TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024093172
公報種別
公開特許公報(A)
公開日
2024-07-09
出願番号
2022209371
出願日
2022-12-27
発明の名称
ねじ節鉄筋の捻れ抑制方法
出願人
共英製鋼株式会社
代理人
個人
,
個人
主分類
B21B
39/14 20060101AFI20240702BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】全長(先端、中間及び後端)で性状が均一でない製品の場合でも、側面から一様な変形を加えることで全長に捻れがないねじ節鉄筋を生産することができるねじ節鉄筋の捻れ抑制方法を提供すること。
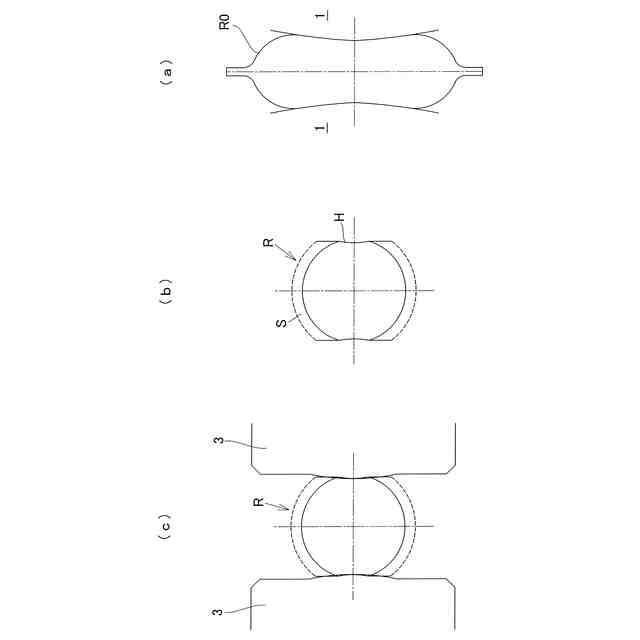
【解決手段】ねじ形状成形用圧延ロール2でねじ状の節Sを形成したねじ節鉄筋Rを、ねじ形状成型用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、ねじ節鉄筋Rに発生する捻れを矯正するもので、当該一対のロールに、横断面形状が円弧状をした凸型ロール3を使用し、ねじ節鉄筋Rのねじ状の節Sが形成されていない箇所を両側から圧下し、塑性加工をねじ節鉄筋Rの中心部に加えることで、ねじ節鉄筋Rに発生する捻れを矯正する。
【選択図】図3
特許請求の範囲
【請求項1】
ねじ形状成形用圧延ロールでねじ状の節を形成したねじ節鉄筋を、ねじ形状成型用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、ねじ節鉄筋に発生する捻れを矯正するねじ節鉄筋の捻れ抑制方法において、前記一対のロールに、横断面形状が円弧状をした凸型ロールを使用し、ねじ節鉄筋のねじ状の節が形成されていない箇所を両側から圧下し、塑性加工をねじ節鉄筋の中心部に加えることで、ねじ節鉄筋に発生する捻れを矯正するようにすることを特徴とするねじ節鉄筋の捻れ抑制方法。
続きを表示(約 130 文字)
【請求項2】
前記ねじ形状成形用圧延ロールでねじ状の節を形成する前の鉄筋素材の周面の180°対称位置に、凹溝形成用圧延ロールで鉄筋素材の長手方向に伸びる横断面形状が円弧状をした凹溝を形成するようにすることを特徴とする請求項1に記載のねじ節鉄筋の捻れ抑制方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ねじ節鉄筋(ねじ状の節をもった異形棒鋼。本明細書において、「ねじ節鉄筋」という。)を製造する際に、ねじ節鉄筋に発生する捻れを抑制し、ねじ節鉄筋の形状を改善するようにしたねじ節鉄筋の捻れ抑制方法に関するものである。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
ところで、ねじ節鉄筋は、圧延によりねじ節鉄筋を製造する際に、ねじ節鉄筋にねじ状の節を形成することに起因する捻れを誘発する傾向があり、これによって、ねじ節鉄筋の形状精度が低下するという問題があった。
【0003】
この問題への対策、すなわち、ねじ節鉄筋を製造する際に、ねじ節鉄筋に発生する捻れを抑制する方法として、
1.圧延入口ガイドを逆方向に前もって傾けることで、ねじ節鉄筋に発生する捻れを相殺する方法(例えば、特許文献1参照。)。
2.出口スタンドでローラガイドを用いてねじ節鉄筋を保持することで、ねじ節鉄筋に発生する捻れを矯正する方法(例えば、特許文献2参照。)。
が提案され、実用化されている。
【0004】
しかしながら、上記従来のねじ節鉄筋の捻れ抑制方法は、
1.圧延入口ガイドを逆方向に前もって傾ける方法は、左右非対称圧延となり、肩部のねじ山の形状精度が低下する。
2.出口スタンドでローラガイドを用いてねじ節鉄筋を保持する方法は、ローラガイドのローラと接する2点による捻り戻し矯正となり、全長(先端、中間及び後端)で性状が均一でない製品には捻れが不均一に残る。
という問題があった。
【先行技術文献】
【特許文献】
【0005】
特開2001-150017号公報
