TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024017018
公報種別
公開特許公報(A)
公開日
2024-02-08
出願番号
2022119373
出願日
2022-07-27
発明の名称
ストレッチ成形装置
出願人
住友重機械工業株式会社
代理人
個人
,
個人
主分類
B21D
25/02 20060101AFI20240201BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】潤滑剤の温度が高い場合は勿論、気温が低い場合などでもワークに十分な量の潤滑油を吐出することが可能なストレッチ成形装置を提供する。
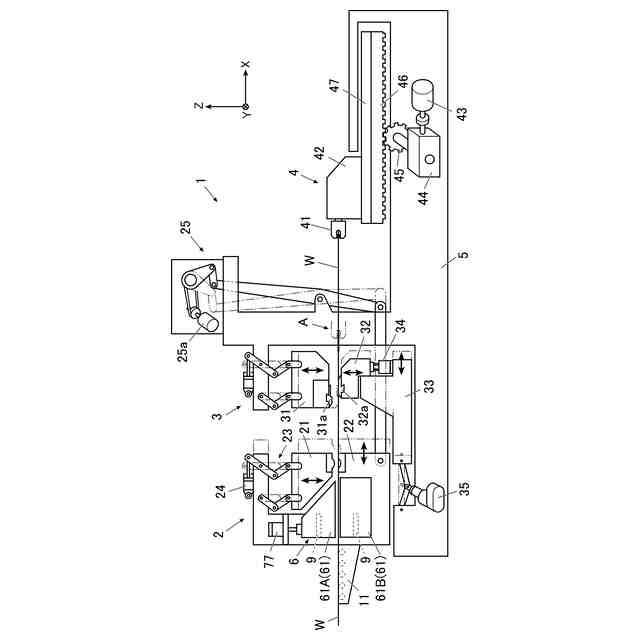
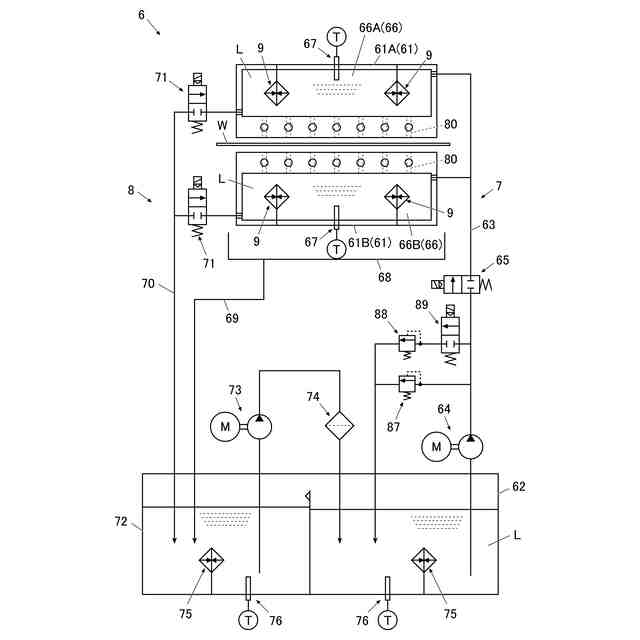
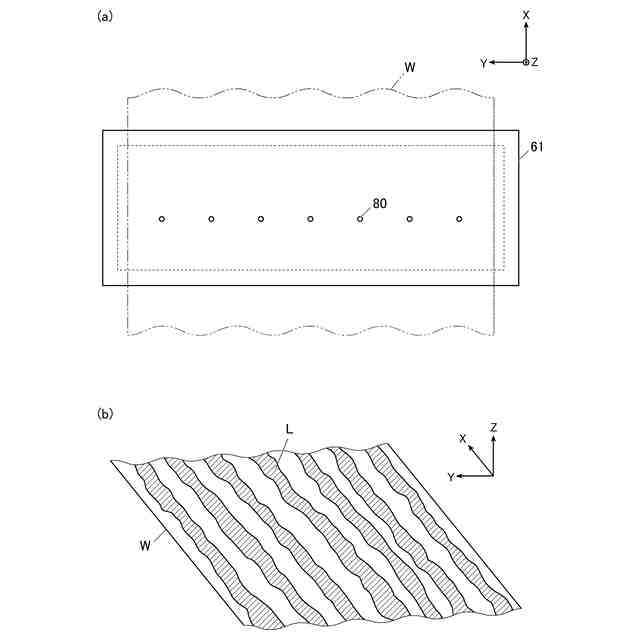
【解決手段】ストレッチ成形装置1は、板状のワークWの一の部分を挟み込む挟み込み機構2と、挟み込み機構2によりワークWが挟まれた状態でワークWの他の部分を引っ張る引っ張り機構4と、挟み込み機構2と引っ張り機構4との間でワークWを成形する成形部3と、挟み込み機構2の、引っ張り機構4とは反対側であってワークWの両面にそれぞれ配置された、ワークWの各面に潤滑剤Lをそれぞれ吐出する吐出部61と、吐出部61に設けられ、潤滑剤Lを加熱する加熱機構9とを備える。
【選択図】図3
特許請求の範囲
【請求項1】
板状のワークの一の部分を挟み込む挟み込み機構と、
前記挟み込み機構により前記ワークが挟まれた状態で、前記ワークの他の部分を引っ張る引っ張り機構と、
前記挟み込み機構と前記引っ張り機構との間で前記ワークを成形する成形部と、
前記挟み込み機構の、前記引っ張り機構とは反対側であって前記ワークの両面にそれぞれ配置された、前記ワークの各面に潤滑剤をそれぞれ吐出する吐出部と、
前記吐出部に設けられ、前記潤滑剤を加熱する加熱機構とを備える、
ストレッチ成形装置。
続きを表示(約 740 文字)
【請求項2】
前記吐出部は、前記ワークの各面に前記潤滑剤をそれぞれ塗布するように吐出する、
請求項1に記載のストレッチ成形装置。
【請求項3】
前記吐出部は、前記潤滑剤を溜める潤滑剤溜めを有しており、前記加熱機構は、前記潤滑剤溜めに設けられている、
請求項1に記載のストレッチ成形装置。
【請求項4】
前記加熱機構は、前記潤滑剤溜め内に突出するように配置されている、
請求項3に記載のストレッチ成形装置。
【請求項5】
前記加熱機構は、ヒータを備え、
