TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070951
公報種別
公開特許公報(A)
公開日
2024-05-24
出願番号
2022181604
出願日
2022-11-14
発明の名称
プレス成形品の製造方法
出願人
JFEスチール株式会社
代理人
個人
主分類
B21D
22/26 20060101AFI20240517BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
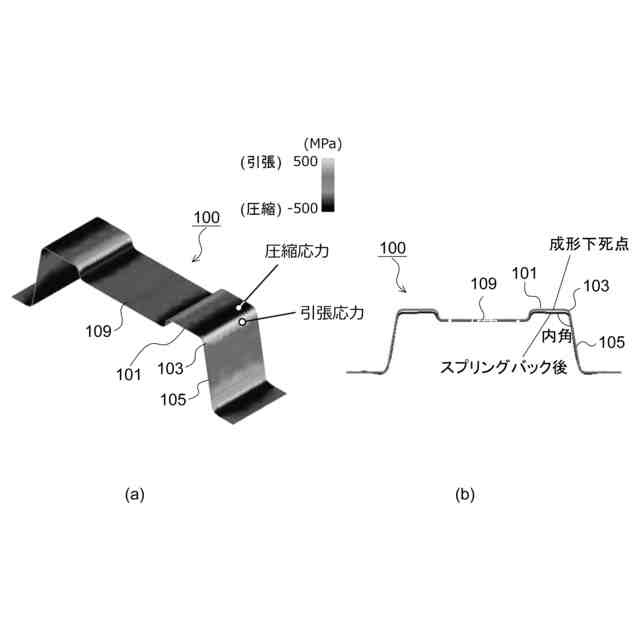
【課題】凹形状又は凸形状の段差部が天板部に形成されたプレス成形品を、目標形状の外観を損ねることなくスプリングバックを低減することができるプレス成形品の製造方法をする。
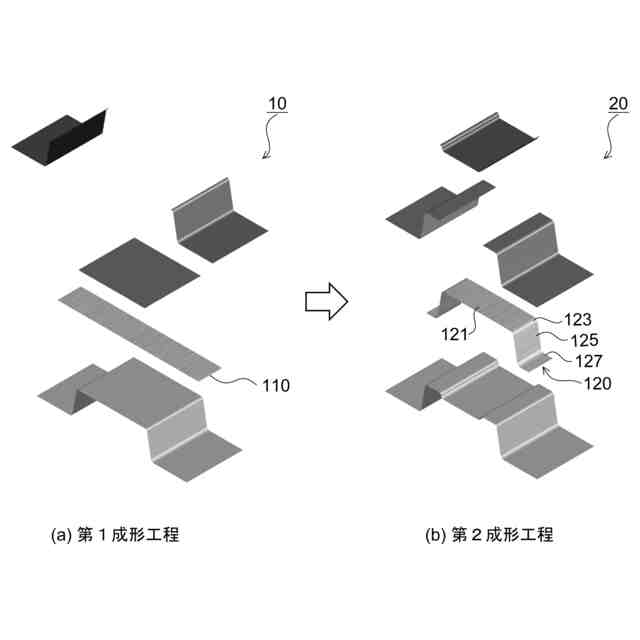
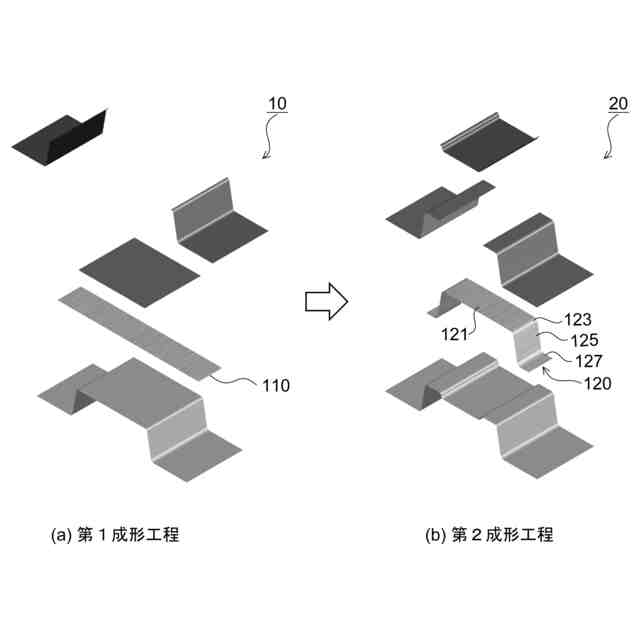
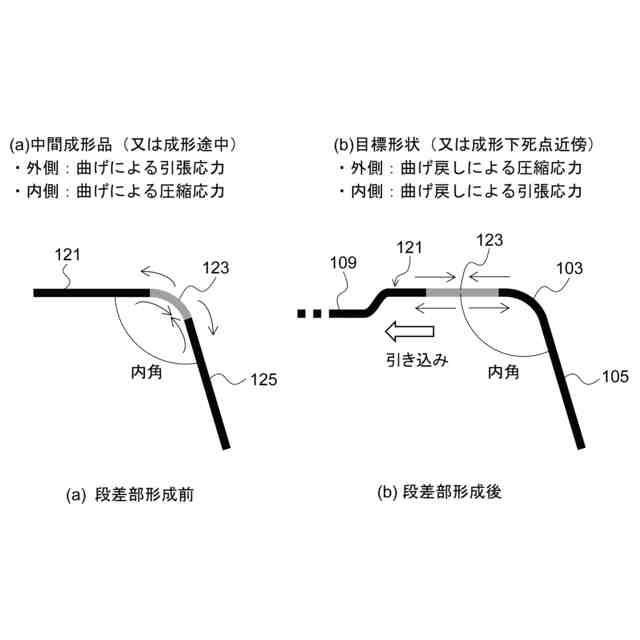
【解決手段】本発明に係るプレス成形品の製造方法は、天板部101と、天板部101から稜線部103を介して連続する縦壁部105と、を有し、稜線部直交断面において凹形状の段差部109が天板部101に稜線部103の延在する方向に沿って形成された目標形状のプレス成形品100を少なくとも2工程で製造するものであって、中間天板部121と中間天板部121から中間稜線部123を介して連続する中間縦壁部125とを有する中間成形品120にブランク110をプレス成形する第1成形工程と、中間成形品120の天板部121に凹形状の段差部109を形成して目標形状のプレス成形品100をプレス成形する第2成形工程と、を含む。
【選択図】 図1
特許請求の範囲
【請求項1】
天板部と、該天板部から稜線部を介して連続する縦壁部と、を有し、稜線部直交断面において凹形状又は凸形状の段差部が前記天板部に前記稜線部の延在する方向に沿って形成された目標形状のプレス成形品を少なくとも2工程で製造するプレス成形品の製造方法であって、
中間天板部と該中間天板部から中間稜線部を介して連続する中間縦壁部とを有する中間成形品にブランクをプレス成形する第1成形工程と、
前記中間成形品の前記中間天板部に前記凹形状又は凸形状の段差部を形成して目標形状の前記プレス成形品をプレス成形する第2成形工程と、を含み、
該第2成形工程において、前記凹形状又は凸形状の段差部を形成する際に、前記中間稜線部であった部位を前記中間天板部側に引き込むことにより、当該中間稜線部であった部位に曲げ曲げ戻しを発生させるようにしたことを特徴とするプレス成形品の製造方法。
続きを表示(約 690 文字)
【請求項2】
前記第1成形工程において、前記中間天板部に目標形状よりも段差高さの低い低段差部を形成し、
前記第2成形工程において、前記低段差部を目標形状の段差高さにすることにより前記段差部を形成する、ことを特徴とする請求項1記載のプレス成形品の製造方法。
【請求項3】
天板部と、該天板部から稜線部を介して連続する縦壁部と、を有し、稜線部直交断面において凹形状又は凸形状の段差部が前記天板部に前記稜線部の延在する方向に沿って形成された目標形状のプレス成形品を1工程で製造するプレス成形品の製造方法であって、
