TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024098426
公報種別
公開特許公報(A)
公開日
2024-07-23
出願番号
2023001947
出願日
2023-01-10
発明の名称
鋼種判別装置
出願人
大同特殊鋼株式会社
代理人
個人
,
個人
,
個人
主分類
B21C
51/00 20060101AFI20240716BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
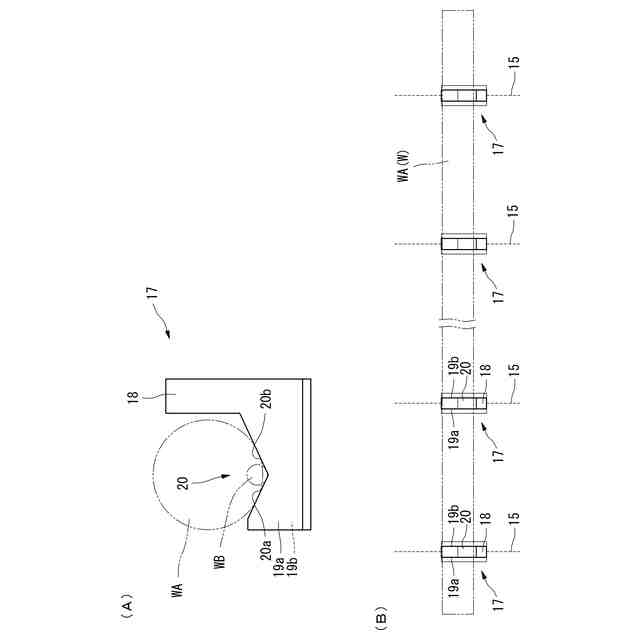
【課題】搬送コンベア上の鋼材に対し効率良く蛍光X線分析による鋼種判別を行なうことが可能な鋼種判別装置を提供する。
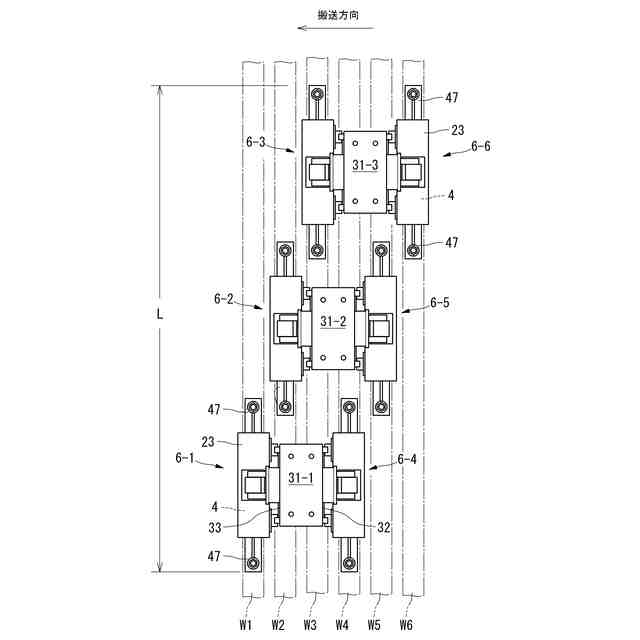
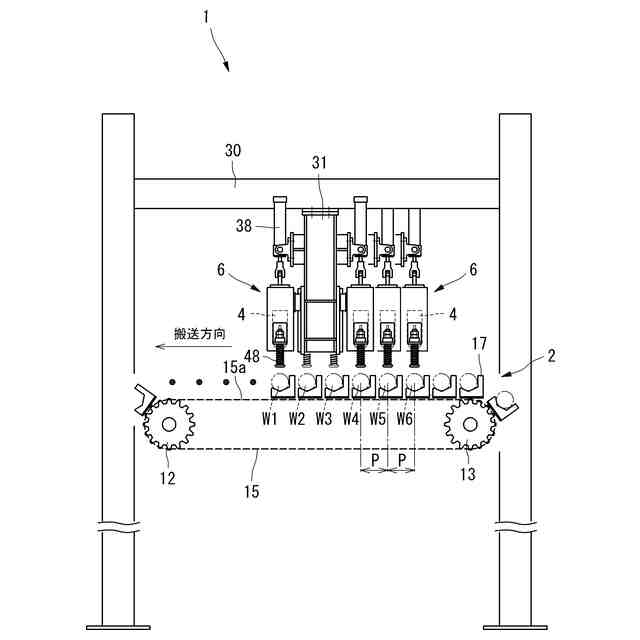
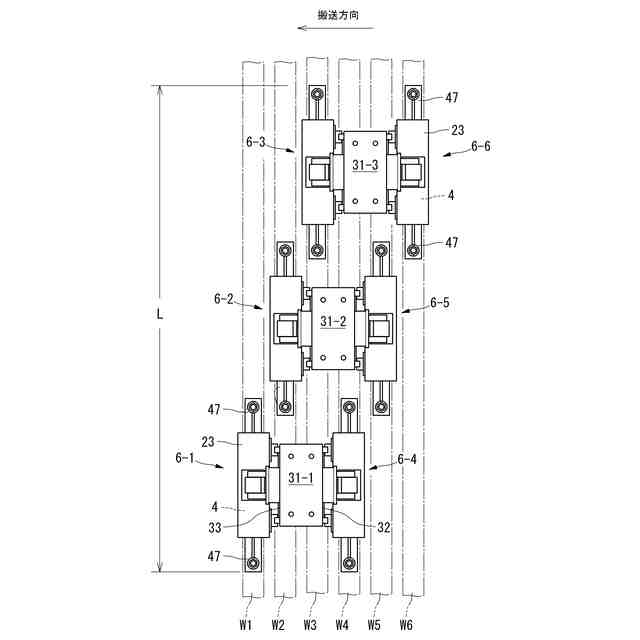
【解決手段】鋼種判別装置1は、鋼材Wを所定のピッチで保持し間欠駆動する搬送コンベア2と、搬送コンベア2の上方に設けられ、測定対象の鋼材Wに対するX線の照射および蛍光X線の検出を行なう測定部本体4と、を備え、蛍光X線分析により求められた各種元素の含有量に基づいて所定の鋼種であるか否かを判定する。鋼種判別装置1は、搬送コンベア2上に保持された鋼材WのピッチPに対応して複数の測定部本体4が設けられて、隣接する鋼材Wに対応する測定部本体4同士は鋼材の搬送方向に対して斜めに配置されている。
【選択図】 図5
特許請求の範囲
【請求項1】
鋼材を所定のピッチで保持し間欠駆動する搬送コンベアと、
前記搬送コンベアの上方に設けられ、測定対象の前記鋼材に対するX線の照射および蛍光X線の検出を行なう測定部本体と、を備え、
蛍光X線分析により求められた各種元素の含有量に基づいて所定の鋼種であるか否かを判定する鋼種判別装置であって、
前記搬送コンベア上に保持された前記鋼材のピッチに対応して複数の前記測定部本体が設けられて、隣接する鋼材に対応する前記測定部本体同士は前記鋼材の搬送方向に対して斜めに配置されている、鋼種判別装置。
続きを表示(約 590 文字)
【請求項2】
