TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024048631
公報種別
公開特許公報(A)
公開日
2024-04-09
出願番号
2022154651
出願日
2022-09-28
発明の名称
板状部材送り装置
出願人
アイダエンジニアリング株式会社
代理人
個人
主分類
B21D
43/09 20060101AFI20240402BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 比較的簡単かつコンパクトで低コストに繋がる構成でありながら、設置スペースを削減して設置レイアウトの自由度とメンテナンス性を向上させることができると共に、搬送能力の高い板状部材送り装置を提供する。
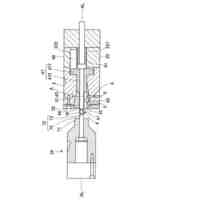
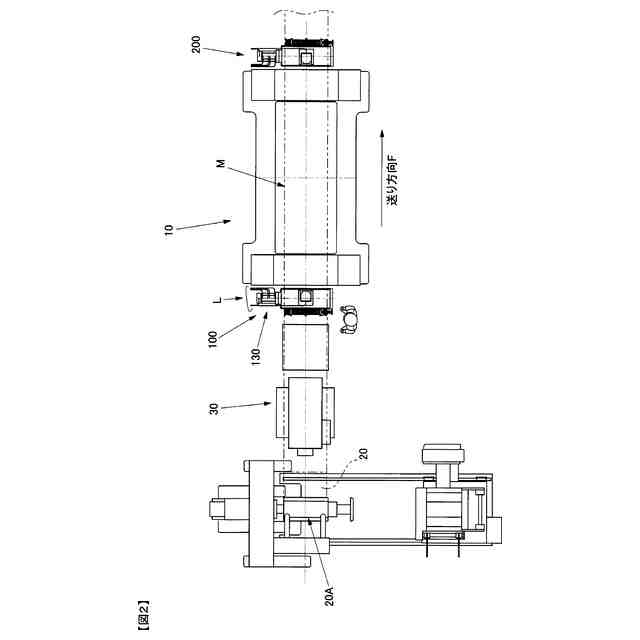
【解決手段】 本発明は、装置本体に対して回転可能に支持される下ロール101と、前記下ロール101に対面して平行に配設される回転可能な上ロール102と、により挟み込んで板状部材Mを搬送する板状部材送り装置10であって、下ロール101の回転軸に一体的に備えられる下ギア111と、下ギア111に噛合されると共に上ロール102の回転軸と一体的に備えられる中間ギア112と、中間ギア112に噛合される上ギア113と、下ロール101の回転軸に一体的に取り付けられて回転駆動する下ロール用駆動モータ110と、上ギア113を回転駆動する上ロール用駆動モータ130と、を備える。
【選択図】図4
特許請求の範囲
【請求項1】
装置本体に対して回転可能に支持される下ロールと、前記下ロールと平行に配設される回転可能な上ロールと、により挟み込んで板状部材を搬送する板状部材送り装置であって、
前記下ロールの回転軸に一体的に備えられる下ギアと、
当該下ギアに噛合されると共に、前記上ロールの回転軸と一体的に備えられる中間ギアと、
当該中間ギアに噛合される上ギアと、
前記下ロールの回転軸に一体的に取り付けられて回転駆動する下ロール用駆動モータと、
前記上ギアを回転駆動する上ロール用駆動モータと、
を備えることを特徴とする板状部材送り装置。
続きを表示(約 770 文字)
【請求項2】
前記下ロール用駆動モータ及び前記上ロール用駆動モータは、前記下ロール及び前記上ロールに対して同一側に配置されていることを特徴とする請求項1に記載の板状部材送り装置。
【請求項3】
前記下ロール用駆動モータ及び前記上ロール用駆動モータは、前記中間ギアとの関係で、前記下ロール及び前記上ロールが配置されている側とは反対側に位置していることを特徴とする請求項1に記載の板状部材送り装置。
【請求項4】
前記上ロールと前記中間ギアは、オルダム継手を介して連結していることを特徴とする請求項1に記載の板状部材送り装置。
【請求項5】
前記下ギアの回転中心と、前記中間ギアの回転中心と、前記上ギアの回転中心と、が同一直線上に配置されていることを特徴とする請求項1に記載の板状部材送り装置。
【請求項6】
前記下ギアの回転中心と、前記中間ギアの回転中心と、を結ぶ直線と、
前記中間ギアの回転中心と、前記上ギアの回転中心と、を結ぶ直線と、
が所定角度で交差することを特徴とする請求項1に記載の板状部材送り装置。
【請求項7】
前記中間ギアと前記上ギアとの間にアイドルギアが介装されることを特徴とする請求項1に記載の板状部材送り装置。
【請求項8】
前記下ギアと前記中間ギアと前記上ギアが同じモジュールで同じ歯数であることを特徴とする請求項1~請求項6の何れか一つ記載の板状部材送り装置。
【請求項9】
前記下ギアと前記中間ギアが同じモジュールで同じ歯数であり、前記上ギアはこれらと同じモジュールで歯数が前記下ギア及び前記中間ギアよりも多いことを特徴とする請求項1~請求項6の何れか一つ記載の板状部材送り装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状部材を下流(次工程)へ送る板状部材送り装置に関し、例えばプレスマシンに供給される板状部材を搬送する板状部材の送り装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、板状部材(シート状のブランク材)をプレスマシンに供給する技術として、例えば特許文献1には、図7に示すように、上ロール1と下ロール2の間に板状部材Mを挟み、上ロール1を上ロール用駆動モータ1Aにより回転軸1Bを介して回転駆動すると共に、下ロール2を下ロール用駆動モータ2Aにより回転軸2Bを介して回転駆動することで、板状部材を搬送する材料送り装置が記載されている。
【先行技術文献】
【特許文献】
【0003】
特開2017-18992号公報
