TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024058451
公報種別
公開特許公報(A)
公開日
2024-04-25
出願番号
2022165817
出願日
2022-10-14
発明の名称
金型反転装置
出願人
株式会社アマダ
代理人
弁理士法人きさらぎ国際特許事務所
主分類
B21D
5/02 20060101AFI20240418BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡易な構造で金型の搭載位置の位置ズレを防止し反転処理に掛かるタクトタイムを短縮する。
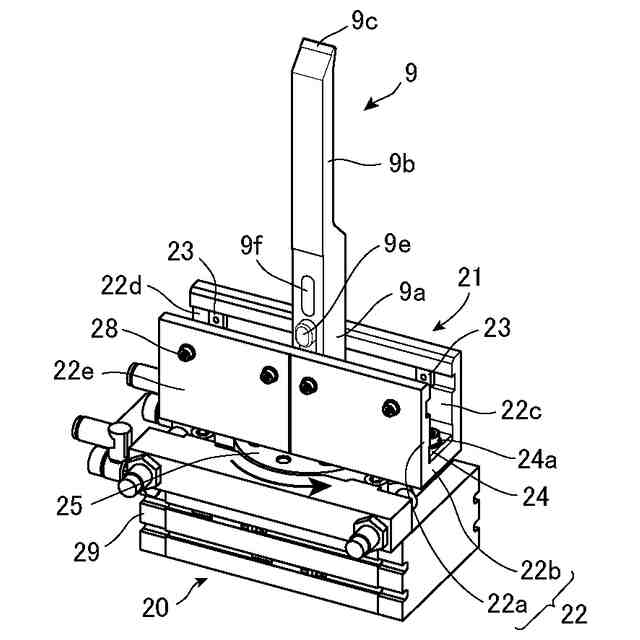
【解決手段】金型反転装置は、曲げ加工に用いられる金型を搭載可能な金型搭載部と、金型搭載部を金型の搭載方向と交差する方向に沿って回転させる回転機構と、を備え、金型搭載部は、一対の壁部及び底部を構成する断面コの字状に形成され、金型のシャンク部が挿入される搭載部本体と、一対の壁部のうちの少なくとも一つの内壁面に、交差する方向に延びてシャンク部の表面から突出する突起部に係合可能に設けられた係止溝部と、係止溝部内の所定位置に設けられ突起部に対し交差する方向から係合する複数の係止片と、を含む。
【選択図】図2
特許請求の範囲
【請求項1】
曲げ加工に用いられる金型を搭載可能な金型搭載部と、
前記金型搭載部を前記金型の搭載方向と交差する方向に沿って回転させる回転機構と、
を備え、
前記金型搭載部は、
一対の壁部及び底部を構成する断面コの字状に形成され、前記金型のシャンク部が挿入される搭載部本体と、
前記一対の壁部のうちの少なくとも一つの内壁面に、前記交差する方向に延びて前記シャンク部の表面から突出する突起部に係合可能に設けられた係止溝部と、
前記係止溝部内の所定位置に設けられ前記突起部に対し前記交差する方向から係合する複数の係止片と、を含む
金型反転装置。
続きを表示(約 350 文字)
【請求項2】
前記搭載部本体は、前記底部の表面に設けられた摩擦付与手段を更に有する
請求項1に記載の金型反転装置。
【請求項3】
前記複数の係止片は、前記交差する方向における前記係止溝部の中央に向く面が、前記一対の壁部のうちの他方の壁部に向かって溝底部から溝開口部にかけて前記中央から徐々に拡がるテーパ面を構成する
請求項1又は2に記載の金型反転装置。
【請求項4】
前記複数の係止片は、前記係止溝部の前記交差する方向における中央近傍に設けられている
請求項3に記載の金型反転装置。
【請求項5】
前記複数の係止片は、前記係止溝部の前記交差する方向における端部近傍に設けられている
請求項4に記載の金型反転装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金型反転装置に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
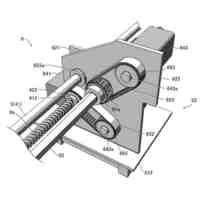