前記搬送コンベアの上方に設けられた取付用フレーム同士が前記鋼材の搬送方向に対して斜めに配置されており、前記取付用フレームの搬送方向上流側と搬送方向下流側にそれぞれ前記測定部本体が取り付けられている、請求項1に記載の鋼種判別装置。
【請求項3】
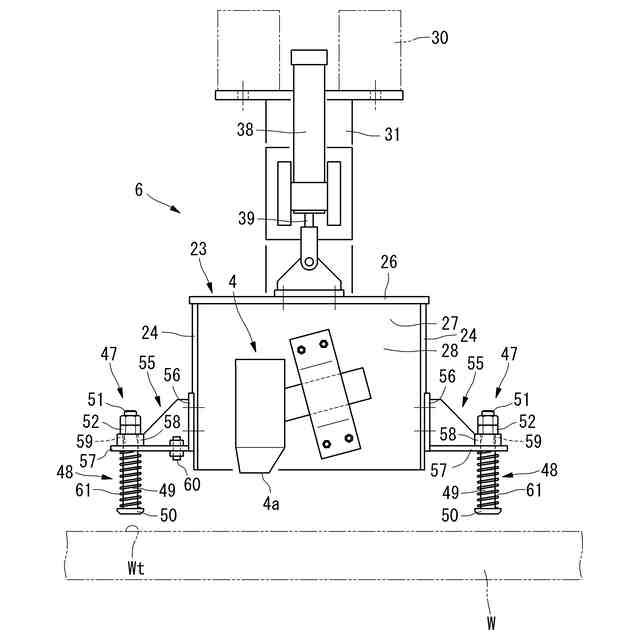
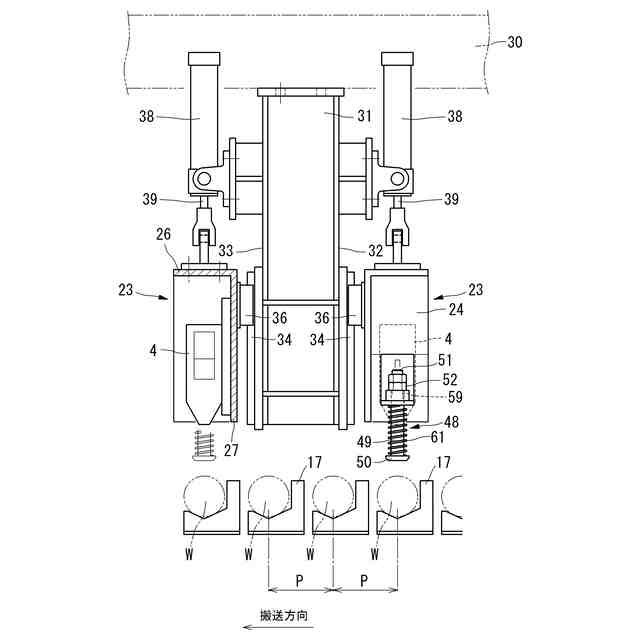
前記測定部本体を昇降可能に保持する昇降ユニットを更に備え、
前記昇降ユニットは、前記鋼材の頂部から所定の距離に前記測定部本体の下降端の位置を規定するストッパ部を備えている、請求項1に記載の鋼種判別装置。
【請求項4】
前記ストッパ部は、
前記鋼材と対向して配置され、下降させた際に下端側の先端部を前記鋼材に当接させる当接ピンと、
前記測定部本体と一体に移動するとともに、前記当接ピンを上下方向に相対移動可能に保持する保持プレートと、
前記当接ピンの先端部と前記保持プレートとの間に介在して、前記鋼材と前記当接ピンの先端部とが当接した後、前記鋼材に下向きの付勢力を作用させ、前記保持プレートに上向きの付勢力を作用させるコイルばねと、を備えている、請求項3に記載の鋼種判別装置。
【請求項5】
前記コイルばねは縮みきった状態でメカニカルストッパとして作用して、前記測定部本体の下降端の位置を規定する、請求項4に記載の鋼種判別装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は鋼種判別装置に関し、特に鋼材から発生する蛍光X線の波長や強度に基づいて鋼種を判定する鋼種判別装置に関する。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
製造された鋼材が所定の合金組成のものであるか否かを確認する手段としては、火花検査、渦流探傷、発光分光分析などが用いられている。このなかで火花検査や渦流探傷は分析精度が低く、実施条件によって判定結果にバラつきが生じやすい。発光分光分析は放電させたときのスパッタ跡が製品に残存するため、磨き棒鋼用の分析法としては不向きである。
【0003】
上記以外の手段として、鋼材にX線を照射し、X線が照射された鋼材から発生する蛍光X線の波長や強度に基づいて鋼種を判定する蛍光X線分析も知られている(例えば下記特許文献1,2参照)。蛍光X線分析は非破壊で実施できる点も有用である。しかしながら蛍光X線分析は火花検査等に比べて測定に要する時間が長く、例えば製造ラインに組み込んでライン上を流れる鋼材全数について鋼種判別を行なおうとするとラインスピード(生産性)が低下してしまう問題があった。
