TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024067647
公報種別
公開特許公報(A)
公開日
2024-05-17
出願番号
2022177881
出願日
2022-11-07
発明の名称
歪矯正方法
出願人
株式会社ジェイテクトフルードパワーシステム
代理人
主分類
B21D
3/10 20060101AFI20240510BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】押し込む位置が矯正回数による制約を受けることなく良好な矯正効果が得られる歪矯正方法を提供する
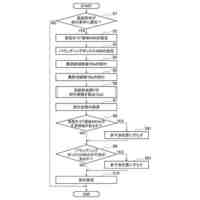
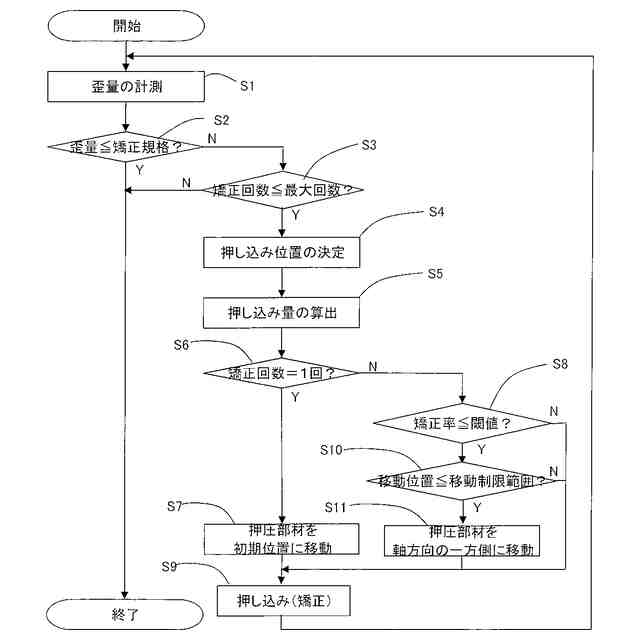
【解決手段】矯正回数を数える工程S6と、歪を矯正した矯正値を目標値で除した矯正率を閾値と比較する工程S8と、押圧部材を軸方向に移動する移動位置を移動範囲を定める移動制限範囲と比較する工程S10とを備える。矯正回数が2回以上で、矯正率が閾値以下で、移動位置が移動制限範囲内であると、押圧部材を前回の押し込み位置より軸方向に移動した位置で押し込む。
【選択図】図2
特許請求の範囲
【請求項1】
軸部材の複数個所における歪量を計測する工程と、計測した歪量に基づいて軸部材の軸方向の押し込み位置を決定する工程と、決定した押し込み位置で計測した歪量に基づいて軸部材に対する押し込み量を算出する工程と、算出した押し込み量に基づいて軸部材の押し込み位置を押圧部材で押し込んで矯正する工程とを備える歪矯正方法であって、矯正回数を数える工程と、歪を矯正した矯正値を目標値で除した矯正率を閾値と比較する工程と、押圧部材を軸方向に移動する移動位置を移動範囲を定める移動制限範囲と比較する工程とを備え、矯正回数が2回以上で、矯正率が閾値以下で、移動位置が移動制限範囲内であると、押圧部材を前回の押し込み位置より軸方向に移動した位置で押し込むことを特徴とする歪矯正方法。
続きを表示(約 160 文字)
【請求項2】
前記押圧部材は前回の押し込み位置より軸方向の一方側のみに移動した位置で押し込むことを特徴とする請求項1に記載の歪矯正方法。
【請求項3】
前記矯正回数が1回では、前記押圧部材を前記移動制限範囲の端部に位置することを特徴とする請求項1または2のいずれか一つに記載の歪矯正方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、軸部材に生じた歪を矯正する歪矯正方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
この種の歪矯正方法は、軸部材(ワ-ク)の歪量(振れ量)を計測する工程と、計測した歪量に基づいて軸部材の軸方向の押し込み位置を決定する工程と、決定した押し込み位置で計測した歪量に基づいて軸部材に対する押し込み量を算出する工程と、算出した押し込み量に基づいて軸部材の押し込み位置を押圧部材で押し込む工程とを備え、2回目以降に実施される矯正では、前回の矯正までの間で矯正回数が最も少ない位置(箇所)のうち、歪量が最大の位置を押し込みしている。そして、矯正回数が最も少ない位置を押し込みするから、矯正回数が多い位置より軸部材の加工硬化が小さく、矯正する場合の効果を発揮できるようにしている。
【先行技術文献】
【特許文献】
【0003】
特開2015-174106号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、かかる従来の歪矯正方法では、前回の矯正までの間で矯正回数が最も少ない位置を押し込みしているため、押し込む位置が矯正回数による制約を受けて、いまだ満足のいく矯正効果を得られ難かった。
【0005】
本発明の課題は、押し込む位置が矯正回数による制約を受けることなく良好な矯正効果が得られる歪矯正方法を提供するものである。
【課題を解決するための手段】
【0006】
かかる課題を達成すべく、本発明は次の手段をとった。即ち、
軸部材の複数個所における歪量を計測する工程と、計測した歪量に基づいて軸部材の軸方向の押し込み位置を決定する工程と、決定した押し込み位置で計測した歪量に基づいて軸部材に対する押し込み量を算出する工程と、算出した押し込み量に基づいて軸部材の押し込み位置を押圧部材で押し込んで矯正する工程とを備える歪矯正方法であって、矯正回数を数える工程と、歪を矯正した矯正値を目標値で除した矯正率を閾値と比較する工程と、押圧部材を軸方向に移動する移動位置を移動範囲を定める移動制限範囲と比較する工程とを備え、矯正回数が2回以上で、矯正率が閾値以下で、移動位置が移動制限範囲内であると、押圧部材を前回の押し込み位置より軸方向に移動した位置で押し込むことを特徴とする歪矯正方法がそれである。
