TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024064534
公報種別
公開特許公報(A)
公開日
2024-05-14
出願番号
2022173188
出願日
2022-10-28
発明の名称
配管部品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/02 20060101AFI20240507BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】筒体内部に設けられる凹部の形状精度を高められる配管部品の製造方法を提供する。
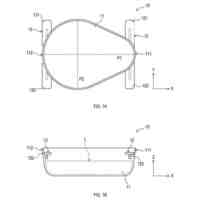
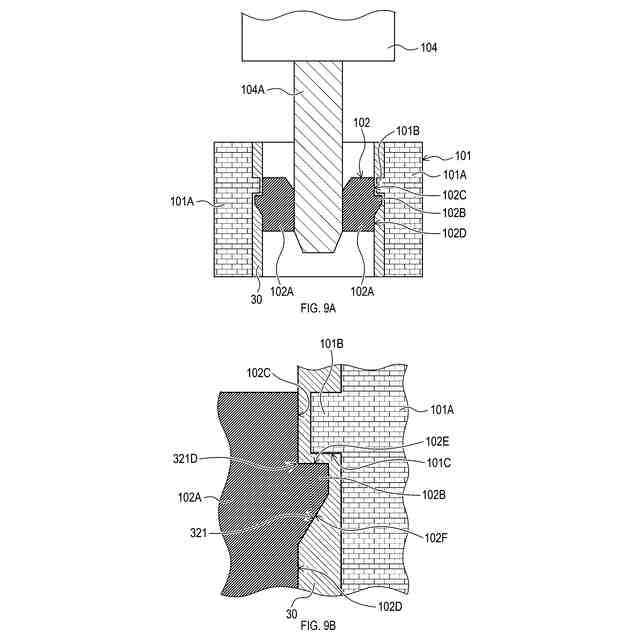
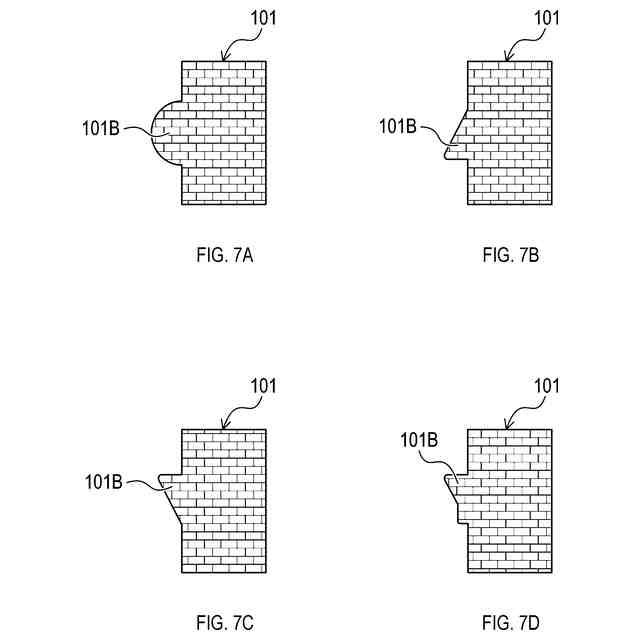
【解決手段】金属製の筒体30と、筒体の内周面から径方向外側に凹むと共に、筒体の中心軸を含む断面において内周面と連続して設けられた角部321Dを有する凹部321と、を備える配管部品の製造方法である。配管部品の製造方法は、筒体の内周面に内側金型102を押し当てると共に、筒体の外周面に外側金型101を押し当てることで、凹部を形成する工程を備える。凹部を形成する工程では、外側金型の筒体の径方向内側に突出した第1凸部101Bと、内側金型の凹部を形成する第2凸部102Bと、によって、筒体のうち角部が形成される領域に筒体の径方向のせん断力が発生するように筒体を押圧する。
【選択図】図9
特許請求の範囲
【請求項1】
金属製の筒体と、前記筒体の内周面から径方向外側に凹むと共に、前記筒体の中心軸を含む断面において前記内周面と連続して設けられた角部を有する凹部と、を備える配管部品の製造方法であって、
前記筒体の前記内周面に内側金型を押し当てると共に、前記筒体の外周面に外側金型を押し当てることで、前記凹部を形成する工程を備え、
前記凹部を形成する工程では、前記外側金型の前記筒体の径方向内側に突出した第1凸部と、前記内側金型の前記凹部を形成する第2凸部と、によって、前記筒体のうち前記角部が形成される領域に前記筒体の径方向のせん断力が発生するように前記筒体を押圧する、配管部品の製造方法。
続きを表示(約 370 文字)
【請求項2】
請求項1に記載の配管部品の製造方法であって、
前記配管部品は、内燃機関の排気ガスが導入される排気系部品である、配管部品の製造方法。
【請求項3】
請求項1又は請求項2に記載の配管部品の製造方法であって、
前記外側金型及び前記内側金型は、それぞれ、前記筒体の周方向に並んで配置された複数の分割片を有する、配管部品の製造方法。
【請求項4】
請求項1又は請求項2に記載の配管部品の製造方法であって、
前記凹部は、
前記角部から前記筒体の径方向外側に延伸する壁面と、
前記壁面に近づくに連れて前記筒体の中心軸からの距離が大きくなる底面と、
を有し、
前記壁面と前記筒体の中心軸とが成す角度は、45°以上135°以下である、配管部品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、配管部品の製造方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
金属製の筒体の内周面に凹部を形成する加工方法が公知である(特許文献1参照)。この加工方法では、筒体の内周面に金型を押し当てることで、凹部が形成される。
【先行技術文献】
【特許文献】
【0003】