特開2018-47496号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
そして、特許文献1に記載の材料送り装置では、上下各ロール1,2の慣性モーメントの差を0.001%以下とすることで、上ロール1と下ロール2の同期性を保証している。
しかしながら、上下各ロール1,2の慣性モーメントの差を0.001%以下とし、制御的に上下各駆動モータ1A、2Aの同期運転を行ったとしても、上ロール用駆動モータ1Aの駆動と、下ロール用駆動モータ2Aの駆動と、が別々であるため、何らかの原因によって両者間で駆動にズレが生じることも想定される。したがって、機械的に上ロール1と下ロール2を連結して上ロール1と下ロール2の同期をとることが、搬送速度の高速化、搬送精度、安全面などからは望ましい。
【0005】
また、特許文献2の材料送り装置は、図8に示すように、下ロール5に対して同軸的な下ロール軸5Aの一端に当該下ロール軸5Aを回転駆動する下ロール用駆動モータ7が備えられると共に、下ロール軸5Aの他端には一体的に回転する外周ギア5Bが備えられている。そして、この外周ギア5Bと噛合する外周ギア6Bが、上ロール6と同軸的な上ロール軸6Aに略一体的に取り付けられている。
このような構成の特許文献2のものは、外周ギア5Bと外周ギア6Bが噛合しているため、下ロール5と上ロール6は機械的に回転連結され、機械的な同期が取られている。
【0006】
しかしながら、特許文献2の構成の材料送り装置では、下ロール5及び上ロール6が単一のモータによって駆動されるため、特許文献1のものほど搬送能力が大きくないといった実情がある。
【0007】
このため、特許文献2の方法で上ロールと下ロールの機械的な同期をとったうえで、搬送能力を高めようとする場合には、特許文献1のように、装置の左右(図8の左右方向)に上ロール6(回転軸6A)を駆動するモータを取り付けることが考えられる。しかし、かかる場合には、装置の幅が大きくなり、工場における装置の設置自由度が低下する。また、それと共に、左右に駆動モータが存在することで駆動モータ用の配線が引き回されるエリアが増加することになる。その結果、装置保守作業にとって不便さを招き、装置のメンテナンス性が損なわれる可能性がある。
【0008】
また、近年のプレスマシンの高速化に伴い、板状材料の送り装置にあっても、装置の幅を小さく維持可能としながら、搬送精度や搬送能力をより一層高めることが求められる。
【0009】
本発明は、かかる実情に鑑みなされたもので、比較的簡単かつコンパクトで低コストに繋がる構成でありながら、設置スペースを削減して設置レイアウトの自由度とメンテナンス性を向上させることができると共に、搬送能力の高い板状部材送り装置を提供することを目的とする。
【課題を解決するための手段】
【0010】
このため、本発明に係る板状部材送り装置は、
装置本体に対して回転可能に支持される下ロールと、前記下ロールと平行に配設される回転可能な上ロールと、により挟み込んで板状部材を搬送する板状部材送り装置であって、
前記下ロールの回転軸に一体的に備えられる下ギアと、
当該下ギアに噛合されると共に、前記上ロールの回転軸と一体的に備えられる中間ギアと、
当該中間ギアに噛合される上ギアと、
前記下ロールの回転軸に一体的に取り付けられて回転駆動する下ロール用駆動モータと、
前記上ギアを回転駆動する上ロール用駆動モータと、
を備えることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
3か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社アマダ
金型交換装置
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
旭サナック株式会社
圧造機
3か月前
旭サナック株式会社
圧造機
19日前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
住友重機械工業株式会社
ストレッチ成形装置
4か月前
JFEスチール株式会社
圧延方法
29日前
川崎重工業株式会社
ロール成形機及びロール成形方法
4か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ自動車株式会社
プレス装置
5日前
株式会社アマダ
パンチング加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
3か月前
日産自動車株式会社
鍛造方法
4か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
トヨタ自動車株式会社
接合方法
5日前
続きを見る
他の特許を見る








 特許ウォッチ
特許ウォッチ