉄株式会社
溶銑の脱硫方法
3か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
個人
製鋼用副資材及びその製造方法
2か月前
富士電子工業株式会社
焼き入れ装置
1か月前
日本製鉄株式会社
スラグの排出方法
1か月前
株式会社伊原工業
還元鉄の製造方法
1か月前
株式会社デンケン
高温炉
28日前
東京窯業株式会社
溶鋼処理用の浸漬管
1か月前
日本製鉄株式会社
脱炭精錬方法
2か月前
日本製鉄株式会社
鋼の製造方法
3日前
日本製鉄株式会社
出銑口開孔装置および出銑口開孔方法
1か月前
日本製鉄株式会社
精錬用ランスおよび溶鋼の精錬方法
2か月前
株式会社神戸製鋼所
溶銑の脱りん方法
2か月前
JFEスチール株式会社
高強度鋼板の製造方法
2か月前
株式会社サンノハシ
金属加工品の製造方法
1日前
JFEスチール株式会社
高周波焼入部品の製造方法
2か月前
日本製鉄株式会社
処理装置、処理方法、およびプログラム
1か月前
日本製鉄株式会社
高炉冷却装置
4か月前
日本製鉄株式会社
高炉の還元粉化量の推定方法
1か月前
小川アルミ工業株式会社
製鋼副資材の製造方法及び製鋼副資材
3か月前
日本製鉄株式会社
還元鉄の溶解方法
2か月前
JFEスチール株式会社
異常検知システム
4か月前
日本製鉄株式会社
溶鋼の製造方法
1か月前
日本製鉄株式会社
高炉の羽口および高炉の操業方法
4か月前
JFEスチール株式会社
溶銑の予備処理方法
9日前
セージ セラピューティクス, インコーポレイテッド
19-ノルC3,3-ジ置換C21-N-ピラゾリルステロイドおよびその使用方法
8日前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
9日前
株式会社プロテリアル
中間焼鈍用保温槽及び熱間加工鋼材の中間焼鈍方法
4か月前
日本製鉄株式会社
転炉の吹錬終了温度設定方法
4日前
日本製鉄株式会社
高炉の操業方法
4か月前
日本製鉄株式会社
除滓方法及び除滓装置
1か月前
本田技研工業株式会社
異種金属体の熱処理方法及び熱間鍛造金型
4か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