TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024048347
公報種別
公開特許公報(A)
公開日
2024-04-08
出願番号
2023116580
出願日
2023-07-18
発明の名称
製造方法及び精度管理方法
出願人
本田技研工業株式会社
代理人
個人
,
個人
,
個人
主分類
B21D
39/02 20060101AFI20240401BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】サブコンプ部品のポイント毎の評価に基づいてコンプ部材の精度を調整することが可能になる製造方法及び精度管理方法を提供する。
【解決手段】計測データを第1解析工程により算出した特定の評価部位に対する特定の評価部位以外の評価部位の変形量の割合に応じて、平均化する平均化工程と、第1解析工程と第2解析工程の解析結果から算出される第2部材と第1部材との剛性比と、平均化工程により平均化された計測データから算出される計測データの第2部材と第1部材との移動比率と、の相関関係が高くなるように割合を調整する調整工程と、コンプ部材の評価部位の計測データの値が許容値を超えた場合に、調整工程によって調整された相関関係に基づいて、第2部材の剛性を、当該計測データの値が許容値内に収まるように変更する剛性変更工程と、を有する。
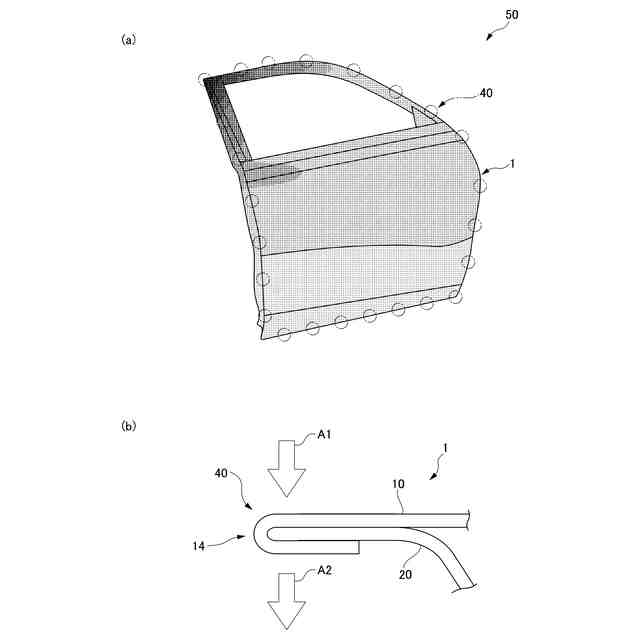
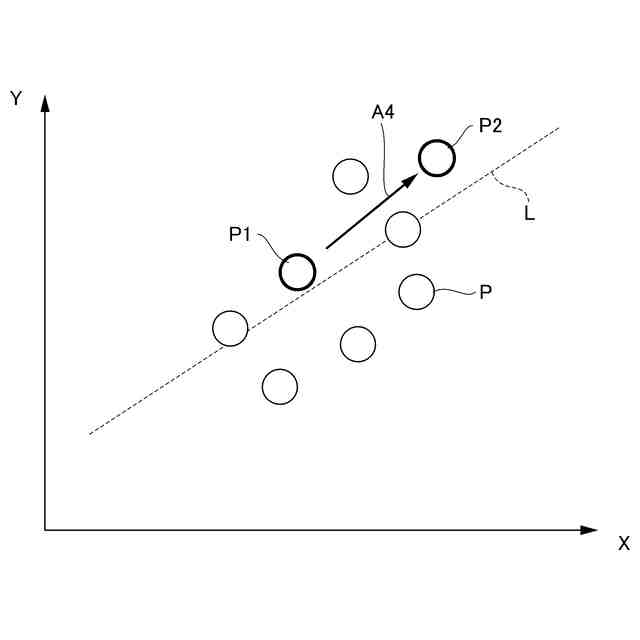
【選択図】図4
特許請求の範囲
【請求項1】
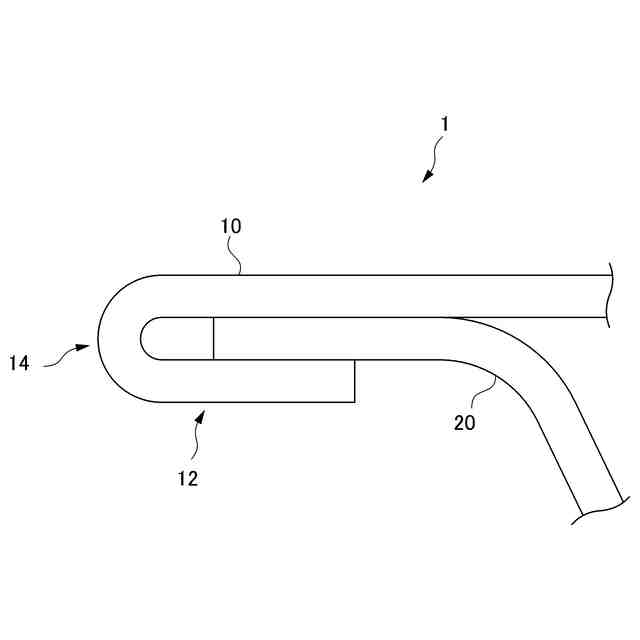
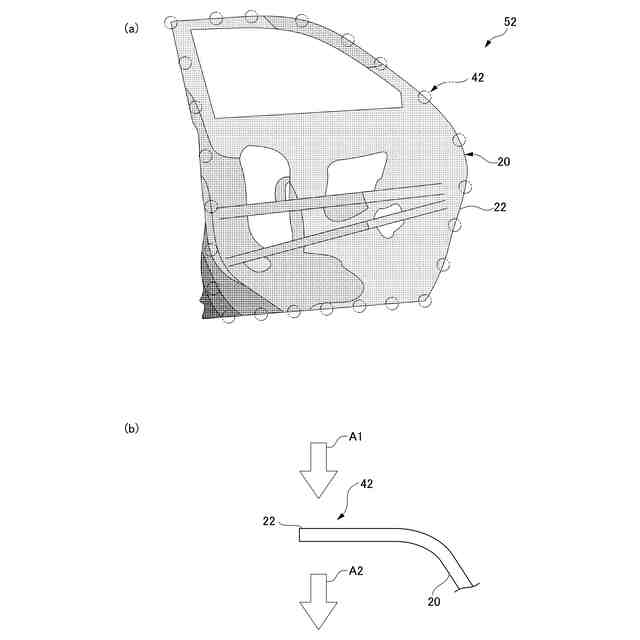
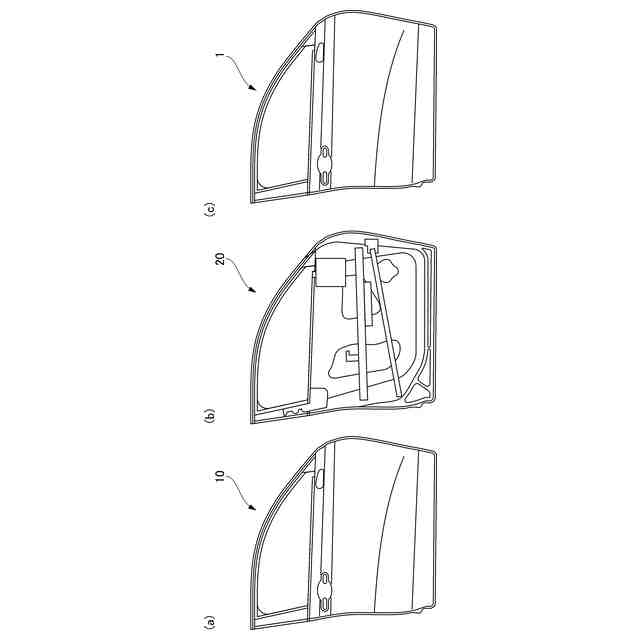
第1部材のフランジ部を、第2部材の縁部に面接触するまで、ヘミング加工により折り返すことによって折り返し部を形成し、前記第1部材と前記第2部材とが接合されたコンプ部材の製造方法であって、
前記コンプ部材のモデルを用いて、前記折り返し部に設けられた複数の評価部位のうち、特定の評価部位に荷重をかけた際の前記特定の評価部位の変形量と、前記特定の評価部位に荷重をかけた際の前記特定の評価部位以外の評価部位の変形量との割合を有限要素法により解析する第1解析工程と、
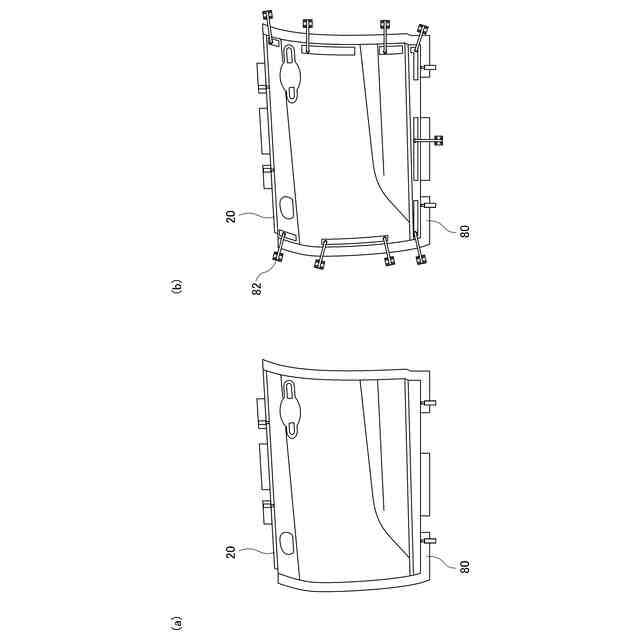
