TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024060847
公報種別
公開特許公報(A)
公開日
2024-05-07
出願番号
2022168394
出願日
2022-10-20
発明の名称
プレス金型及びプレス成形方法
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
24/00 20060101AFI20240425BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】板状部品の反りのばらつきを容易に調整することが可能なプレス金型を提供する。
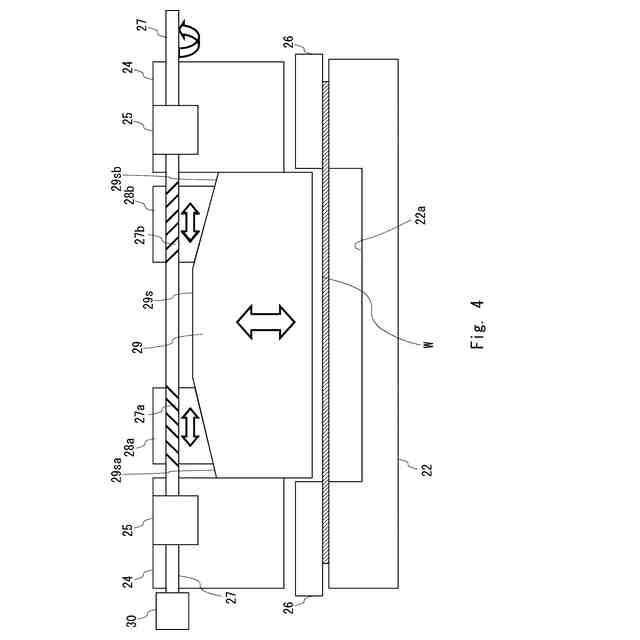
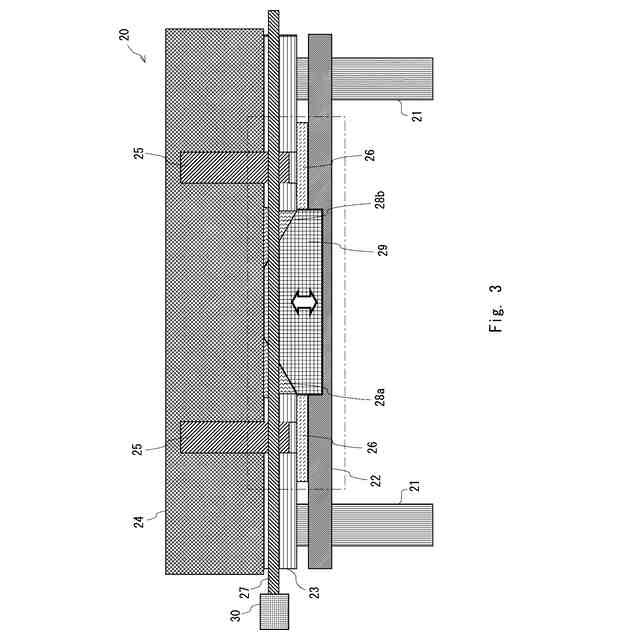
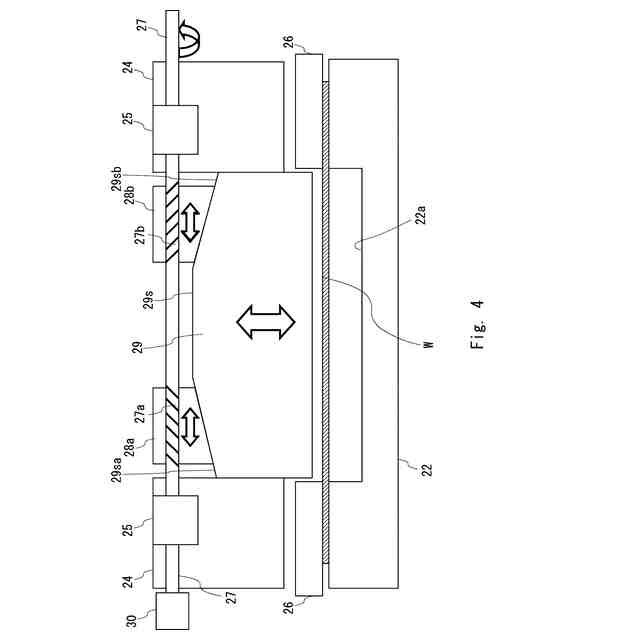
【解決手段】プレス金型は、プレス対象となる板状部品Wにリブを設けるためのパンチ29と、パンチ29における板状部品と当接させる面と反対側の面上をスライド移動させるスライドブロック28a,28bと、スライドブロック28a,28bをスライド移動させるボールねじ25と、を備える。パンチ29とスライドブロック28a,28bが接する面は、ボールねじ25の軸方向に対して傾斜している。
【選択図】図4
特許請求の範囲
【請求項1】
プレス対象となる板状部品にリブを設けるためのパンチと、
前記パンチにおける前記板状部品と当接させる面と反対側の面上をスライド移動させるスライドブロックと、
前記スライドブロックをスライド移動させるボールねじと、
を備え、
前記パンチと前記スライドブロックが接する面は、前記ボールねじの軸方向に対して傾斜している、
プレス金型。
続きを表示(約 620 文字)
【請求項2】
設ける前記リブの高さを調整するために、前記ボールねじの回動を制御する制御部を備えた、
請求項1に記載のプレス金型。
【請求項3】
前記板状部品の反りを計測する計測器を備え、
