TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024070509
公報種別
公開特許公報(A)
公開日
2024-05-23
出願番号
2022181047
出願日
2022-11-11
発明の名称
プレス装置
出願人
トヨタ自動車株式会社
代理人
個人
主分類
B21D
28/34 20060101AFI20240516BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
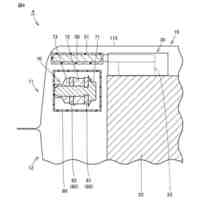
【課題】多品種かつ種々の量をプレス生産する際に効率よくスクラップを回収することが可能なプレス装置を提供すること。
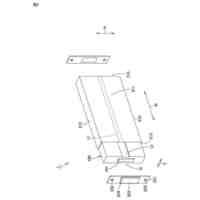
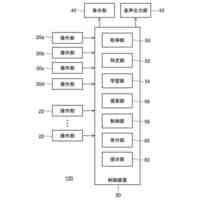
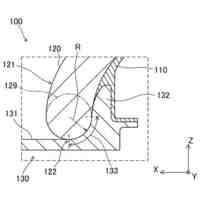
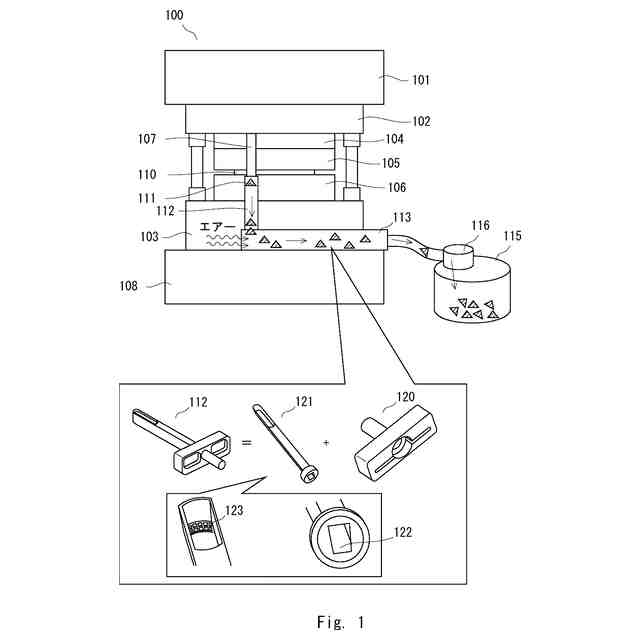
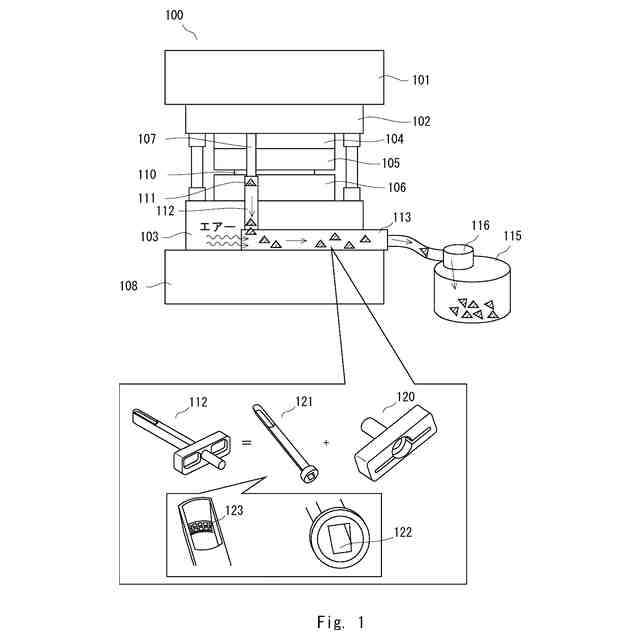
【解決手段】本開示に係るプレス装置100は、スクラップ回収機構を備えるプレス装置であって、スクラップ回収機構は、スクラップ落下口112と、スクラップ落下口の下側にあるスクラップ受け113と、スクラップ受けに接続するスクラップ回収ドラム115と、スクラップ回収ドラムに負圧を発生させる負圧発生手段116とを備え、スクラップ受けは、型接続部120と吸引部121を備え、型接続部は、スクラップ受けとスクラップ回収ドラムとを接続し、吸引部は、吸引部の内面の少なくとも底部に溝122を有し、スクラップ落下口に対する側の一部に通り窓123を有するものである。
【選択図】図1
特許請求の範囲
【請求項1】
スクラップ回収機構を備えるプレス装置であって、当該スクラップ回収機構は、
スクラップ落下口と、
前記スクラップ落下口の下側にあるスクラップ受けと、
前記スクラップ受けに接続するスクラップ回収ドラムと、
前記スクラップ回収ドラムに負圧を発生させる負圧発生手段と、を備え、
前記スクラップ受けは、型接続部と吸引部を備え、
前記型接続部は、前記スクラップ受けと前記スクラップ回収ドラムとを接続し、
前記吸引部は、前記吸引部の内面の少なくとも底部に溝を有し、前記スクラップ落下口に対する側の一部に通り窓を有する
プレス装置。
発明の詳細な説明
【技術分野】
【0001】
本開示は、プレス装置に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
