TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024040754
公報種別
公開特許公報(A)
公開日
2024-03-26
出願番号
2022145311
出願日
2022-09-13
発明の名称
金型形状の選定方法
出願人
川崎重工業株式会社
代理人
個人
主分類
B21D
22/00 20060101AFI20240318BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】曲面プレートへの成形性を向上させることができる金型を選定し得る金型形状の選定方法を提供する。
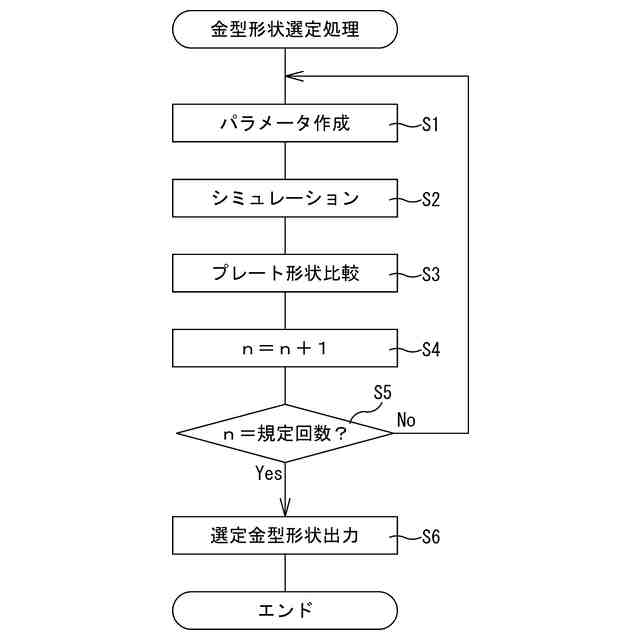
【解決手段】プレス機の金型の形状を選定する金型形状の選定方法は、複数のパラメータを含むパラメータ群を作成するパラメータ作成工程と、パラメータ群に基づいてプレート形状をシミュレーションするシミュレーション工程と、シミュレーション工程を複数回行うことによって得られる複数のプレート形状に基づいて金型形状を選定する選定工程とを、備え、金型は、第1成形面を含む第1型と、第2成形面を含む第2型とを、備え、第1成形面は、各寸法が第1乃至第4曲率半径で形成され、第2成形面は、プレス時に第1成形面に突き合わされ、且つ関して第1成形面の幅の1/α倍で形成され、複数のパラメータ群は、第1乃至第4曲率半径、及び比率αを含んでいる。
【選択図】 図1
特許請求の範囲
【請求項1】
プレートに対して第1方向に相対移動しながら逐次プレスすることによって曲面プレートを成形するプレス機の金型の形状を選定する金型形状の選定方法であって、
金型形状に関する複数のパラメータを含むパラメータ群を作成するパラメータ作成工程と、
前記パラメータ作成工程で作成される前記パラメータ群に基づいて成型される前記金型によって成形されるプレート形状をシミュレーションするシミュレーション工程と、
前記パラメータ作成工程で作成される互いに異なる前記パラメータ群に基づいて前記シミュレーション工程を複数回行うことによって得られる複数の前記プレート形状に基づいて金型形状を選定する選定工程とを、備え、
前記金型は、第1方向に直交する第2方向において前記プレートより幅広く且つ凹状に湾曲する第1成形面を含む第1型と、第2方向において前記プレートより幅広く且つ凸状に湾曲する第2成形面を含む第2型とを、備え、
前記第1成形面は、第2方向に関して第1曲率半径で形成され、第1方向に関して第2方向両端の各々を第2及び第3曲率半径で夫々形成され且つ第2方向において最も凹んでいる部分を第4曲率半径で形成され、
前記第2成形面は、プレス時に前記第1成形面に突き合わされ、且つ第1方向の長さである幅に関して前記第1成形面の幅の1/α倍で形成され、
前記複数のパラメータ群は、前記第1乃至第4曲率半径、及び比率αを含んでいる、金型形状の選定方法。
続きを表示(約 480 文字)
【請求項2】
前記選定工程では、複数の前記プレート形状と目標形状とを比較することによって前記金型形状が選定される、請求項1に記載の金型形状の選定方法。
【請求項3】
前記パラメータ作成工程、及び前記シミュレーション工程、及び前記選定工程に関して、最適化計算が用いられる、請求項1に記載の金型形状の選定方法。
【請求項4】
前記シミュレーション工程では、前記金型によって前記プレートを逐次プレスすることによって成形された際の前記プレート形状をシミュレーションする、請求項1に記載の金型形状の選定方法。
【請求項5】
前記第1成形面及び前記第2成形面の少なくとも一方の成形面には、凹部が形成され、
前記凹部は、前記第1成形面及び前記第2成形面を突き合せた状態で前記第2成形面の最も突き出ている突出部分の少なくとも第2方向一方側に形成され、
前記凹部の断面形状は、パラメトリック曲線で形成され、
前記パラメータ群は、前記凹部のパラメトリック曲線の変数を含む、請求項1に記載の金型形状の選定方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレートに対して第1方向に相対移動しながら逐次プレスすることによって曲面プレートを成形するプレス機の金型の形状を選定する金型形状の選定方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
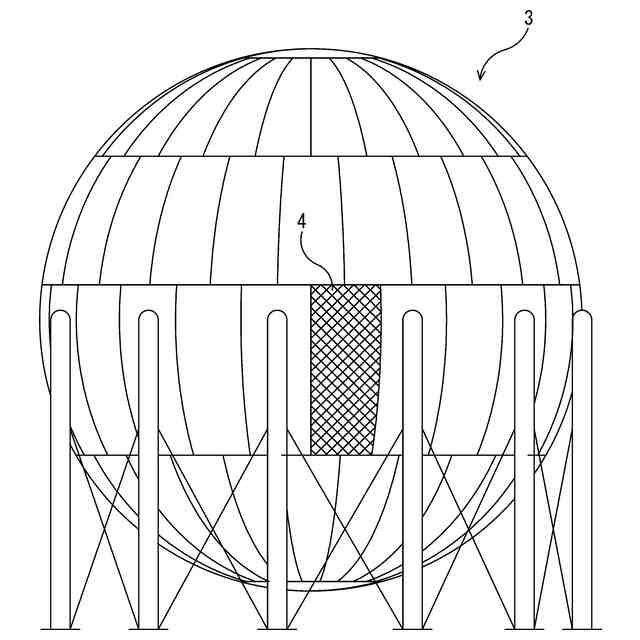
液化水素等の液化ガスを貯留するタンクを構成する曲面プレートは、プレス機によってプレス成形される。プレス機は、金型でプレートをプレスすることによってプレートを目標形状(即ち、曲面プレートの形状)へと近づけていく。しかし、金型の形状次第では、目標形状に近づけることができず、金型の形状の選定が重要である。金型の形状の選定する方法として、例えば特許文献1に記載される金型決定方法が知られている。特許文献1に記載される金型決定方法では、形状の異なる複数種類の金型でテストプレスすることによって、好適な金型を決定する。