【0007】
この場合、前記押圧部材は前回の押し込み位置より軸方向の一方側のみに移動した位置で押し込んでもよい。また、前記矯正回数が1回では、前記押圧部材を前記移動制限範囲の端部に位置してもよい。
【発明の効果】
【0008】
以上詳述したように、請求項1に記載の発明は、矯正回数を数える工程と、歪を矯正した矯正値を目標値で除した矯正率を閾値と比較する工程と、押圧部材を軸方向に移動する移動位置を移動範囲を定める移動制限範囲と比較する工程とを備え、矯正回数が2回以上で、矯正率が閾値以下で、移動位置が移動制限範囲内であると、押圧部材を前回の押し込み位置より軸方向に移動した位置で押し込む。このため、押圧部材の押し込み位置は、従来方法の如く、矯正回数による制約を受けることなくできるから、最適な位置を押し込みできて良好な矯正効果を得ることができる。また、押圧部材を前回の押し込み位置より軸方向に移動した位置で押し込むため、同じ位置で繰り返し押し込みする場合に比し、軸部材を矯正可能とする位置を探ることができ、矯正効果をより一層向上することができる。
【0009】
また、請求項2に記載の発明は、押圧部材は前回の押し込み位置より軸方向の一方側のみに移動した位置で押し込む。このため、押圧部材は常に一方向にしか移動することがないから、押圧部材を軸方向の両方向に移動する場合に比し、押圧部材を移動するための制御を簡単にできる。
【0010】
また、請求項3に記載の発明は、矯正回数が1回では、押圧部材を移動制限範囲の端部に位置する。このため、押圧部材は、矯正回数が2回以上で軸方向に移動する際に、軸方向の一方側と反対方向となる他方側には移動制限範囲を超えて移動することがなく、必然的に軸方向の一方側にしか移動しないから、押圧部材を移動するための制御を簡単にできる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
26日前
トヨタ自動車株式会社
プレス装置
26日前
株式会社サンテック
ヘミング加工方法
1か月前
冨士発條株式会社
プレス成形方法
28日前
トヨタ自動車株式会社
アウタパネルの製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
25日前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
本田技研工業株式会社
プレス成形方法
2か月前
旭サナック株式会社
圧造機
19日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
JFEスチール株式会社
圧延方法
29日前
トヨタ自動車株式会社
プレス装置
5日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
1か月前
株式会社アマダ
パンチング加工方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
フタバ産業株式会社
配管部品の製造方法
1か月前
トヨタ自動車株式会社
接合方法
5日前
日本軽金属株式会社
模様付製品成形用押出しダイス
2か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
1か月前
株式会社アマダ
金型収納装置
1か月前
日本製鉄株式会社
チタン合金板の製造方法
12日前
株式会社アマダ
金型反転装置
1か月前
JFEスチール株式会社
プレス成形品の形状予測方法及び装置
1か月前
株式会社TMEIC
ワークロール開閉装置
12日前
住友重機械工業株式会社
成形装置、及び金属部材
1か月前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
1か月前
本田技研工業株式会社
製造方法及び精度管理方法
2か月前
株式会社アマダ
加工位置割付方法及び板金加工方法
11日前
東洋製罐株式会社
シームレス缶の製造方法
22日前
本田技研工業株式会社
プレス成形装置及びプレス成形方法
2か月前
オムロン株式会社
リード線折り曲げ治具およびリード線折り曲げ方法
26日前
JFEスチール株式会社
プレス成形品および該プレス成形品の製造方法
1日前
東洋製罐株式会社
金属有底筒状体の製造方法
22日前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