TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024071996
公報種別
公開特許公報(A)
公開日
2024-05-27
出願番号
2022182557
出願日
2022-11-15
発明の名称
金属有底筒状体の製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B21D
22/26 20060101AFI20240520BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】適切に金属有底筒状体を製造する。
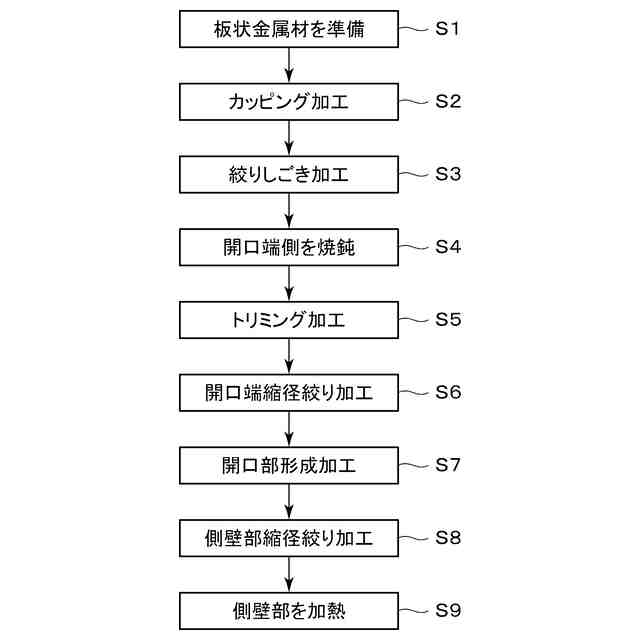
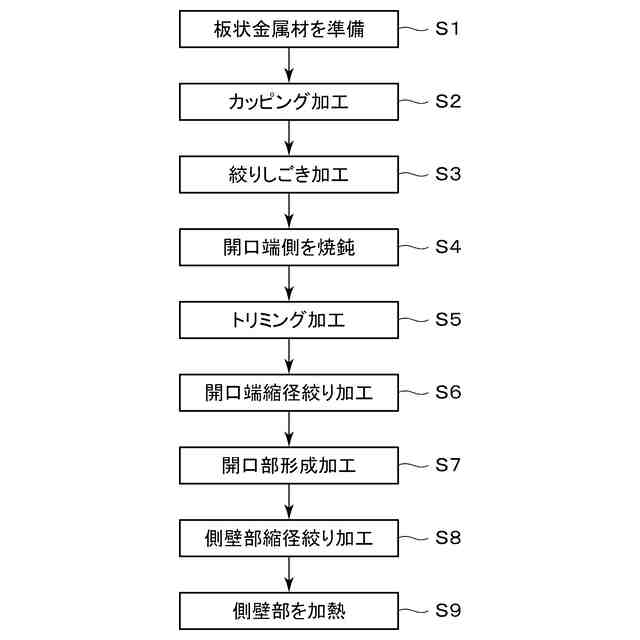
【解決手段】金属有底筒状体の製造方法は、筒状の側壁部と、前記側壁部の一端を閉鎖する底部と、前記側壁部の他端に設けられたカール部又はフランジ部を有して当該他端が開口している開口部とを備える金属有底筒状体の製造方法であって、金属を含む有底筒状の素缶の、前記カール部又はフランジ部が形成される領域の少なくとも一部を含む側壁開口端部を焼鈍すること(S4)と、前記側壁開口端部の焼鈍後に前記側壁開口端部の少なくとも一部を含む領域を成形して前記開口部を形成すること(S6、S7)と、前記開口部の形成後に前記側壁部を成形すること(S8)と、前記側壁部の成形後に前記側壁部を加熱すること(S9)とを含む。
【選択図】図2
特許請求の範囲
【請求項1】
筒状の側壁部と、前記側壁部の一端を閉鎖する底部と、前記側壁部の他端に設けられたカール部又はフランジ部を有して当該他端が開口している開口部とを備える金属有底筒状体の製造方法であって、
金属を含む有底筒状の素缶の、前記カール部又はフランジ部が形成される領域の少なくとも一部を含む側壁開口端部を焼鈍することと、
前記側壁開口端部の焼鈍後に前記側壁開口端部の少なくとも一部を含む領域を成形して前記開口部を形成することと、
前記開口部の形成後に前記側壁部を成形することと、
前記側壁部の成形後に前記側壁部を加熱することと
を含む金属有底筒状体の製造方法。
続きを表示(約 830 文字)
【請求項2】
前記素缶及び前記素缶から形成される前記金属有底筒状体は、金属基体面上に樹脂層を有する樹脂被覆金属を用いて形成される、請求項1に記載の製造方法。
【請求項3】
前記樹脂層は、ポリエチレンテレフタレートを含む、請求項2に記載の製造方法。
【請求項4】
前記素缶の前記側壁部が形成される領域の少なくとも一部には潤滑剤が塗布されており、
前記側壁部を加熱することは、前記潤滑剤を除去するように構成されている、
請求項1乃至3の何れかに記載の製造方法。
【請求項5】
前記潤滑剤として、ワックス系潤滑剤が用いられる、請求項4に記載の製造方法。
【請求項6】
前記側壁部を成形することは、縮径絞り加工によって、前記底部に向かって縮径するテーパー状の輪郭を有する前記側壁部を成形することである、請求項1乃至3の何れかに記載の製造方法。
【請求項7】
前記側壁開口端部を焼鈍後であって前記開口部の形成前に、前記側壁開口端部に対してトリミング加工を施すことをさらに含む、請求項1乃至3の何れかに記載の製造方法。
【請求項8】
前記開口部を形成することは、
前記側壁開口端部の少なくとも一部を含む領域について縮径絞り加工を施すことと、
前記縮径絞り加工の後に、前記カール部又は前記フランジ部を形成することと
を含む、請求項1乃至3の何れかに記載の製造方法。
【請求項9】
前記側壁開口端部を焼鈍することは、前記側壁開口端部が150℃~230℃となるように加熱することを含む、請求項1乃至3の何れかに記載の製造方法。
