TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024165766
公報種別
公開特許公報(A)
公開日
2024-11-28
出願番号
2023082248
出願日
2023-05-18
発明の名称
異種金属体の熱処理方法及び熱間鍛造金型
出願人
本田技研工業株式会社
代理人
弁理士法人大島特許事務所
主分類
C21D
9/00 20060101AFI20241121BHJP(鉄冶金)
要約
【課題】異種金属体に含まれる金属材料の特性が適切に発揮されるようにする。
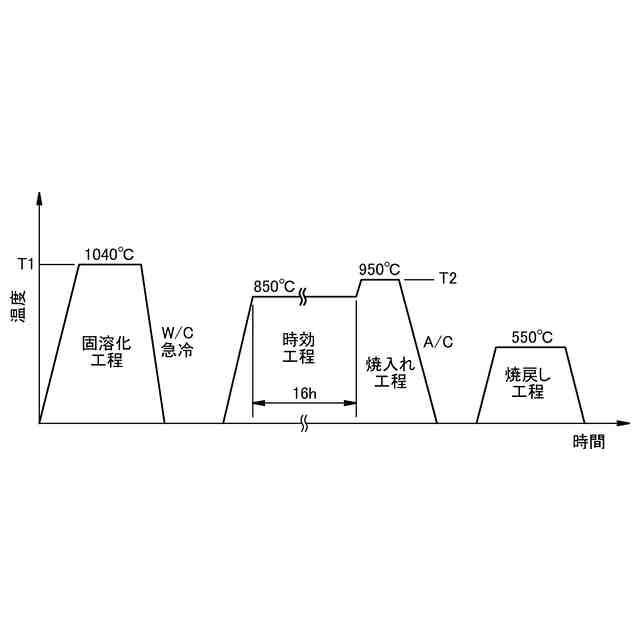
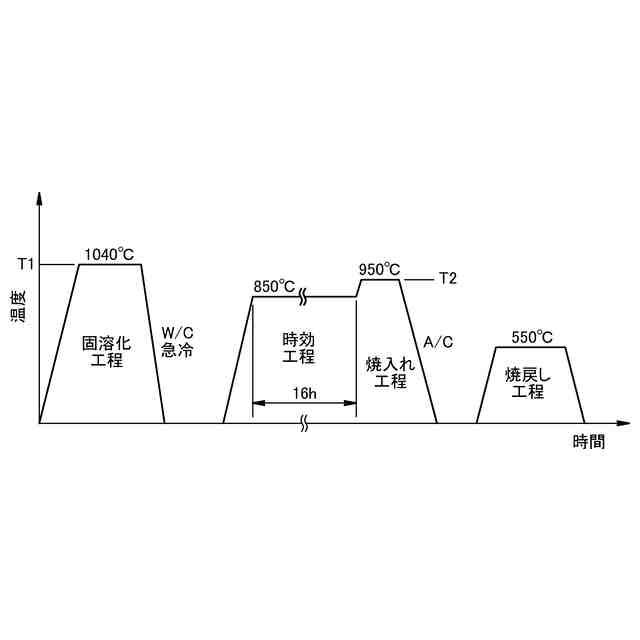
【解決手段】熱間工具鋼からなる第1金属体16に析出硬化型耐熱鋼からなる第2金属体17が接合されてなる異種金属体の熱処理方法は、異種金属体を、熱間工具鋼の粗粒化温度より低い第1所定温度T1に加熱して第2金属体を溶体化させた後、急冷して第2金属体17を析出硬化させる固溶化工程、固溶化工程の後、異種金属体を析出硬化型耐熱鋼の時効温度に加熱して時効温度を保持する時効工程、時効工程に連続して、異種金属体を析出硬化型耐熱鋼の溶体化温度より低い第2所定温度T2に加熱した後に冷却し、第1金属体16を焼入れする焼入れ工程、及び、異種金属体を熱間工具鋼の焼戻し温度に加熱する焼戻し工程を含む。
【選択図】図3
特許請求の範囲
【請求項1】
熱間工具鋼からなる第1金属体に析出硬化型耐熱鋼からなる第2金属体が接合されてなる異種金属体の熱処理方法であって、
前記異種金属体を前記熱間工具鋼の粗粒化温度より低く且つ前記析出硬化型耐熱鋼の溶体化温度より高い第1所定温度に加熱し、前記第2金属体を溶体化させた後、前記異種金属体を急冷し、前記第2金属体を析出硬化させる固溶化工程と、
前記固溶化工程の後、前記異種金属体を前記析出硬化型耐熱鋼の時効温度に加熱し、所定時間に亘って前記時効温度を保持して前記第2金属体を時効処理する時効工程と、
前記時効工程に連続して、前記異種金属体を、前記時効温度よりも高い前記熱間工具鋼の焼入れ温度以上且つ前記析出硬化型耐熱鋼の前記溶体化温度より低い第2所定温度に加熱した後、前記異種金属体を冷却し、前記第1金属体を焼入れする焼入れ工程と、
前記焼入れ工程の後、前記異種金属体を、前記焼入れ温度よりも低い前記熱間工具鋼の焼戻し温度に加熱する焼戻し工程と、を含む、熱処理方法。
続きを表示(約 930 文字)
【請求項2】
前記焼入れ工程において前記第1金属体を焼入れする際の前記第2所定温度が950℃以上且つ1100℃より低い温度範囲にあり、
前記析出硬化型耐熱鋼が、950℃より低い温度で溶体化せず、1100℃より低い温度で溶体化する析出硬化型Ni基合金である、請求項1記載の熱処理方法。
【請求項3】
前記固溶化工程における前記第1所定温度が1000℃より高く且つ1100℃より低い、請求項2記載の熱処理方法。
【請求項4】