【先行技術文献】
【特許文献】
【0004】
特開2007-320746号公報
特開2014-021098号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は以上のような事情を背景とし、搬送コンベア上の鋼材に対し効率良く蛍光X線分析による鋼種判別を行なうことが可能な鋼種判別装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
而してこの発明の第1の局面の鋼種判別装置は次のように規定される。即ち、
鋼材を所定のピッチで保持し間欠駆動する搬送コンベアと、
前記搬送コンベアの上方に設けられ、測定対象の前記鋼材に対するX線の照射および蛍光X線の検出を行なう測定部本体と、を備え、
蛍光X線分析により求められた各種元素の含有量に基づいて所定の鋼種であるか否かを判定する鋼種判別装置であって、
前記搬送コンベア上に保持された前記鋼材のピッチに対応して複数の前記測定部本体が設けられて、隣接する鋼材に対応する前記測定部本体同士は前記鋼材の搬送方向に対して斜めに配置されている。
【0007】
このように規定された第1の局面の鋼種判別装置によれば、搬送コンベアにより送られてきた複数の鋼材を同時に蛍光X線分析することで、効率良く蛍光X線分析による鋼種判別を行なうことができる。
【0008】
この場合、前記搬送コンベアの上方に設けられた取付用フレーム同士を前記鋼材の搬送方向に対して斜めに配置し、前記取付用フレームの搬送方向上流側と搬送方向下流側にそれぞれ前記測定部本体を取り付けることができる(第2の局面)。
【0009】
この発明の第3の局面は次のように規定される。即ち、
第1の局面で規定の鋼種判別装置において、前記測定部本体を昇降可能に保持する昇降ユニットを更に備え、
前記昇降ユニットは、前記鋼材の頂部から所定の距離に前記測定部本体の下降端の位置を規定するストッパ部を備えている。
【0010】
このように規定された第3の局面の鋼種判別装置によれば、測定部本体を昇降可能とした場合でも、測定時における鋼材と測定部本体との距離が略一定に保たれるため、測定値のばらつきを抑えることができる。また測定対象の鋼材のサイズが変化した場合でも、鋼材に対して所定の距離から測定部本体による測定を行なうことができる。また測定部本体による鋼材への過度な押し付けを防止し測定部本体の保護を図ることができる。
