TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024059113
公報種別
公開特許公報(A)
公開日
2024-05-01
出願番号
2022165816
出願日
2022-10-14
発明の名称
金型収納装置
出願人
株式会社アマダ
代理人
弁理士法人きさらぎ国際特許事務所
主分類
B21D
5/02 20060101AFI20240423BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡易な構造及び小さいスペースで最大限の金型搭載数を確保する。
【解決手段】金型収納装置は、曲げ加工に用いられる複数の金型を第1方向に沿って搭載可能な第1ストッカと、複数の金型を第1方向に沿って搭載可能であると共に、第1ストッカに対して第1方向と直交する第2方向に並設された少なくとも一つの第2ストッカと、を備え、第2ストッカは、第1方向及び第2方向とそれぞれ直交する第3方向に移動可能に構成されている。
【選択図】図2
特許請求の範囲
【請求項1】
曲げ加工に用いられる複数の金型を第1方向に沿って搭載可能な第1ストッカと、
前記複数の金型を前記第1方向に沿って搭載可能であると共に、前記第1ストッカに対して前記第1方向と直交する第2方向に並設された少なくとも一つの第2ストッカと、
を備え、
前記第2ストッカは、前記第1方向及び前記第2方向とそれぞれ直交する第3方向に移動可能に構成されている
金型収納装置。
続きを表示(約 420 文字)
【請求項2】
前記第1ストッカ及び前記第2ストッカは、前記第3方向に複数段設けられている
請求項1に記載の金型収納装置。
【請求項3】
前記第1ストッカ及び前記第2ストッカは、前記金型収納装置の前記第2方向の一方側に配置された金型交換ロボットに対して、前記第2方向の遠い側から固定状態の前記第1ストッカ及び移動可能な前記第2ストッカの順に設けられている
請求項1又は2に記載の金型収納装置。
【請求項4】
前記第2ストッカは、前記金型交換ロボットが前記第1ストッカにおいて金型交換を行う際に、前記金型交換ロボットのアーム部の非可動領域に退避するよう移動する
請求項3に記載の金型収納装置。
【請求項5】
前記第2ストッカは、前記第1ストッカの固定位置を基準として、前記第2方向において前記第1ストッカに重ならない位置に移動する
請求項4に記載の金型収納装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型収納装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来から、プレスブレーキ等に用いられる曲げ工具である金型を収納する金型収納装置が知られている。例えば、特許文献1には、図11に示すように、プレスブレーキ101と、このプレスブレーキ101の正面側に配置された金型収納装置102と、プレスブレーキ101及び金型収納装置102の間に配置された金型交換ロボット103と、を備えた製造装置100が記載されている。
【0003】
特許文献1に記載の製造装置100では、例えば、プレスブレーキ101で用いる金型104は、上下方向(図中Z方向)に3段で構成され左右方向(図中X方向)に延びる工具ホルダ(固定棚)105に搭載された上で、金型収納装置102に格納されている。そして、金型交換の際には、金型交換ロボット103が金型収納装置102の工具ホルダ105から必要な金型104を取り外し、金型104を前後方向(図中Y方向)に移動させてプレスブレーキ101の金型搭載部106に装着する。
【先行技術文献】
【特許文献】
【0004】
特許第6170137号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の製造装置100における金型収納装置102においては、工具ホルダ105への金型搭載数を増やす場合には、工具ホルダ105を左右方向に延ばして拡張する必要があるので、金型収納装置102の左右方向のスペースが拡がってしまう。そうすると、金型交換ロボット103の移動スペースも広くなってしまうので、結果的に無駄なスペースが増大するという問題がある。
【0006】
本発明の一態様は、簡易な構造及び小さいスペースで最大限の金型搭載数を確保することができる金型収納装置である。
【課題を解決するための手段】
【0007】
本発明の一態様に係る金型収納装置は、曲げ加工に用いられる複数の金型を第1方向に沿って搭載可能な第1ストッカと、前記複数の金型を前記第1方向に沿って搭載可能であると共に、前記第1ストッカに対して前記第1方向と直交する第2方向に並設された少なくとも一つの第2ストッカと、を備え、前記第2ストッカは、前記第1方向及び前記第2方向とそれぞれ直交する第3方向に移動可能に構成されている。
【0008】
本発明の一態様に係る金型収納装置によれば、第1方向に沿って複数の金型を搭載可能な第1ストッカ及び第2ストッカのうち、第2ストッカが第1ストッカに対して第1方向と直交する第2方向に並設され、第1方向及び第2方向とそれぞれ直交する第3方向に移動することができるので、簡易な構造及び小さいスペースで最大限の金型搭載数を確保可能で、無駄なスペースの発生を極力抑えることができる。
【発明の効果】
【0009】
本発明の一態様によれば、簡易な構造及び小さいスペースで最大限の金型搭載数を確保することができる。
【図面の簡単な説明】
【0010】
図1は、本発明の一実施形態に係る金型収納装置を有する曲げ加工システムを示す概略斜視図である。
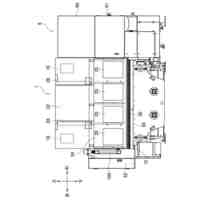
図2は、一実施形態に係る金型収納装置を示す斜視図である。
図3は、一実施形態に係る金型収納装置を示す斜視断面図である。
図4は、一実施形態に係る金型収納装置における可動棚の退避状態を説明するための概略図である。
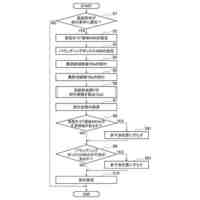
一実施形態に係る金型収納装置の動作を説明するための概略図である。
一実施形態に係る金型収納装置の動作を説明するための概略図である。
一実施形態に係る金型収納装置の動作を説明するための概略図である。
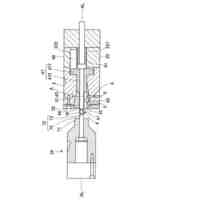
一実施形態に係る金型反転装置を示す斜視図である。
図7Aは、一実施形態に係る金型反転装置の反転動作を説明するための図である。
図7Bは、一実施形態に係る金型反転装置の反転動作を説明するための図である。
図8は、図7Aの金型反転装置の所定位置の横断面の概略図である。
図9は、一実施形態に係る金型反転装置に金型を搭載した状態を示す斜視図である。
図10は、図9の金型反転装置の所定位置の横断面の概略図である。
従来の金型収納装置を有する製造装置を示す概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社アマダ
加工位置割付方法及び板金加工方法
11日前
株式会社アマダ
曲げ加工機
14日前
株式会社アマダ
画像処理装置、レーザ加工システム、ワーク認識方法及びワーク認識プログラム
11日前
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
冨士発條株式会社
プレス成形方法
28日前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
19日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
旭サナック株式会社
圧造機
3か月前
JFEスチール株式会社
圧延方法
29日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
5日前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
続きを見る
他の特許を見る











 特許ウォッチ
特許ウォッチ