【請求項10】
前記側壁開口端部を焼鈍することは、前記素缶を誘導加熱することを含む、請求項1乃至3の何れかに記載の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属有底筒状体の製造方法に関する。
続きを表示(約 2,000 文字)
【背景技術】
【0002】
一般に、合成樹脂製の使い捨て可能な飲料カップが知られている。特許文献1には、このような合成樹脂製のカップに代えて用いられ得る、金属製のカップについて開示されている。特許文献1には、金属カップの製造方法の一例として、次のような方法が開示されている。すなわち、ストック材料のコイルから切断されたブランクから、抜き及び絞り処理によりカップが形成され、再絞り処理により当該カップから所定の高さ及び壁厚を有する初期カップが形成される。初期カップの上端部がトリミングされ、その上端部にカール部が形成される。続いて、その壁部に段階的絞り処理が施され、複数の垂直壁区画が、カップに形成される。その後、垂直壁区画が拡径されることで、テーパー状の輪郭を有するカップが形成される。特許文献1に開示されている方法に限らず、金属カップの製造方法は種々あり得る。
【先行技術文献】
【特許文献】
【0003】
特表2020-508874号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
本発明は、適切に金属有底筒状体を製造することを目的とする。
【課題を解決するための手段】
【0005】
本発明の一態様によれば、金属有底筒状体の製造方法は、筒状の側壁部と、前記側壁部の一端を閉鎖する底部と、前記側壁部の他端に設けられたカール部又はフランジ部を有して当該他端が開口している開口部とを備える金属有底筒状体の製造方法であって、金属を含む有底筒状の素缶の、前記カール部又はフランジ部が形成される領域の少なくとも一部を含む側壁開口端部を焼鈍することと、前記側壁開口端部の焼鈍後に前記側壁開口端部の少なくとも一部を含む領域を成形して前記開口部を形成することと、前記開口部の形成後に前記側壁部を成形することと、前記側壁部の成形後に前記側壁部を加熱することとを含む。
【発明の効果】
【0006】
本発明によれば、適切に金属有底筒状体を製造できる。
【図面の簡単な説明】
【0007】
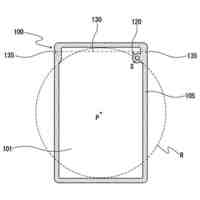
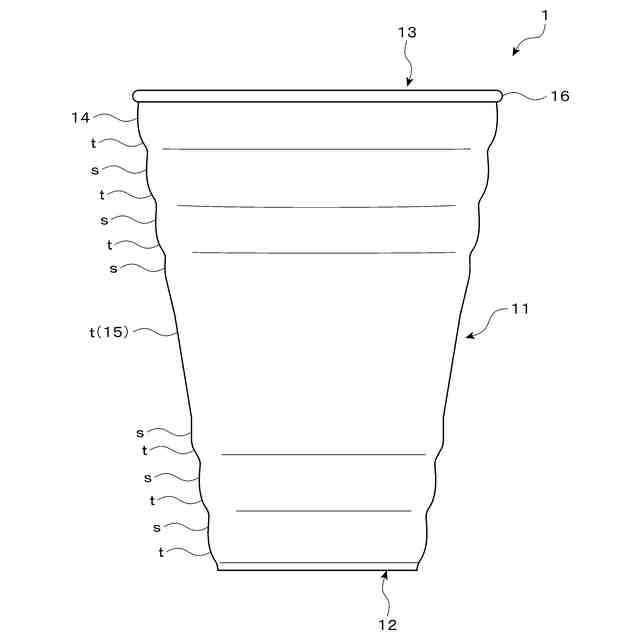
図1は、一実施形態に係る容器の構成例の概略を示す正面図である。
図2は、一実施形態に係る容器の製造方法の一例の概略を示すフローチャートである。
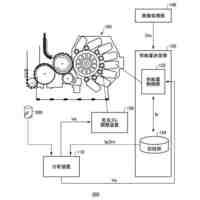
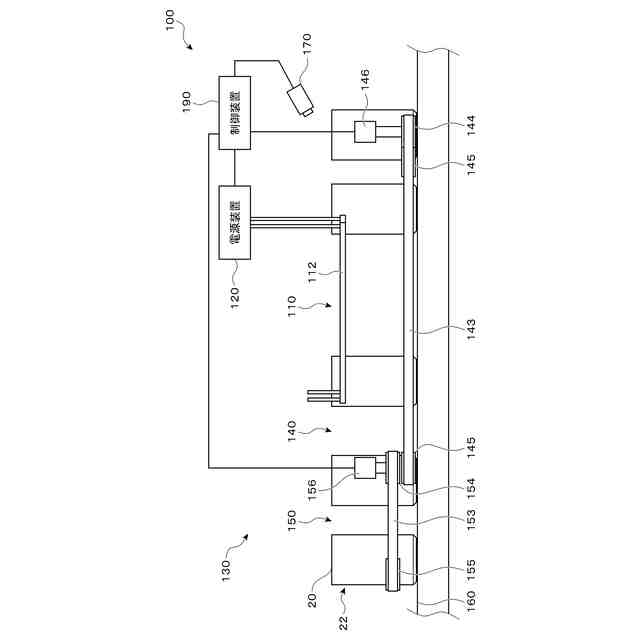
図3Aは、一実施形態に係る加熱装置の構成例の概略を模式的に示す正面図である。
図3Bは、一実施形態に係る加熱装置の構成例の概略を模式的に示す平面図である。
図3Cは、一実施形態に係る加熱装置の構成例の概略を模式的に示す右側面図である。
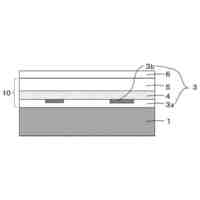
図4は、一実施形態に係る縮径絞り加工について説明するための図である。
【発明を実施するための形態】
【0008】
一実施形態について図面を参照して説明する。本実施形態は、金属製の飲料用のカップ状の容器に関する。この容器は、金属有底筒状体の一例である。本実施形態の容器は、使い捨てされている紙コップやプラスチックコップの代わりとなり得る容器である。また、本実施形態は、このような容器の製造方法の一例を示す。