前記天板部と該天板部から前記稜線部を介して連続する前記縦壁部とにブランクを成形し、前記稜線部の成形が完了した後又は前記稜線部の成形が完了する直前に、前記天板部に前記凹形状又は前記凸形状の段差部を形成することにより、該段差部を形成する前に前記稜線部であった部位を前記天板部側に引き込むことで当該稜線部であった部位に曲げ曲げ戻しを発生させるようにしたことを特徴とするプレス成形品の製造方法。
【請求項4】
請求項1乃至3のいずれかに記載のプレス成形品の製造方法により、前記天板部と、該天板部の両縁から前記稜線部を介して連続する一対の前記縦壁部と、前記天板部に前記段差部が形成された前記プレス成形品をプレス成形するプレス成形工程と、
該プレス成形工程においてプレス成形した前記プレス成形品の前記天板部を前記稜線部の延在する方向に切断して前記プレス成形品を分割する分割工程と、を含むことを特徴とするプレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、天板部と、該天板部から稜線部を介して連続する縦壁部と、を有し、稜線部の延在する方向に沿って前記天板部に凹形状又は凸形状の段差部が形成されたプレス成形品の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
自動車の衝突安全性基準の厳格化により、車体の衝突安全性の向上が進展する中で、昨今の二酸化炭素排出規制を受けて、車体の軽量化も必要である。そこで、車体の衝突安全性能の向上と軽量化とを両立するため、従来に比べてさらに高強度な金属板が車体に採用されつつある。至近では、引張強度が1.5GPa級以上の超高張力鋼板の適用が図られている。
【0003】
このような金属板は、プレス成形時に発生する応力が大きくなり、プレス成形後に離型すると大きなスプリングバックが生じて目標形状から大きく乖離しやすい。特に、天板部と、該天板部から稜線部を介して連続する縦壁部と、を有するプレス成形品は、天板部と縦壁部のなす内角が開くスプリングバックが発生する。
【0004】
そこで、これまでに天板部と縦壁部とのなす内角が開くスプリングバックを低減する技術がいくつか提案されている。
例えば、特許文献1には、2回以上のプレス成形で所定の製品寸法にプレス成形するにあたって、2回目以降の最後のプレス成形において1回目よりもポンチ幅を広げる方法が開示されている。
【0005】
また、特許文献2には、パンチの加圧面よりもパンチ側パッドが外側に突出された状態で、ダイ側パッドを被加工材料に押し当てながらプレス成形し、成形下死点でパンチ側パッドがパンチの加圧面と同一の高さになるようにプレス成形する方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2007-111725号公報
特開2010-082660号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
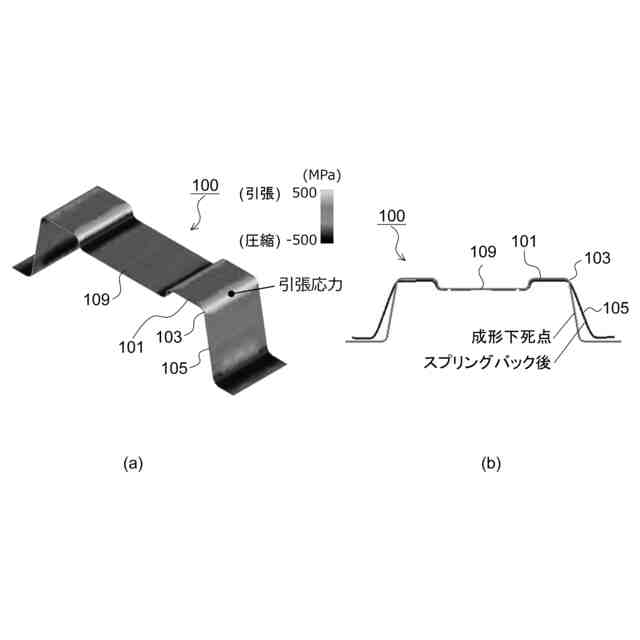
図12に一例として示すような、天板部101に凹形状の段差部109が形成されたプレス成形品100においても、離型すると天板部101と縦壁部105とのなす内角が開くようなスプリングバックが発生する。そのため、プレス成形品100に特許文献1又は特許文献2に開示された方法を適用した。