特開2007-125597号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、上記従来のねじ節鉄筋の捻れ抑制方法の有する問題点に鑑み、全長(先端、中間及び後端)で性状が均一でない製品の場合でも、側面から一様な変形を加えることで全長に捻れがないねじ節鉄筋を生産することができるねじ節鉄筋の捻れ抑制方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記目的を達成するため、本発明のねじ節鉄筋の捻れ抑制方法は、ねじ形状成形用圧延ロールでねじ状の節を形成したねじ節鉄筋を、ねじ形状成型用圧延機の下流側に設置した一対のロールを用いて塑性変形させることで、ねじ節鉄筋に発生する捻れを矯正するねじ節鉄筋の捻れ抑制方法において、前記一対のロールに、横断面形状が円弧状をした凸型ロールを使用し、ねじ節鉄筋のねじ状の節が形成されていない箇所を両側から圧下し、塑性加工をねじ節鉄筋の中心部に加えることで、ねじ節鉄筋に発生する捻れを矯正するようにすることを特徴とする。
【0008】
この場合において、前記ねじ形状成形用圧延ロールでねじ状の節を形成する前の鉄筋素材の周面の180°対称位置に、凹溝形成用圧延ロールで鉄筋素材の長手方向に伸びる横断面形状が円弧状をした凹溝を形成するようにすることができる。
【発明の効果】
【0009】
本発明のねじ節鉄筋の捻れ抑制方法によれば、ねじ形状成型用圧延機の下流側に設置した一対の凸型ロールの形状を改良することによって、簡易な機構で、ねじ節鉄筋を製造する際に、ねじ節鉄筋に発生する捻れを抑制し、ねじ節鉄筋の形状を改善することができる。
【図面の簡単な説明】
【0010】
本発明のねじ節鉄筋の捻れ抑制方法を実施する圧延工程の一実施例を示す説明図である。
同圧延工程の要部を示す説明図である。
同鉄筋の圧延工程における鉄筋の形状を示す説明図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
共英製鋼株式会社
ねじ節鉄筋の捻れ抑制方法
4か月前
個人
金型装置
4か月前
個人
鋼線材の高減面率延伸装置
3か月前
個人
ハゼ折鋼板のハゼ締め装置
1か月前
村田機械株式会社
プレス機械
24日前
株式会社プロテリアル
熱間鍛造用金型
1か月前
トヨタ自動車株式会社
プレス金型
2か月前
株式会社ゴーシュー
歯車素材
1か月前
トヨタ自動車株式会社
鍛造加工装置
5か月前
トヨタ紡織株式会社
金型装置
2か月前
大裕株式会社
鋼矢板の矯正装置
3か月前
トヨタ自動車株式会社
プレス成型方法
4か月前
日伸工業株式会社
加工システム
18日前
株式会社小矢部精機
膜厚制御装置
4か月前
石田鉄工株式会社
格子状製品の製造方法
2か月前
日産自動車株式会社
逐次成形方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
1か月前
A株式会社
接合部材、及び、骨組み構造体
1か月前
株式会社リード
金属管曲げ型
4か月前
株式会社不二越
歯車転造加工ユニット
4か月前
村田機械株式会社
上型ホルダ及びプレス機械
3か月前
ニデック株式会社
金型及び打ち抜き方法
2か月前
冨士発條株式会社
トリミング装置
1か月前
大同特殊鋼株式会社
横型鍛造装置
24日前
株式会社不二越
転造加工用鋼製平ダイス
16日前
大同特殊鋼株式会社
鋼種判別装置
4か月前
ニデック株式会社
金型及びプレス加工装置
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
トヨタ紡織株式会社
カシメ装置
24日前
村田機械株式会社
金型交換装置及び金型検出方法
1か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
ダイハツ工業株式会社
曲げ加工装置
3か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
神鋼鋼線工業株式会社
ばね用線材
4か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