前記制御部は、前記計測器で計測された反りに基づき、前記ボールねじの回動を制御する、
請求項2に記載のプレス金型。
【請求項4】
プレス対象となる板状部品にリブを設けるためのパンチと、前記パンチにおける前記板状部品と当接させる面と反対側の面上をスライド移動させるスライドブロックと、前記スライドブロックをスライド移動させるボールねじと、を備えたプレス金型であって、前記パンチと前記スライドブロックが接する面が前記ボールねじの軸方向に対して傾斜しているプレス金型を用い、前記板状部品に前記リブをプレス成形するリブ成形工程を含む、
プレス成形方法。
【請求項5】
前記リブ成形工程を実施する前の前記板状部品の、前記リブを形成する方向に生じた反りを計測した結果、あるいは、前記リブ成形工程を実施し前記板状部品の前記リブの方向に生じた反りを計測した結果を取得する反り取得工程と、
前記反り取得工程で取得された結果に基づき、前記リブ成形工程において前記板状部品に設ける前記リブの高さを調整する調整工程と、
をさらに含む、請求項4に記載のプレス成形方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス金型及びプレス成形方法に関する。
続きを表示(約 1,700 文字)
【背景技術】
【0002】
特許文献1には、燃料電池セパレータの製造方法が記載されている。この製造方法は、中央部の領域に複数の凹凸部からなるガス流路と、ガス流路の周辺部に平坦部を含んだ燃料電池セパレータにおいて、ガス流路の両方向の平坦部のうちの、少なくとも一方向の両縁部には、夫々が同一方向に略垂直に折れ曲がる第1の折曲部を有すると共に、両側の第1の折曲部の内方の平坦部において、ガス流路側平坦部と縁部側平坦部との間に第2の折曲部を有し、第2の折曲部におけるガス流路側の屈曲端の断面形状が滑らかな曲線をなしている。
【先行技術文献】
【特許文献】
【0003】
国際公開第2017/085868号
【発明の概要】
【発明が解決しようとする課題】
【0004】
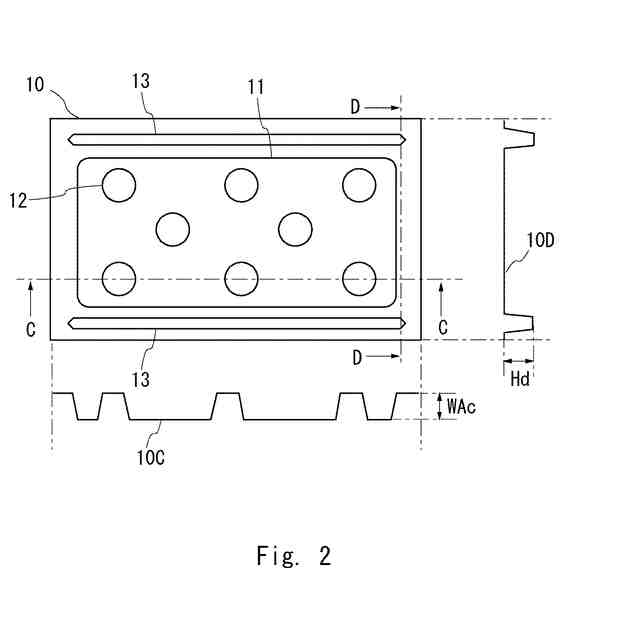