特開2021-121446号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述のように金型の押し当てにより凹部を形成する工法では、金型の押し当てによる金属の流動によって、凹部の角部にダレ(つまり、エッジ部分への丸み形成)が発生する可能性がある。そのため、凹部の形状精度が低下するおそれがある。
【0005】
本開示の一局面は、筒体内部に設けられる凹部の形状精度を高められる配管部品の製造方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
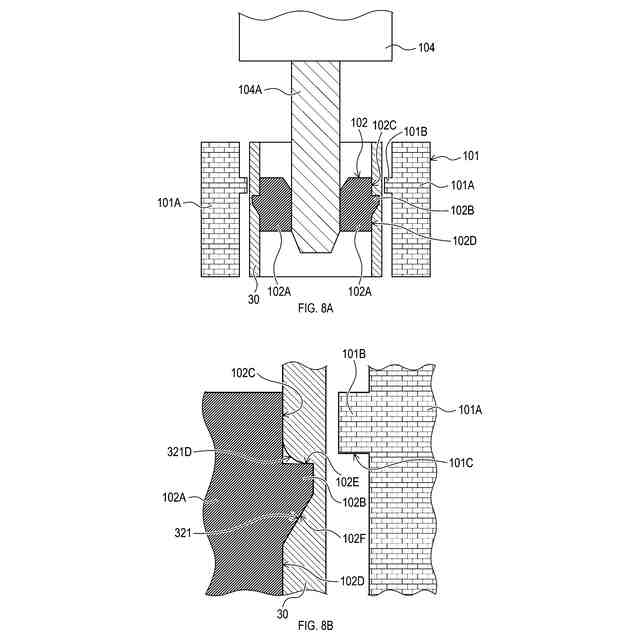
本開示の一態様は、金属製の筒体と、筒体の内周面から径方向外側に凹むと共に、筒体の中心軸を含む断面において内周面と連続して設けられた角部を有する凹部と、を備える配管部品の製造方法である。
【0007】
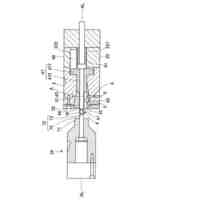
配管部品の製造方法は、筒体の内周面に内側金型を押し当てると共に、筒体の外周面に外側金型を押し当てることで、凹部を形成する工程を備える。凹部を形成する工程では、外側金型の筒体の径方向内側に突出した第1凸部と、内側金型の凹部を形成する第2凸部と、によって、筒体のうち角部が形成される領域に筒体の径方向のせん断力が発生するように筒体を押圧する。
【0008】
このような構成によれば、内側金型の第2凸部によって形成される角部に対し、外側金型の第1凸部によって金属が押し込まれる。そのため、角部におけるダレの発生が抑制される。その結果、凹部の形状精度が高められる。
【0009】
本開示の一態様では、配管部品は、内燃機関の排気ガスが導入される排気系部品であってもよい。このような構成によれば、緩衝部材、吸音材等の取付部材が凹部に配置される排気系部品において、凹部の形状精度の向上に基づいて取付部材の位置ずれを抑制することができる。
【0010】
本開示の一態様では、外側金型及び内側金型は、それぞれ、筒体の周方向に並んで配置された複数の分割片を有してもよい。このような構成によれば、筒体の周方向において同時に複数の凹部を形成することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
フタバ産業株式会社
熱交換器
8日前
フタバ産業株式会社
排気系部品
29日前
フタバ産業株式会社
金属搬送機構
15日前
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
冨士発條株式会社
プレス成形方法
28日前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社アマダ
金型交換装置
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
3か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
旭サナック株式会社
圧造機
19日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
JFEスチール株式会社
圧延方法
29日前
トヨタ自動車株式会社
プレス装置
5日前
トヨタ紡織株式会社
プレス成形装置
3か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
5日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