前記第2部材のモデルを用いて、前記第2部材の縁部の端部に設けられた複数の評価部位に対して荷重をかけた際の前記特定の評価部位の変形量を有限要素法により解析する第2解析工程と、
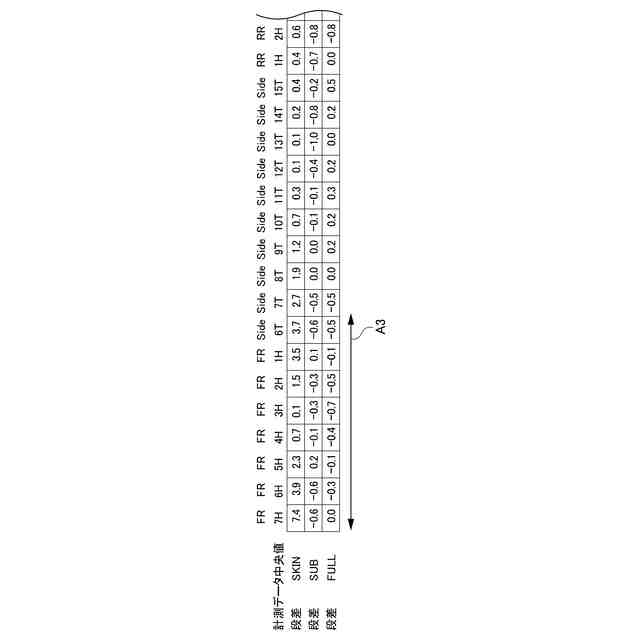
前記ヘミング加工前の前記第1部材及び前記第2部材の前記複数の評価部位に相当する部位の計測データと、前記ヘミング加工により形成されたコンプ部材の前記折り返し部の複数の評価部位の計測データと、を取得する計測データ取得工程と、
前記計測データを前記第1解析工程により算出した前記特定の評価部位に対する前記特定の評価部位以外の評価部位の変形量の割合に応じて、平均化する平均化工程と、
前記第1解析工程と第2解析工程の解析結果から算出される前記第2部材と前記第1部材との剛性比と、前記平均化工程により平均化された前記計測データから算出される前記計測データの第2部材と第1部材との移動比率と、の相関関係が高くなるように前記割合を調整する調整工程と、
前記コンプ部材の評価部位の計測データの値が許容値を超えた場合に、前記調整工程によって調整された相関関係に基づいて、前記第2部材の剛性を、当該計測データの値が前記許容値内に収まるように変更する剛性変更工程と、
前記剛性変更工程によって剛性を変更した前記第2部材を用いて前記コンプ部材を製造する製造工程と、を有する、製造方法。
続きを表示(約 1,000 文字)
【請求項2】
第1部材のフランジ部を、第2部材の縁部に面接触するまで、ヘミング加工により折り返すことによって折り返し部を形成し、前記第1部材と前記第2部材とが接合されたコンプ部材を形成する際の前記折り返し部の精度を管理する精度管理方法であって、
前記コンプ部材のモデルを用いて、前記折り返し部に設けられた複数の評価部位のうち、特定の評価部位に荷重をかけた際の前記特定の評価部位の変形量と、前記特定の評価部位に荷重をかけた際の前記特定の評価部位以外の評価部位の変形量との割合を有限要素法により解析する第1解析工程と、
前記第2部材のモデルを用いて、前記第2部材の縁部の端部に設けられた複数の評価部位に対して荷重をかけた際の前記特定の評価部位の変形量を有限要素法により解析する第2解析工程と、
前記ヘミング加工前の前記第1部材及び前記第2部材の前記複数の評価部位に相当する部位の計測データと、前記ヘミング加工により形成されたコンプ部材の前記折り返し部の複数の評価部位の計測データと、を取得する計測データ取得工程と、
前記計測データを前記第1解析工程により算出した前記特定の評価部位に対する前記特定の評価部位以外の評価部位の変形量の割合に応じて、平均化する平均化工程と、