車両などに使用される金属部材は、金型を用いて金属材をプレスすることにより製造される。一方で、金属部材の大型化及び多量化に伴い、プレスによって発生する金属のスクラップの量も増加するため、回収設備も大規模化する。したがって、効率の良くスクラップを回収することは、設備投資の抑える上で重要な課題となる。
【0003】
特許文献1には、打ち抜き加工されたスクラップを負圧の収容部に収容し、ベルトコンベアにて外部に排出するスクラップ回収機構を備えるプレス装置が開示されている。
【先行技術文献】
【特許文献】
【0004】
特開2014-034033号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
小型で少量の金属部材の製造には、スクラップを回収する際に、適度な大きさの箱などのスクラップ受けを設けるのみ、即ち、省スペースにて連続生産が可能である。一方、上述のように、使用される金属材及び製造される金属部材が大型化及び多量化する場合には、スクラップを回収するためのスクラップ受けも大型になる。さらに、ベルトコンベアなどによる搬送システムも必要となることが多い。
【0006】
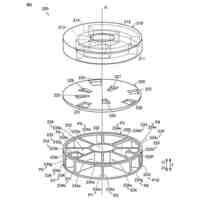
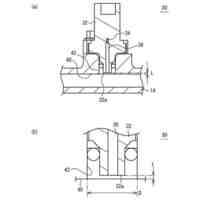
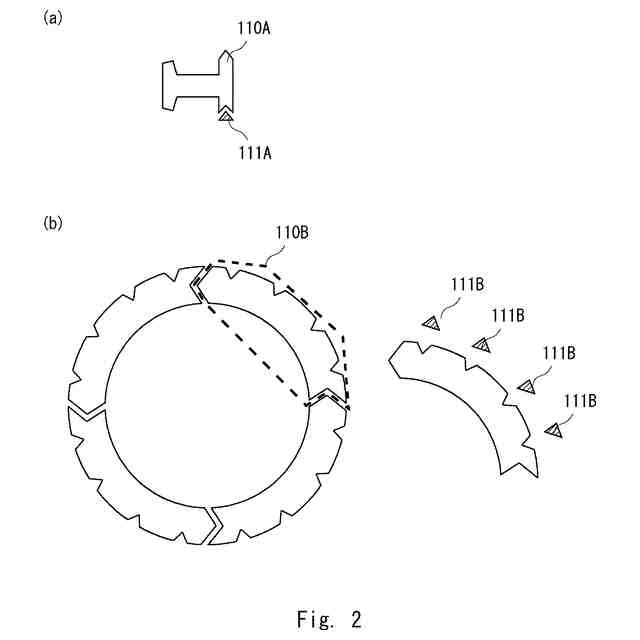
図2(a)、(b)は、プレス加工にて生じるスクラップの例である。図2(a)に示される小型の金属部材110Aは、生じるスクラップ111Aの量は少量である。一方、図2(b)に示される大型の金属部材110Bは、一例としてモータステータ部品を示しており、生じるスクラップ111Bは、スクラップ111Aに比べて大きく、また生じる量も多い。
【0007】
また、金属部材となる金属材には、金型との凝着防止と潤滑のために加工油が塗布されている。小型の金属部材において発生する軽量なスクラップは、回収機構において油に起因する貼り付きや堆積による詰まりなどのリスクがあるという課題がある。
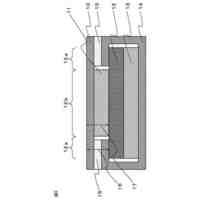
【0008】
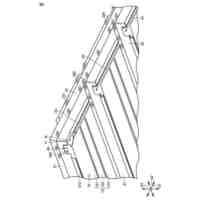
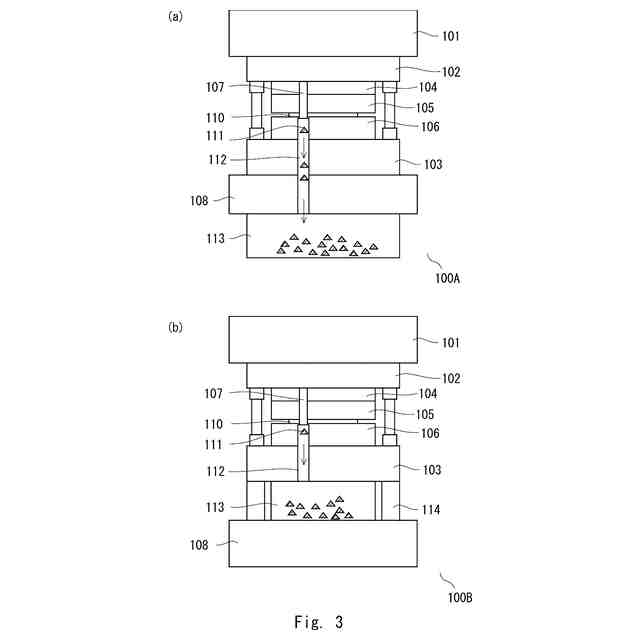
次に、プレス装置に関する課題について説明する。図3(a)、(b)は、スクラップ回収機構を備える一般的なプレス装置の略図である。図3(a)に示されるプレス装置100Aは、スライド101、上型台102、下型台103、パンチプレート104、ストリッパープレート105、ダイプレート106、パンチ107、ボルスター108を備える。また、金属部材110から発生したスクラップ111は、スクラップ落下口112を通って、ボルスター108の下に設けられたスクラップ受け113によって収容される。収容されたスクラップ111は、ベルトコンベア(図示せず)によって搬送され、外部に排出される。