前記ヒータは、前記潤滑剤溜め内に突出するように配置された保護筒中に挿入して配置されている、
請求項3に記載のストレッチ成形装置。
【請求項6】
前記加熱機構は、少なくとも前記潤滑剤溜めへの前記潤滑剤の流入側に設けられる、
請求項3に記載のストレッチ成形装置。
【請求項7】
前記潤滑剤を循環させる循環機構を備える、
請求項1に記載のストレッチ成形装置。
【請求項8】
前記循環機構により、前記潤滑剤を前記ワークに吐出する前に循環させる、
請求項7に記載のストレッチ成形装置。
【請求項9】
前記潤滑剤の吐出時には、前記循環機構による前記潤滑剤の循環を停止する、
請求項8に記載のストレッチ成形装置。
【請求項10】
前記吐出部に前記潤滑剤を供給する供給機構を備え、
前記供給機構は、前記吐出部における前記潤滑剤の温度に応じて前記潤滑剤に加える圧力を変える、
請求項1に記載のストレッチ成形装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、ストレッチ成形装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
例えば、航空機のフレームやパラボラアンテナの反射面等を製造する際、金属等の板状のワークが曲面状に成形される。
このように、板状のワークを曲面状に成形する装置としてストレッチ成形装置が知られている。
【0003】
例えば特許文献1に記載されたストレッチ成形装置では、ワークを、挟み込み機構でワークに直交する方向から挟み込みつつ、ワークの先端を引っ張る。
そして、引っ張られているワークの部分に湾曲した金型を押し当てるなどし、その状態でワークを引っ張っていくことで板状のワークが曲面状に成形される。
【先行技術文献】
【特許文献】
【0004】
特開平4-300033号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、ストレッチ成形装置では、挟み込み機構でワークを挟み込んで引っ張る際のワークと挟み込み機構との摩擦を低減するために、ワークが挟み込み機構で挟み込まれる前にワークの表面と裏面に潤滑油を吐出するように構成されている場合がある。
この場合、ワークの表面と裏面に吐出部をそれぞれ当接あるいは近接させ、ワークの各面と各吐出部との間に潤滑油を流出させるようにしてワークの表面と裏面に潤滑油をそれぞれ吐出させる。
【0006】
そして、ワークが挟み込み機構で高圧で挟み込まれても潤滑油がワークの面上に付着した状態になるようにするために、潤滑油は高粘度のものが使用される。
しかし、高粘度の潤滑油は、冬で気温が低い場合などには潤滑油が吐出部のノズル内やオイル溜めの中で固化したり流動性が悪化して、十分な量の潤滑剤をワークに吐出できなくなる場合がある。