前記第1解析工程と第2解析工程の解析結果から算出される前記第2部材と前記第1部材との剛性比と、前記平均化工程により平均化された前記計測データから算出される前記計測データの第2部材と第1部材との移動比率と、の相関関係が高くなるように前記割合を調整する調整工程と、
前記コンプ部材の評価部位の計測データの値が許容値を超えた場合に、前記調整工程によって調整された相関関係に基づいて、前記第2部材の剛性を、当該計測データの値が前記許容値内に収まるように変更する剛性変更工程と、を有する、精度管理方法。
【請求項3】
前記計測データ取得工程において、
前記計測データは複数のワークの測定結果の中央値を用いる、
請求項2に記載の精度管理方法。
【請求項4】
前記調整工程において、
前記第1解析工程の前記コンプ部材の解析結果から前記第2解析工程の前記第2部材の解析結果の差分が前記第1部材の解析結果として算出される
請求項2又は3に記載の精度管理方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、車両に用いられる部品の製造方法及び精度管理方法に関する。特には、ヘミング加工される部品を対象としたフレーム剛性と建付精度の予測技術に関する。
続きを表示(約 3,000 文字)
【背景技術】
【0002】
特許文献1には、本体部と該本体部の端部位置から延伸するフランジ部とを有するアウターパネルの前記フランジ部を、インナーパネルの縁部に面接触するまで、金型を用いてヘミング加工により折り返すことによって、前記アウターパネルと前記インナーパネルとが接合されるヘミング構造に対し、前記金型による拘束が解除された後のスプリングバックを、容易に解析する方法が開示されている。
【0003】
具体的には、ヘミング加工の完了時におけるアウターパネルとインナーパネルとの形状データのうち、アウターパネルの所定の箇所とインナーパネルの所定の箇所とを接合することによってインナーパネルとアウターパネルとの面接触により生じる摩擦及び充填されたシール剤による接着を近似して、スプリングバックを解析する。これによって、スプリングバックの解析が容易となって、スプリングバックが生じた後のインナーパネルとアウターパネルとの形状を迅速に予測することが可能になる。その結果、ヘミング加工後の製品形状と設計形状との間の面差が基準値以内になるようなヘミング加工の条件を事前検討することができる方法が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2006-15394号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