(【0011】以降は省略されています)
特許ウォッチbot のツイートを見る
この特許をJ-PlatPatで参照する
関連特許
大同特殊鋼株式会社
吊り具装置
1か月前
大同特殊鋼株式会社
オーステナイト系ステンレス鋼及び耐水素性部材
17日前
大同特殊鋼株式会社
希土類ボンド磁石用コンパウンド及びそれを用いた希土類ボンド磁石の製造方法
10日前
個人
棒鋼連続引抜装置
1か月前
株式会社プロテリアル
鍛造装置
3か月前
株式会社オプトン
曲げ加工装置
1か月前
トヨタ自動車株式会社
金型装置
3か月前
株式会社不二越
NC転造盤
1か月前
株式会社不二越
NC転造盤
4か月前
トヨタ紡織株式会社
プレス金型
11日前
株式会社トラバース
パンチング加工装置
3日前
株式会社アマダ
曲げ加工機
1か月前
株式会社TMEIC
監視装置
9日前
日産自動車株式会社
逐次成形方法
2か月前
加藤軽金属工業株式会社
押出材の加工装置
1か月前
株式会社不二越
転造加工用平ダイス
25日前
株式会社カネミツ
筒張出部形成方法
2か月前
トヨタ自動車株式会社
パイプ曲げ加工装置
1か月前
株式会社三明製作所
転造装置
3か月前
株式会社吉野機械製作所
プレス機械
2か月前
東洋製罐株式会社
有底筒状体加工装置
4か月前
株式会社エナテック
製品分離システム
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
3か月前
株式会社カネミツ
歯付円筒体形成方法
3か月前
本田技研工業株式会社
鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
日本製鉄株式会社
圧延装置
1か月前
日本製鉄株式会社
圧延装置
1か月前
トックス プレソテクニック株式会社
接合装置
1か月前
株式会社不二越
転造加工用鋼製平ダイス
5か月前
トヨタ自動車株式会社
歯形を鍛造成形する方法
18日前
株式会社IKS
滑り止め構造
2か月前
個人
日本刀の製造方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
4か月前
株式会社TMEIC
板離れ防止システム
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