前記焼入れ工程において、前記第2所定温度を保持する時間は、前記第1金属体の大きさに応じ、前記第1金属体の全体を前記第2所定温度にするのに必要と推定される推定最短時間であり、前記推定最短時間の経過後、直ちに前記異種金属体が冷却される、請求項1~3のいずれか1項記載の熱処理方法。
【請求項5】
前記固溶化工程において前記第2金属体が水冷により冷却される、請求項1~3のいずれか1項に記載の熱処理方法。
【請求項6】
前記焼入れ工程において前記異種金属体が空冷により冷却される、請求項1~3のいずれか1項に記載の熱処理方法。
【請求項7】
前記焼戻し工程の後の前記第1金属体及び前記第2金属体のそれぞれの硬さがHRC38以上且つ47以下である、請求項1~3のいずれか1項に記載の熱処理方法。
【請求項8】
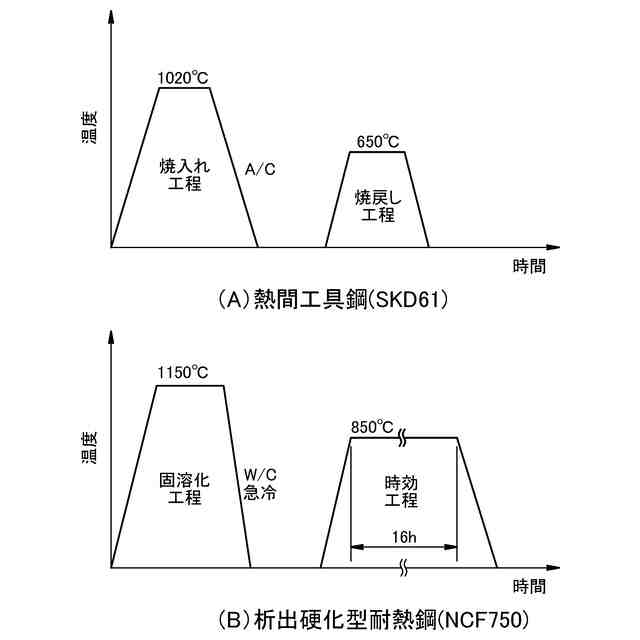
前記熱間工具鋼はSKD61であり、前記析出硬化型耐熱鋼はNCF750である、請求項1~3のいずれか1項に記載の熱処理方法。
【請求項9】
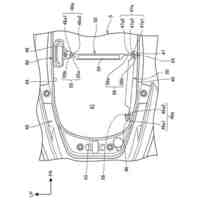
請求項1に記載の熱処理方法によって熱処理された前記異種金属体によって形成される下型及び上型を備えた熱間鍛造金型であって、
前記下型及び前記上型は、それぞれの割面に凹設されたキャビティと、前記割面間に生じるバリを抑制するために、前記キャビティの外側に形成された傾斜面とを有し、
前記下型及び前記上型の金型本体のそれぞれが前記第1金属体により形成され、
前記下型及び前記上型の前記傾斜面のそれぞれが前記第2金属体により形成されている、熱間鍛造金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱間工具鋼からなる第1金属体に析出硬化型耐熱鋼からなる第2金属体が接合されてなる異種金属体の熱処理方法、及び、この方法を用いて製造された熱間鍛造金型に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
近年、廃棄物の発生防止、削減、再生利用及び再利用により、廃棄物の発生の大幅な削減に向けた取り組みが活発化している。この実現に向けて、金属材料の再利用に関する研究開発が行われている。
【0003】
従来、内燃機関のクランクシャフトは熱間鍛造によって成形されている。熱間鍛造は、高温に熱して変形抵抗を低下させた構造材に、金型により高圧荷重を繰り返し加えることによって金型の形状を転写して成形する加工法である。金型は高温且つ高圧下で構造材と繰り返し摺動するため、金型の寿命は短い。金型の寿命が短いと、金属表面の機械加工による再生が必要になるだけでなく、金型の製作費用が嵩む。また、金型を交換するために製造ラインの稼働停止が必要になることや、摩耗による各種条件の調整が必要になる等、様々なロスが発生する。
【0004】
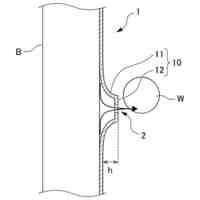