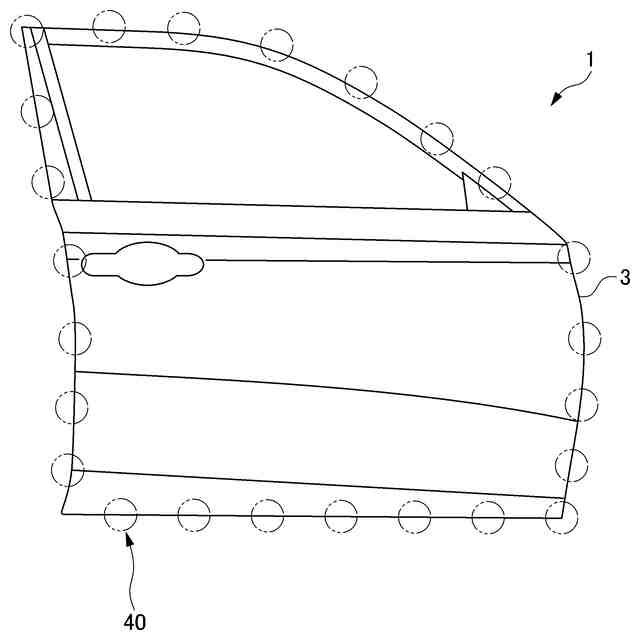
ヘミング加工の工程では、複数のサブコンプ部品がマリッジされた状態、すなわちあわされた状態でヘミング加工が行われる。例えば、対象の部品がドア部材部品である場合、インナーパネルとアウターパネルとがあわされた状態でヘミング加工が行われる。そして、ドア部材部品の例では、インナーパネル及びアウターパネルの剛性及び精度が、ドア部材部品の見切り位置、すなわち段差を決める重要な要因となる。
【0006】
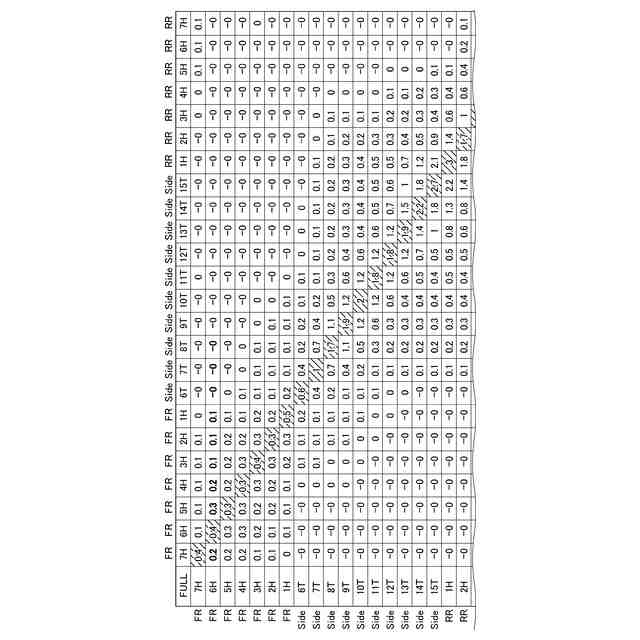
しかしながら、従来の技術では、シミュレーションによる解析や評価と現物とが必ずしも一致しない。そのため、サブコンプ部品のポイント毎の剛性と、そのポイントのプロセスにおける移動量との間に関係性が見られない。そこで本発明は、サブコンプ部品のポイント毎の評価に基づいてコンプ部材の精度を調整することが可能になる製造方法及び精度管理方法を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明の製造方法は、第1部材のフランジ部を、第2部材の縁部に面接触するまで、ヘミング加工により折り返すことによって折り返し部を形成し、第1部材と第2部材とが接合されたコンプ部材の製造方法であって、コンプ部材のモデルを用いて、折り返し部に設けられた複数の評価部位のうち、特定の評価部位に荷重をかけた際の特定の評価部位の変形量と、特定の評価部位に荷重をかけた際の特定の評価部位以外の評価部位の変形量との割合を有限要素法により解析する第1解析工程と、第2部材のモデルを用いて、第2部材の縁部の端部に設けられた複数の評価部位に対して荷重をかけた際の特定の評価部位の変形量を有限要素法により解析する第2解析工程と、ヘミング加工前の第1部材及び第2部材の複数の評価部位に相当する部位の計測データと、ヘミング加工により形成されたコンプ部材の折り返し部の複数の評価部位の計測データと、を取得する計測データ取得工程と、計測データを第1解析工程により算出した特定の評価部位に対する特定の評価部位以外の評価部位の変形量の割合に応じて、平均化する平均化工程と、第1解析工程と第2解析工程の解析結果から算出される第2部材と第1部材との剛性比と、平均化工程により平均化された計測データから算出される計測データの第2部材と第1部材との移動比率と、の相関関係が高くなるように割合を調整する調整工程と、コンプ部材の評価部位の計測データの値が許容値を超えた場合に、調整工程によって調整された相関関係に基づいて、第2部材の剛性を、当該計測データの値が許容値内に収まるように変更する剛性変更工程と、剛性変更工程によって剛性を変更した第2部材を用いてコンプ部材を製造する製造工程と、を有する。