燃料電池セパレータなどの表面に凹凸がある薄板ワークを製造する際に、スプリングバックでワークが反る対策として、ワークにリブを設ける技術がある。特許文献1に記載の製造方法では、燃料電池セパレータの製造の際に、ワークの両端部に上述の第1の折曲部及び第2の折曲部を設けることで反りを防ぐようにしている。
【0005】
しかしながら、ワークにリブを設けて板状部品を形成したとしても、ワークの材料特性や圧延方向により反りの大きさがばらつく可能性がある。そのため、板状部品の反りのばらつきを容易に調整する技術の開発が望まれる。
【0006】
本開示は、このような問題を解決するためになされたもので、その目的は、板状部品の反りのばらつきを容易に調整することが可能なプレス金型及びプレス成形方法を提供することにある。
【課題を解決するための手段】
【0007】
本開示に係るプレス金型は、プレス対象となる板状部品にリブを設けるためのパンチと、前記パンチにおける前記板状部品と当接させる面と反対側の面上をスライド移動させるスライドブロックと、前記スライドブロックをスライド移動させるボールねじと、を備え、前記パンチと前記スライドブロックが接する面は、前記ボールねじの軸方向に対して傾斜している、ものである。前記プレス金型は、スライドブロックの移動によりパンチの高さを調整可能な構成、つまりリブの高さを調整可能な構成をもつため、板状部品の反りのばらつきを容易に調整することが可能になる。
【0008】
本開示に係るプレス成形方法は、プレス対象となる板状部品にリブを設けるためのパンチと、前記パンチにおける前記板状部品と当接させる面と反対側の面上をスライド移動させるスライドブロックと、前記スライドブロックをスライド移動させるボールねじと、を備えたプレス金型であって、前記パンチと前記スライドブロックが接する面が前記ボールねじの軸方向に対して傾斜しているプレス金型を用い、前記板状部品に前記リブをプレス成形するリブ成形工程を含む、ものである。前記プレス成形方法は、スライドブロックの移動によりパンチの高さを調整可能な構成、つまりリブの高さを調整可能な構成をもつプレス金型を用いるため、板状部品の反りのばらつきを容易に調整することが可能になる。
