TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024052586
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2023159985
出願日
2023-09-25
発明の名称
プレス成形方法
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B21D
22/26 20060101AFI20240404BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】捨絞部の局所伸びの防止と皴の発生防止とを両立できるプレス成形方法を提供する。
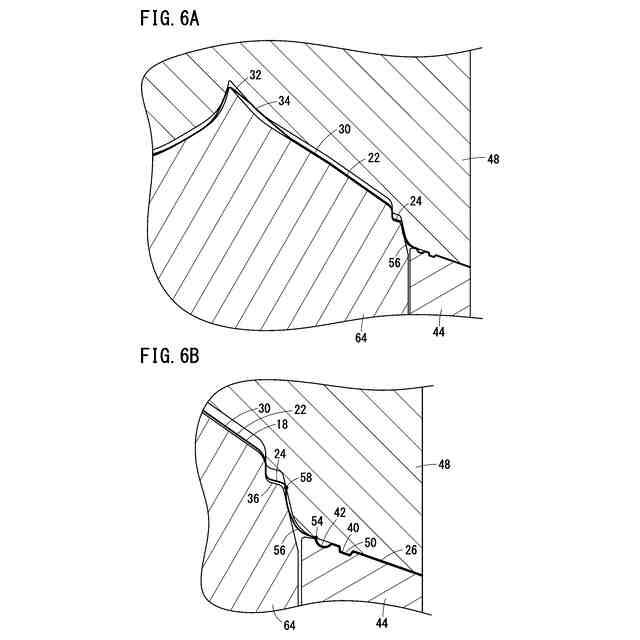
【解決手段】プレス成形方法は、エッジ半径の大きな中間稜線部を有する中間成形体30を押圧して目標成形体を形成する成形工程を含み、上型48は製品部22と捨絞部24との境界部分に上型段部60を有し、中間成形体30の捨絞部24は、成形工程の初期において上型48から離間して捨絞部24に伸び代を提供する離間部56と、成形工程の初期において上型48と接触して皺の発生を阻止する第1接触部54及び第2接触部58と、を有する。
【選択図】図3
特許請求の範囲
【請求項1】
製品部と、前記製品部の外周に位置し成形後に前記製品部から切り離される捨絞部と、を有する板材を、前記製品部に稜線部が含まれる目標成形体に形成するプレス成形方法であって、
前記稜線部のエッジ半径よりも大きいエッジ半径の中間稜線部を有する中間成形体を形成する第1工程と、
前記中間成形体から前記目標成形体を形成する第2工程と、を有し、
前記中間成形体の前記製品部は、前記目標成形体よりも前記稜線部のエッジ半径方向の内方に偏差した内側部と、前記目標成形体よりも前記エッジ半径方向の外方に偏差した弛み部と、を有し、
前記中間成形体の前記捨絞部は、前記第2工程の初期において前記第2工程の上型から離間して前記捨絞部に伸び代を提供する離間部と、前記第2工程の前記上型と接触して前記第2工程の初期において前記板材の移動を阻止する接触部と、を有する、プレス成形方法。
続きを表示(約 760 文字)
【請求項2】
請求項1記載のプレス成形方法であって、
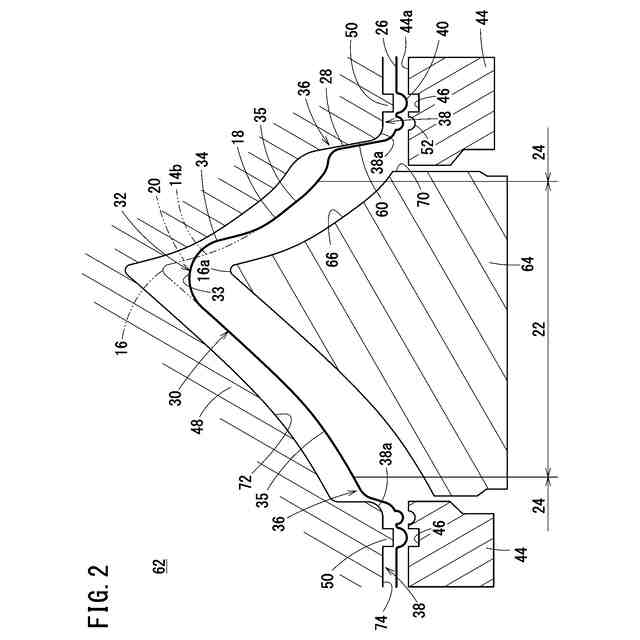
前記第2工程の成形金型は、前記目標成形体の形状を有する前記上型と、前記上型に向かい合う下型と、前記下型の外周側に配置され、前記中間成形体の前記捨絞部を前記上型との間で挟持するブランクホルダと、を備え、
前記第2工程は、前記ブランクホルダと前記上型とで前記捨絞部を挟持するホールド工程と、
前記上型と前記下型とで、前記中間成形体を押圧して前記目標成形体に成形する成形工程と、を有し、
前記上型は前記製品部と前記捨絞部との境界部分に上型段部を有し、
前記中間成形体の前記離間部は、前記上型段部に向かい合う位置に配置されている、プレス成形方法。
【請求項3】
請求項2記載のプレス成形方法であって、前記中間成形体は、前記ブランクホルダ及び前記上型に挟まれる位置に、前記上型から離間して前記伸び代を提供する調整ビードを有する、プレス成形方法。
【請求項4】