摺動による摩耗を抑制して長寿化を図るために、金型を複合金属で製造することが考えられる。特許文献1には、高温耐摩耗性を重視した合金によって構成される第1肉盛層と、高温強度を重視した合金によって構成される第2肉盛層とを備えた熱間鍛造用複合金型が開示されている。この金型は、鍛造品となる粗材からのフラッシュ(バリ)の流動を促進させるフラッシュ流動促進領域と、粗材からのフラッシュの流動を抑制するフラッシュ流動抑制領域とを備える。フラッシュ流動促進領域には高温耐摩耗性を重視した第1肉盛層が肉盛され、フラッシュ流動抑制領域には高温強度を重視した第2肉盛層が肉盛される。
【0005】
また、特許文献2には、析出硬化型耐熱合金からなる第1金属材(インコネル718)と、非析出硬化型合金からなる第2金属材(3Cr-Mo-V鋼)とを接合処理した場合の熱処理方法が開示されている。この熱処理方法では、接合に伴う熱影響による第1金属材の硬度低下域及び熱影響による第2金属材の硬度上昇域のそれぞれの硬度を回復させる。具体的には、まず、第1金属材の固溶化(溶体化)熱処理条件と第2金属材の焼入れ処理条件とが重複する範囲(900~1200℃/0.1h以上)で1次熱処理が行われる。これにより、接合によって硬度が低下した第1金属材の領域の硬度が高硬度側に回復される。その後、第1金属材の時効処理条件と第2金属材の焼戻し処理条件とが重複する範囲(470~850℃/0.1h以上)で2次熱処理が行われる。これにより、接合によって硬度が上昇した第2金属材の領域の硬度が低硬度側に回復される。
【先行技術文献】
【特許文献】
【0006】
特開平11-347678号公報
特開平10-298663号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1の技術では、肉盛溶接により接合された第1肉盛層及び第1肉盛層について接合後の熱処理が行われていないため、これら金属材料の特性が十分に発揮されない。また、特許文献2の技術は、第1金属材の固溶化(溶体化)熱処理条件と第2金属材の焼入れ処理条件とが重複しない場合や、第1金属材の時効処理条件と第2金属材の焼戻し処理条件とが重複しない場合に、適用することができない。熱処理条件が重複する場合でも、2つの金属材料に対して同時に熱処理が行われるため、両金属に最適な条件で熱処理を行うことができない。このように異種金属材料を含む異種金属体に関する技術においては、各金属材料の特性を適切に発揮させることに関して改善の余地がある。
【0008】
本発明は、以上の背景に鑑み、異種金属体に含まれる金属材料の特性が適切に発揮されるようにすることを課題とする。そして、延いては熱間鍛造金型の寿命を延ばし、廃棄物の発生の大幅な削減に寄与するものである。
【課題を解決するための手段】
【0009】
上記課題を解決するために本発明のある態様は、熱間工具鋼からなる第1金属体(16)に析出硬化型耐熱鋼からなる第2金属体(17)が接合されてなる異種金属体(2、3)の熱処理方法であって、前記異種金属体を前記熱間工具鋼の粗粒化温度(例えば、1100℃)より低く且つ前記析出硬化型耐熱鋼の溶体化温度(例えば、965℃)より高い第1所定温度(T1)に加熱し、前記第2金属体を溶体化させた後、前記異種金属体を急冷し、前記第2金属体を析出硬化させる固溶化工程と、前記固溶化工程