【発明の効果】
【0009】
本開示により、板状部品の反りのばらつきを容易に調整することが可能なプレス金型及びプレス成形方法を提供することができる。
【図面の簡単な説明】
【0010】
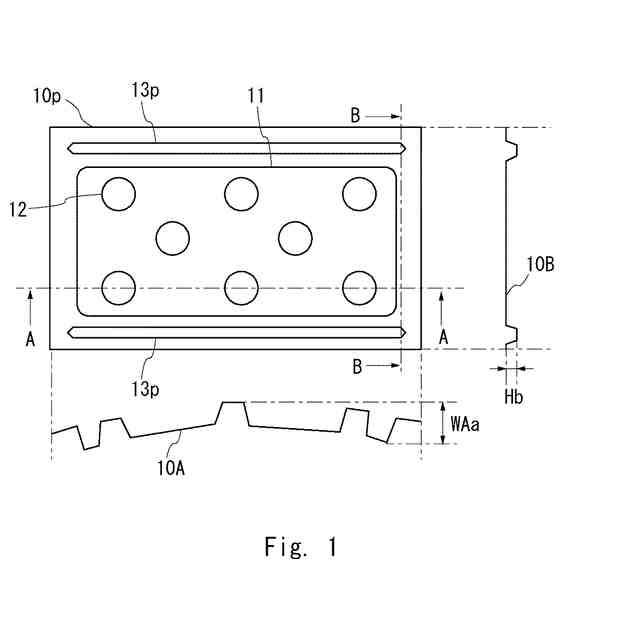
比較例に係るプレス金型を用いて製造した板状部品の一例を示す上面図である。
実施の形態に係るプレス金型を用いて製造した板状部品の一例を示す上面図である。
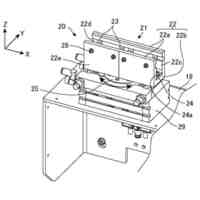
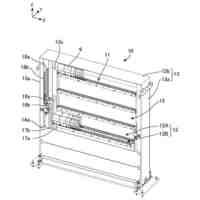
実施の形態に係るプレス金型の一構成例を示す概略断面図である。
図3のプレス金型の一部分を拡大した概略図である。
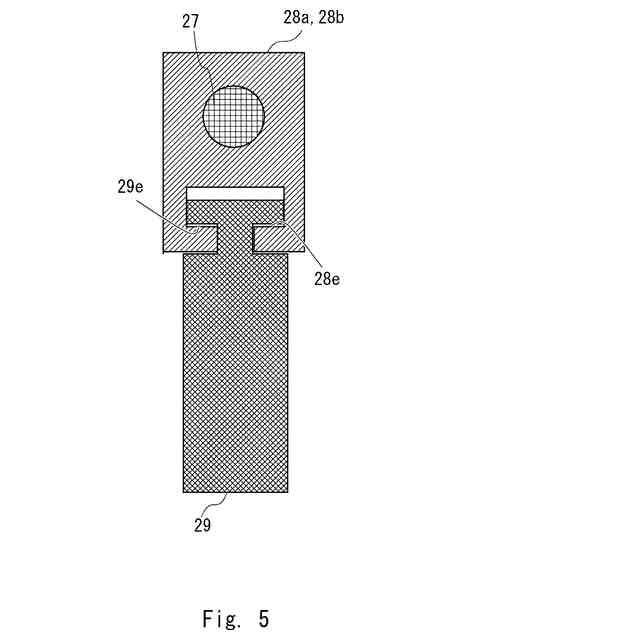
図4のプレス金型の一部分におけるスライドブロックとパンチとの接触部分の一例を示す断面図である。
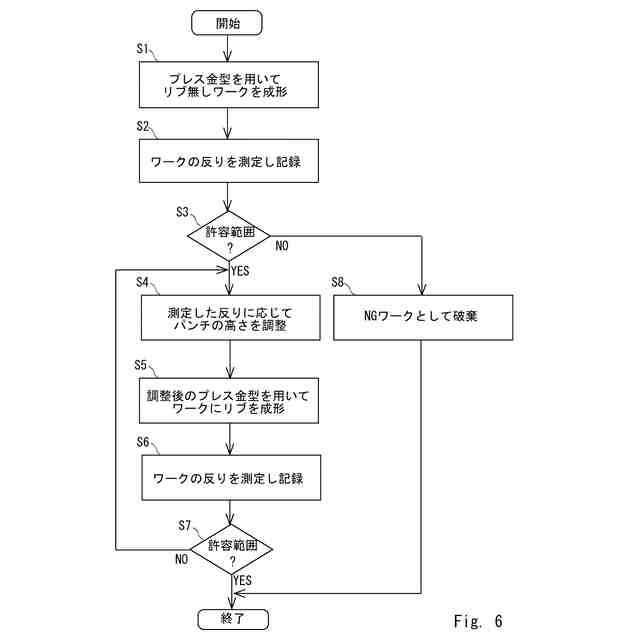
実施の形態に係る、プレス金型を用いたプレス成形方法の一例を説明するためのフロー図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
19日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
JFEスチール株式会社
圧延方法
29日前
トヨタ自動車株式会社
プレス装置
5日前
株式会社栗本鐵工所
ベンディングロール
2か月前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
トヨタ自動車株式会社
接合方法
5日前
日本製鉄株式会社
チタン合金板の製造方法
12日前
トヨタ紡織株式会社
材料供給装置
3か月前
株式会社アマダ
金型反転装置
1か月前
株式会社アマダ
金型収納装置
1か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