請求項3記載のプレス成形方法であって、前記ブランクホルダは、前記調整ビードを収容して前記中間成形体を前記上型から離間させる調整凹部を有する、プレス成形方法。
【請求項5】
請求項3又は4記載のプレス成形方法であって、前記接触部は、前記調整ビードの内端部において前記上型に線接触する第1接触部と、前記上型段部に線接触する第2接触部とを有し、前記離間部は前記第1接触部と前記第2接触部との間に位置する、プレス成形方法。
【請求項6】
請求項5記載のプレス成形方法であって、前記成形工程において、前記中間成形体の前記離間部及び前記調整ビードが伸びることで、前記捨絞部が前記上型に密着する形状に変形する、プレス成形方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板材を所定形状に成形するためのプレス成形方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
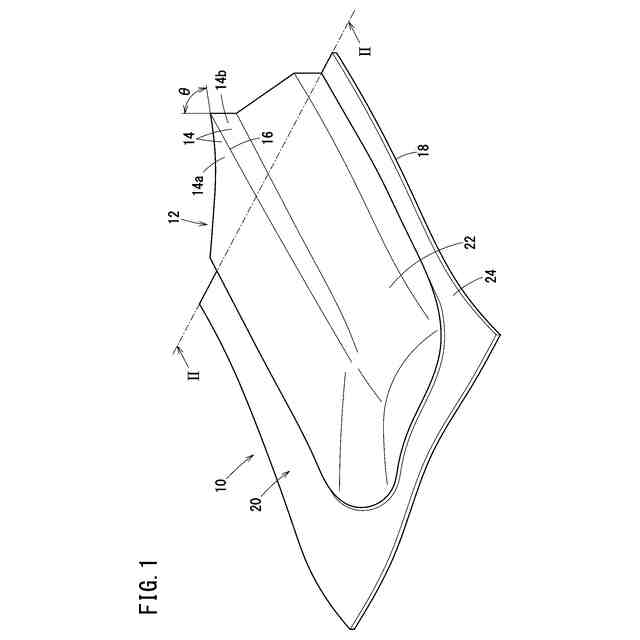
自動車のボンネット、サイドパネル、及びドアパネルを初めとするアウタパネルは、一般に金属の板材をプレス成形して生産される。アウタパネルは、自動車の意匠を決定づける部位であり、キャラクタラインと呼ばれる小曲率半径の稜線部を有するデザインが採用されることがある。このような小曲率半径の稜線部をプレス成形するには、高度な技術が必要とされる。例えば、特許文献1には、小曲率半径の稜線部をプレスにより形成するプレス成形方法が開示されている。
【0003】
特許文献1に記載されたプレス成形方法は、稜線部よりも曲率半径の大きな中間稜線部を有する中間成形体を1回目のプレス工程で形成し、その後、2回目のプレス工程で中間稜線部を小曲率半径の稜線部に形成する。このプレス成形方法は、中間成形体に、中間稜線部の近傍で、目標とする成形体(目標成形体20)からずれるように弛み部分(外側領域)を設けておく。このような弛み部分は、小曲率半径の稜線部を形成する際の板材の伸び代となり、稜線部付近の亀裂を防ぎつつ、2回のプレス工程で小曲率半径の稜線部を形成可能とする。
【先行技術文献】
【特許文献】
【0004】
国際公開第2020/195591号
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記のプレス成形方法では、稜線部を挟む一対の平坦部分の角度(以下、挟み角θと呼ぶ。)が小さくなると、稜線部分の伸びが増大するため、より大きな伸び代が必要となる。上記のプレス成形方法は、稜線部分の伸び代を確保するべく、弛み部分を大きくすると、中間成形体を上型とブランクホルダとで挟持する際に、中間成形体が上型と干渉してしまう。その結果、従来のプレス成形方法は、挟み角θを小さくした場合に成形品に傷が生じるという問題がある。
【0006】
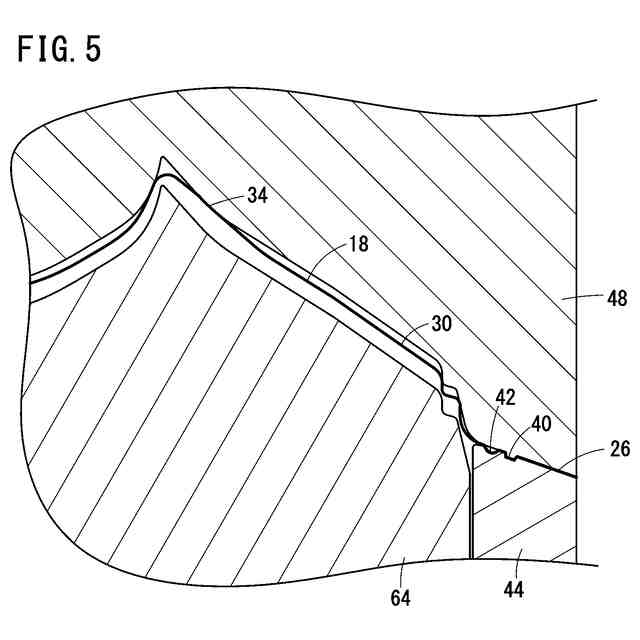
中間成形体と上型との干渉による傷の発生を防ぐために、上型の製品部と捨絞部との境界の段部の高さを増大させることが考えられる。このような上型を用いる場合には、プレスストローク方向により大きく膨らんだ弛み部を有する中間成形体と、上型との干渉を防止できる。
【0007】