【先行技術文献】
【特許文献】
【0003】
特許第6568380号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の金型決定方法では、成形面の各所の曲率半径を変えた複数種類の金型をテストプレスすることによって、好適な金型を決定している。しかし、特許文献1の金型決定方法で決められる金型形状よりも更にプレートを目標形状に近づけることができる、即ち、曲面プレートへの成形性を向上させることができる金型形状の選定方法が開発されることが望まれている。
【0005】
そこで本開示は、曲面プレートへの成形性を向上させることができる金型を選定し得る金型形状の選定方法を提供することを目的としている。
【課題を解決するための手段】
【0006】
本開示の金型形状の選定方法は、プレートに対して第1方向に相対移動しながら逐次プレスすることによって曲面プレートを成形するプレス機の金型の形状を選定する金型形状の選定方法であって、金型形状に関する複数のパラメータを含むパラメータ群を作成するパラメータ作成工程と、前記パラメータ作成で作成される前記パラメータ群に基づいて成型される前記金型によって成形されるプレート形状をシミュレーションするシミュレーション工程と、前記パラメータ作成工程で作成される互いに異なる前記パラメータ群に基づいて前記シミュレーション工程を複数回行うことによって得られる複数の前記プレート形状に基づいて金型形状を選定する選定工程とを、備え、前記金型は、第1方向に直交する第2方向において前記プレートより幅広く且つ凹状に湾曲する第1成形面を含む第1型と、第2方向において前記プレートより幅広く且つ凸状に湾曲する第2成形面を含む第2型とを、備え、前記第1成形面は、第2方向に関して第1曲率半径で形成され、第1方向に関して第2方向両端の各々を第2及び第3曲率半径で夫々形成され且つ第2方向において最も凹んでいる部分を第4曲率半径で形成され、前記第2成形面は、プレス時に前記第1成形面に突き合わされ、且つ第1方向の長さである幅に関して前記第1成形面の幅の1/α倍で形成され、前記複数のパラメータ群は、前記第1乃至第4曲率半径、及び比率αを含んでいる方法である。
【0007】
本開示に従えば、パラメータに2つの成形面の幅の比率αが含まれている。それ故、プレス後のプレートをより目標形状に近づけることができる、即ち曲面プレートへの成形性を向上させることができる金型を選定することができる。
【発明の効果】
【0008】
本開示によれば、曲面プレートへの成形性を向上させることができる金型を選定することができる。
【図面の簡単な説明】
【0009】
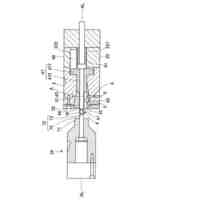
本開示の金型形状の選定方法で選定されるプレス用金型を備えるプレス機を示す斜視図である。
図1のプレス用金型を用いて成形された曲面プレートによって構成されるタンクを示す正面図である。
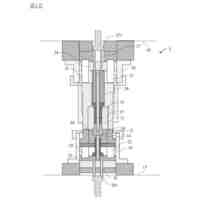
図1のプレス機を第1方向一方から見た正面図である。
図1のプレス用金型を分解して示す分解斜視図である。
図4のプレス用金型を第1方向に垂直な仮想平面で切断して示す側方断面図である。
図1のプレス機において実施される逐次プレスを示す平面図である。
プレス後のプレート形状をシミュレーションする際のFEM解析の金型モデルを示す斜視図である。
本開示の金型形状の選定方法でプレス用金型を選定する際の手順を示すフローチャートである。
【発明を実施するための形態】
【0010】
以下、本開示に係る実施形態の金型形状の選定方法について前述する図面を参照しながら説明する。なお、以下の説明で用いる方向の概念は、説明する上で便宜上使用するものであって、発明の構成の向き等をその方向に限定するものではない。また、以下に説明する金型形状の選定方法は、本開示の一実施形態に過ぎない。従って、本開示は実施形態に限定されず、発明の趣旨を逸脱しない範囲で追加、削除、変更が可能である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
旭サナック株式会社
圧造機
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
19日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ自動車株式会社
プレス装置
5日前
JFEスチール株式会社
圧延方法
29日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
日産自動車株式会社
鍛造方法
4か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
トヨタ自動車株式会社
接合方法
5日前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
続きを見る
他の特許を見る







 特許ウォッチ
特許ウォッチ