された。
【0008】
しかしながら、特許文献1の方法では、1回目に縦壁部105(壁部)と天板部101(底部)とを曲げ成形した部位が、2回目以降の最後の成形により曲げ戻され、該曲げ戻しにより縦壁部105と天板部101との内角を閉じるスプリングバックが生じる。その結果、前記2回目以降の最後の成形で稜線部の内角が開くスプリングバックが抑制される。しかし、1回目の縦壁部105と天板部101との曲げ角度は、2回目以降の最後の成形における稜線部の曲げ角度より大きかった。そのため、曲げ戻しにより内角を閉じるスプリングバックは、2回目以降の最後の成形により内角が開くスプリングバックより小さくなり、成形後のスプリングバックを十分に抑制できないことが判明した。
【0009】
また、特許文献2に開示された方法では、被加工材の断面線長が目標形状より長すぎると、パンチ肩部(図12のプレス成形品100の稜線部103に相当)で折れが発生した。さらに、プレス成形品100の断面線長が目標形状より短いと、稜線部103の角度が目標形状にならなかった。
【0010】
このように、特許文献1及び特許文献2に開示された方法では、スプリングバックが十分に低減せず、目標形状の外観を損ねるという問題があった。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
金型装置
4か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
個人
鋼線材の高減面率延伸装置
3か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ紡織株式会社
金型装置
2か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
日伸工業株式会社
加工システム
18日前
トヨタ自動車株式会社
プレス成型方法
4か月前
株式会社小矢部精機
膜厚制御装置
4か月前
日産自動車株式会社
逐次成形方法
1か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
株式会社リード
金属管曲げ型
4か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
株式会社不二越
転造加工用鋼製平ダイス
16日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
冨士発條株式会社
トリミング装置
1か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
トヨタ紡織株式会社
カシメ装置
24日前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
4か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
3か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