【0008】
このような製造方法によれば、平均化工程を設けることにより、従来のポイント、すなわち評価部位毎の評価に比べて周辺部位の影響を考慮した関係性を評価することが可能となる。また、調整工程により移動比率と剛性比に相関性を持たせることによって、解析結果からコンプ部材の精度を予測することが可能となる。この評価に基づいてインナーパネルなどの第2部材の剛性を変更することによって、コンプ部材の精度の調整を行うことがより正確にかつ容易に行うことが可能となる。さらには、より高い精度を有するコンプ部材を製造することができる。
【0009】
本発明の精度管理方法は、第1部材のフランジ部を、第2部材の縁部に面接触するまで、ヘミング加工により折り返すことによって折り返し部を形成し、第1部材と第2部材とが接合されたコンプ部材を形成する際の折り返し部の精度を管理する精度管理方法であって、コンプ部材のモデルを用いて、折り返し部に設けられた複数の評価部位のうち、特定の評価部位に荷重をかけた際の特定の評価部位の変形量と、特定の評価部位に荷重をかけた際の特定の評価部位以外の評価部位の変形量との割合を有限要素法により解析する第1解析工程と、第2部材のモデルを用いて、第2部材の縁部の端部に設けられた複数の評価部位に対して荷重をかけた際の特定の評価部位の変形量を有限要素法により解析する第2解析工程と、ヘミング加工前の第1部材及び第2部材の複数の評価部位に相当する部位の計測データと、ヘミング加工により形成されたコンプ部材の折り返し部の複数の評価部位の計測データと、を取得する計測データ取得工程と、計測データを第1解析工程により算出した特定の評価部位に対する特定の評価部位以外の評価部位の変形量の割合に応じて、平均化する平均化工程と、第1解析工程と第2解析工程の解析結果から算出される第2部材と第1部材との剛性比と、平均化工程により平均化された計測データから算出される計測データの第2部材と第1部材との移動比率と、の相関関係が高くなるように割合を調整する調整工程と、コンプ部材の評価部位の計測データの値が許容値を超えた場合に、調整工程によって調整された相関関係に基づいて、第2部材の剛性を、当該計測データの値が許容値内に収まるように変更する剛性変更工程と、を有する。
【0010】