【0009】
[容器の構成]
図1は、本実施形態に係る容器1の構成例の概略を示す正面図である。容器1を構成する基材の材料は、これに限らないが、例えば、アルミニウム、アルミニウム合金、ステンレス鋼、スチールなど、例えばアルミニウム又は鉄を含む金属であり得る。また、本実施形態では、これら金属の両面には、樹脂製の薄膜が設けられている。この薄膜は、単層であってもよいし、多層であってもよい。薄膜は、例えば、ポリエチレンテレフタレート(PET)などで形成され得る。このような、金属及び樹脂層を有する材料を用いることで、容器1は、軽量で、光沢を有する外観を備える。また、容器1は、製造効率がよい。
【0010】
容器1は、筒状の側壁部11と、側壁部11の一端を閉鎖する底部12とを備え、側壁部11の他端は開口した開口部13となっている。本実施形態では、筒状の側壁部11の軸に対して垂直な断面は、何れの場所でも円形である。容器1は、開口部13の内径よりも底部12の外径が小さく、容器1の側壁部11はテーパー状の輪郭を有している。側壁部11の開口している側の端部である開口部13には、外側に向けてカールしたカール部16が設けられている。使用時には、容器1は、底部12を下にして水平面に載置され得、上側の開口部13から飲料等を注いだり、開口部13から飲料等を飲むことができたりする。以降の説明では、容器1の底部12側を下側、開口部13側を上側として説明することがある。このように、容器1は、底部12と、底部12から立ち上がる側壁部11と、側壁部11の上端に設けられたカール部16を有する開口部13とを備える。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
除染装置
16日前
東洋製罐株式会社
搬送システム
1か月前
東洋製罐株式会社
シーラントフィルム
22日前
東洋製罐株式会社
見当ズレの調整方法および印刷調整システム
1か月前
東洋製罐株式会社
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
1日前
東洋製罐株式会社
電子レンジ用パウチ
1か月前
東洋製罐株式会社
ラベル缶及びその製造方法
25日前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
1日前
トヨタ自動車株式会社
プレス金型
25日前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
16日前
株式会社サンテック
ヘミング加工方法
5か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
大裕株式会社
鋼矢板の矯正装置
1か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
29日前
株式会社リード
金属管曲げ型
2か月前
株式会社不二越
歯車転造加工ユニット
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
冨士発條株式会社
プレス成形方法
4か月前
ニデック株式会社
金型及び打ち抜き方法
16日前
大同特殊鋼株式会社
鋼種判別装置
2か月前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
本田技研工業株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ニデック株式会社
金型及びプレス加工装置
16日前
本田技研工業株式会社
プレス成形方法
5か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