の後、前記異種金属体を前記析出硬化型耐熱鋼の時効温度に加熱し、所定時間に亘って前記時効温度を保持して前記第2金属体を時効処理する時効工程と、前記時効工程に連続して、前記異種金属体を、前記時効温度よりも高い前記熱間工具鋼の焼入れ温度以上且つ前記析出硬化型耐熱鋼の前記溶体化温度より低い第2所定温度(T2)に加熱した後、前記異種金属体を冷却し、前記第1金属体を焼入れする焼入れ工程と、前記焼入れ工程の後、前記異種金属体を、前記焼入れ温度よりも低い前記熱間工具鋼の焼戻し温度に加熱する焼戻し工程と、を含む。
【0010】
この態様によれば、固溶化工程において熱間工具鋼を粗粒化させずに第2金属体を溶体化でき、時効工程において第2金属体を時効硬化させることができる。また、時効工程に連続する焼入れ工程において第2金属体を溶体化させずに第1金属体を焼入れし、焼戻し工程において第1金属体を焼戻しすることができる。これらの工程により、異種金属体に含まれる熱間工具鋼及び析出硬化型耐熱鋼の特性が適切に発揮される。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
車両
10日前
本田技研工業株式会社
車両
17日前
本田技研工業株式会社
車両
3日前
本田技研工業株式会社
車両
17日前
本田技研工業株式会社
車両
17日前
本田技研工業株式会社
車両
17日前
本田技研工業株式会社
車両
17日前
本田技研工業株式会社
移動体
4日前
本田技研工業株式会社
排気装置
17日前
本田技研工業株式会社
回転電機
13日前
本田技研工業株式会社
吸着装置
10日前
本田技研工業株式会社
排気装置
17日前
本田技研工業株式会社
触媒構造
17日前
本田技研工業株式会社
電動車両
17日前
本田技研工業株式会社
回転電機
17日前
本田技研工業株式会社
車両用灯体
4日前
本田技研工業株式会社
鞍乗型車両
17日前
本田技研工業株式会社
車両制御装置
17日前
本田技研工業株式会社
鞍乗り型車両
17日前
本田技研工業株式会社
鞍乗り型車両
17日前
本田技研工業株式会社
鞍乗り型車両
13日前
本田技研工業株式会社
放射冷却装置
3日前
本田技研工業株式会社
鞍乗り型車両
17日前
本田技研工業株式会社
フレーム構造
17日前
本田技研工業株式会社
コイルユニット
10日前
本田技研工業株式会社
車両用前照灯装置
17日前
本田技研工業株式会社
燃料電池システム
17日前
本田技研工業株式会社
車両用前照灯装置
17日前
本田技研工業株式会社
鞍乗り型電動車両
10日前
本田技研工業株式会社
燃料製造システム
13日前
本田技研工業株式会社
燃料電池システム
17日前
本田技研工業株式会社
駆動装置、及び車両
10日前
本田技研工業株式会社
駆動装置、及び車両
10日前
本田技研工業株式会社
チェーンスプロケット
17日前
本田技研工業株式会社
非接触電力伝送システム
10日前
本田技研工業株式会社
クラッチ装置及び鞍乗型車両
18日前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