このような精度管理方法によれば、平均化工程を設けることにより、従来のポイント、すなわち評価部位毎の評価に比べて周辺部位の影響を考慮した関係性を評価することが可能となる。また、調整工程により移動比率と剛性比に相関性を持たせることによって、解析結果からコンプ部材の精度を予測することが可能となる。この評価に基づいてインナーパネルなどの第2部材の剛性を変更することによって、コンプ部材の精度の調整を行うことがより正確にかつ容易に行うことが可能となる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1日前
トヨタ自動車株式会社
プレス装置
1日前
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
24日前
川崎重工業株式会社
金型形状の選定方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
15日前
冨士発條株式会社
プレス成形方法
3日前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
株式会社アマダ
金型交換装置
2か月前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
今日
JFEスチール株式会社
プレス成形品の製造方法
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
23日前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
旭サナック株式会社
圧造機
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
7日前
株式会社栗本鐵工所
ベンディングロール
2か月前
JFEスチール株式会社
圧延方法
4日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
17日前
トヨタ紡織株式会社
プレス加工方法
1か月前
株式会社アマダ
パンチング加工方法
22日前
トヨタ紡織株式会社
プレス成形装置
2か月前
日本軽金属株式会社
模様付製品成形用押出しダイス
1か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
29日前
フタバ産業株式会社
配管部品の製造方法
10日前
フタバ産業株式会社
配管部品の製造方法
10日前
株式会社アマダ
金型収納装置
23日前
株式会社アマダ
金型反転装置
29日前
トヨタ紡織株式会社
材料供給装置
2か月前
山陽特殊製鋼株式会社
バーの処理設備
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