【0009】
なお、簡略化のために図示していないが、パンチプレート104、ストリッパープレート105、ダイプレート106において、それぞれのプレートを支持するバッキングを備えている。
【0010】
図3(b)に示されるプレス装置100Bは、ボルスター108の上にゲタ114を介してスクラップ受け113が設けられている構成であり、それ以外の構成要素はプレス装置100Aと同様であるため、説明を省略する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
車両
4日前
トヨタ自動車株式会社
ロータ
5日前
トヨタ自動車株式会社
単電池
4日前
トヨタ自動車株式会社
ロータ
12日前
トヨタ自動車株式会社
電動車
18日前
トヨタ自動車株式会社
電動車両
12日前
トヨタ自動車株式会社
充電装置
4日前
トヨタ自動車株式会社
切替装置
4日前
トヨタ自動車株式会社
切替装置
4日前
トヨタ自動車株式会社
管理装置
13日前
トヨタ自動車株式会社
蓄電セル
4日前
トヨタ自動車株式会社
電動車両
4日前
トヨタ自動車株式会社
蓄電装置
12日前
トヨタ自動車株式会社
連結構造
1日前
トヨタ自動車株式会社
取付装置
19日前
トヨタ自動車株式会社
連結車両
11日前
トヨタ自動車株式会社
制御装置
12日前
トヨタ自動車株式会社
モータ装置
12日前
トヨタ自動車株式会社
燃圧センサ
12日前
トヨタ自動車株式会社
電池パック
12日前
トヨタ自動車株式会社
高圧タンク
12日前
トヨタ自動車株式会社
熱管理回路
11日前
トヨタ自動車株式会社
運転支援装置
1日前
トヨタ自動車株式会社
情報処理装置
18日前
トヨタ自動車株式会社
配管保持構造
4日前
トヨタ自動車株式会社
情報処理装置
4日前
トヨタ自動車株式会社
車両制御装置
1日前
トヨタ自動車株式会社
情報処理装置
4日前
トヨタ自動車株式会社
情報処理装置
18日前
トヨタ自動車株式会社
管理システム
4日前
トヨタ自動車株式会社
画像検査装置
13日前
トヨタ自動車株式会社
異常判定装置
4日前
トヨタ自動車株式会社
情報処理装置
4日前
トヨタ自動車株式会社
情報処理装置
18日前
トヨタ自動車株式会社
表示制御装置
12日前
トヨタ自動車株式会社
電力システム
18日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