【0007】
そして、十分な量の潤滑油がワークに吐出されないと、ワークを挟み込み機構で高圧で挟み込んだ際に、ワークの面が傷ついたりいわゆるかじりが生じたりしてしまう場合があった。
本発明は、上記の点を鑑みてなされたものであり、潤滑剤の温度が高い場合は勿論、気温が低い場合などでもワークに十分な量の潤滑油を吐出することが可能なストレッチ成形装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明に係るストレッチ成形装置は、
板状のワークの一の部分を挟み込む挟み込み機構と、
前記挟み込み機構により前記ワークが挟まれた状態で、前記ワークの他の部分を引っ張る引っ張り機構と、
前記挟み込み機構と前記引っ張り機構との間で前記ワークを成形する成形部と、
前記挟み込み機構の、前記引っ張り機構とは反対側であって前記ワークの両面にそれぞれ配置された、前記ワークの各面に潤滑剤をそれぞれ吐出する吐出部と、
前記吐出部に設けられ、前記潤滑剤を加熱する加熱機構とを備える。
【発明の効果】
【0009】
本発明によれば、潤滑剤の温度が高い場合は勿論、気温が低い場合などでもワークに十分な量の潤滑油を吐出することが可能となる。
【図面の簡単な説明】
【0010】
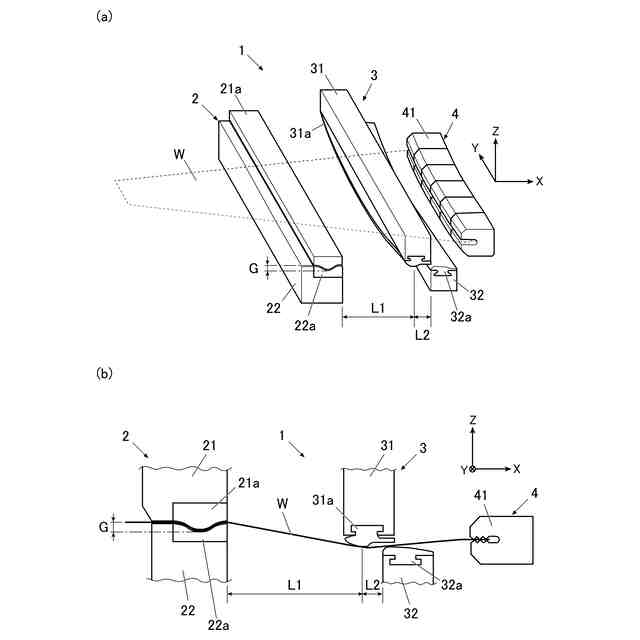
(a)本実施形態に係るストレッチ成形装置を説明するためのイメージ図であり、(b)側方から見たイメージ図である。
(a)ワークに成形された複合曲面の一例を表す斜視図であり、(b)側面図である。
本実施形態に係るストレッチ成形装置の構成を表す概略側面図である。
本実施形態に係るストレッチ成形装置の吐出機構の全体構成を示す図である。
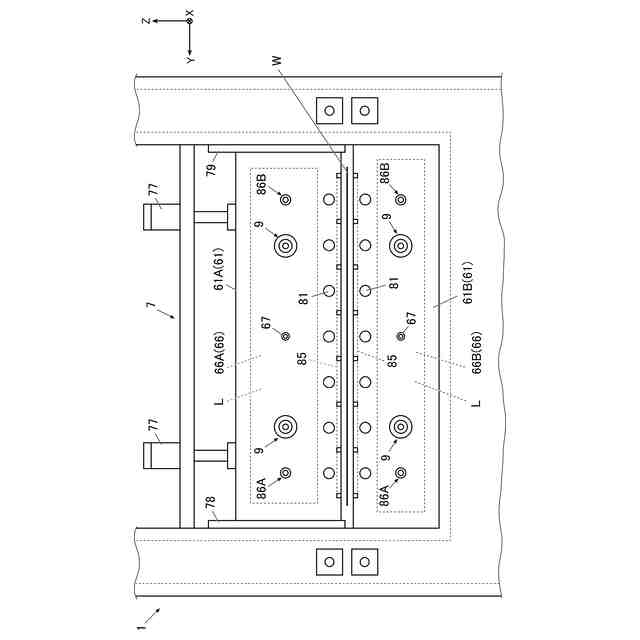
吐出機構の要部の正面図である。
(a)吐出機構の要部の側面断面図であり、(b)吐出部のノズルを開いた状態を表す側面断面図である。
第1吐出部の下面を含む部分を下側すなわちワーク側から見た図である。
(a)複数のノズルだけが形成された吐出部を下側から見た図であり、(b)ワークのうちノズルに対向する部分にだけ潤滑剤が塗布された状態を表す図である。
従来のストレッチ成形装置の吐出機構の全体構成を示す図である。
本実施形態に係る吐出部の平面断面図であり、吐出部内での潤滑剤の流れ等を表す図である。
本実施形態での吐出部内の潤滑剤の温度の時間的変化の一例を表すグラフである。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