ところが、上型の製品部と捨絞部との境界の段部の高さを大きくすると、捨絞部の伸びが増大してしまい、製品部と捨絞部との境界に局所伸びが発生してしまう。このような局所伸びを防ぐために、捨絞部に伸び代となる弛み部を設けることが考えられるが、捨絞部に弛み部を設けると、製品部と捨絞部との境界付近に皺が入ってしまうことが判明した。
【0008】
本発明は、上記した課題を解決することを目的とする。
【課題を解決するための手段】
【0009】
以下の開示の一観点は、製品部と、前記製品部の外周に位置し成形後に前記製品部から切り離される捨絞部と、を有する板材を、前記製品部に稜線部が含まれる目標成形体に形成するプレス成形方法であって、前記稜線部のエッジ半径よりも大きいエッジ半径の中間稜線部を有する中間成形体を形成する第1工程と、前記中間成形体から前記目標成形体を形成する第2工程と、を有し、前記中間成形体の前記製品部は、前記目標成形体よりも前記稜線部のエッジ半径方向の内方に偏差した内側部と、前記目標成形体よりも前記エッジ半径方向の外方に偏差した弛み部と、を有し、前記中間成形体の前記捨絞部は、前記第2工程の初期において前記第2工程の上型から離間して前記捨絞部に伸び代を提供する離間部と、前記第2工程の前記上型と接触して前記第2工程の初期において前記板材の移動を阻止する接触部と、を有する、プレス成形方法にある。
【発明の効果】
【0010】
上記観点のプレス成形方法は、捨絞部の中間成形体に上型から離間した離間部を有することにより、捨絞部の伸び代を確保できる。また、上記のプレス成形方法は、捨絞部が上型に接触することで、成形工程の初期段階での過度な材料の供給を防いで皺の発生を防止できる。したがって、上記観点のプレス成形方法は、捨絞部の局所伸びの防止と皴の発生防止とを両立できる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
運転支援装置
今日
本田技研工業株式会社
内燃機関及び鞍乗型車両
今日
本田技研工業株式会社
情報分析装置及び情報分析方法
1日前
本田技研工業株式会社
情報分析装置及び情報分析方法
1日前
本田技研工業株式会社
情報分析装置及び情報分析方法
1日前
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
川崎重工業株式会社
プレス用金型
2か月前
株式会社サンテック
ヘミング加工方法
1か月前
川崎重工業株式会社
金型形状の選定方法
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
3か月前
本田技研工業株式会社
プレス成形方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
2か月前
旭サナック株式会社
圧造機
19日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
トヨタ自動車株式会社
プレス装置
5日前
JFEスチール株式会社
圧延方法
29日前
株式会社栗本鐵工所
ベンディングロール
2か月前
トヨタ紡織株式会社
プレス加工方法
2か月前
株式会社アマダ
パンチング加工方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
5日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