従来から、プレスブレーキ等に用いられる曲げ工具である金型の表裏を反転する金型反転装置が知られている。例えば、特許文献1には、図9に示すように、旋回アクチュエータ102と、一対のシリンダ103と、シリンダのパイプ等を収納する筐体101と、旋回アクチュエータ102の先端に取り付けられた金型ホルダ104と、を備えた金型反転装置100が記載されている。
【0003】
特許文献1に記載の金型反転装置100では、例えば、金型ホルダ104に選択された金型105を搭載した後、一対のシリンダ103をZ方向に縮めてから、旋回アクチュエータ102を作動させて金型105の表裏を反転させている。これにより、金型ホルダ104のX方向両側のホルダに干渉することなく、金型105を反転させることができる。
【先行技術文献】
【特許文献】
【0004】
特許第5008019号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の金型反転装置100においては、金型105を金型ホルダ104に搭載した後、反転のために旋回アクチュエータ102を作動させて金型105を回転させたときに、金型105が金型ホルダ104内で揺動して搭載位置がずれてしまうおそれがある。また、シリンダ103を伸縮する工程が必要であるため、金型105の反転処理に掛かるタクトタイムが長くなってしまうという問題もある。
【0006】
本発明の一態様は、簡易な構造で金型の搭載位置の位置ズレを防止し反転処理に掛かるタクトタイムを短縮することができる金型反転装置である。
【課題を解決するための手段】
【0007】
本発明の一態様に係る金型反転装置は、曲げ加工に用いられる金型を搭載可能な金型搭載部と、前記金型搭載部を前記金型の搭載方向と交差する方向に沿って回転させる回転機構と、を備え、前記金型搭載部は、一対の壁部及び底部を構成する断面コの字状に形成され、前記金型のシャンク部が挿入される搭載部本体と、前記一対の壁部のうちの少なくとも一つの内壁面に、前記交差する方向に延びて前記シャンク部の表面から突出する突起部に係合可能に設けられた係止溝部と、前記係止溝部内の所定位置に設けられ前記突起部に対し前記交差する方向から係合する複数の係止片と、を含む。
【0008】
本発明の一態様に係る金型反転装置によれば、金型のシャンク部の表面から突出する突起部が、金型搭載部の搭載部本体において係止溝部に係合するのみならず、係止溝部内の所定位置に設けられた複数の係止片に搭載方向と交差する方向から係合するので、簡易な構造で金型の搭載位置の位置ズレの発生を防止することができる。また、金型搭載部に金型を搭載して回転機構で回転させるだけで反転処理を行うことができるので、反転処理に掛かるタクトタイムを短縮することができる。
【発明の効果】
【0009】
本発明の一態様によれば、簡易な構造で金型の搭載位置の位置ズレを防止し反転処理に掛かるタクトタイムを短縮することができる。
【図面の簡単な説明】
【0010】
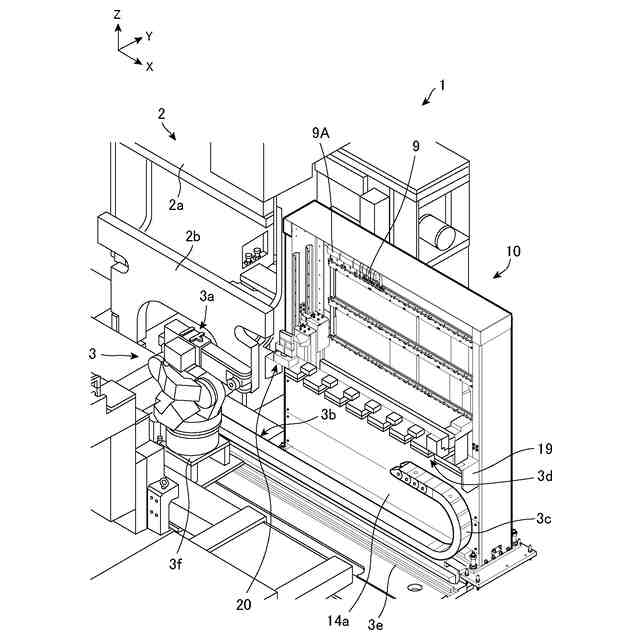
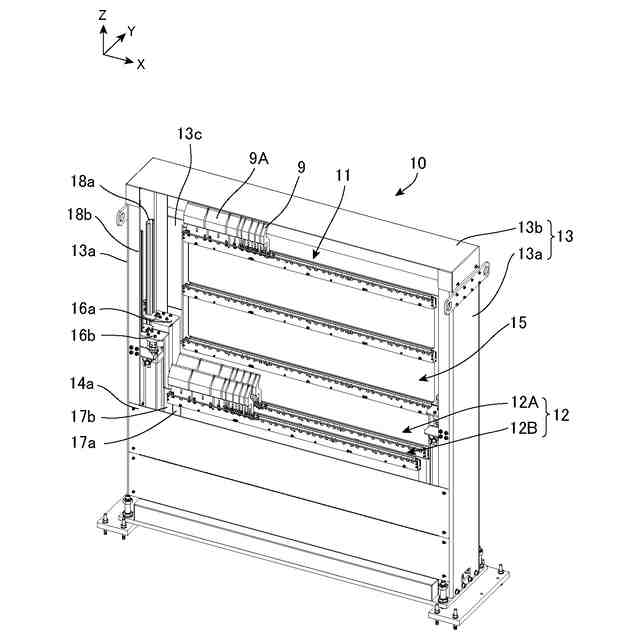
図1は、本発明の一実施形態に係る金型反転装置を有する曲げ加工システムを示す概略斜視図である。
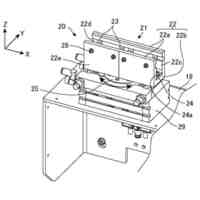
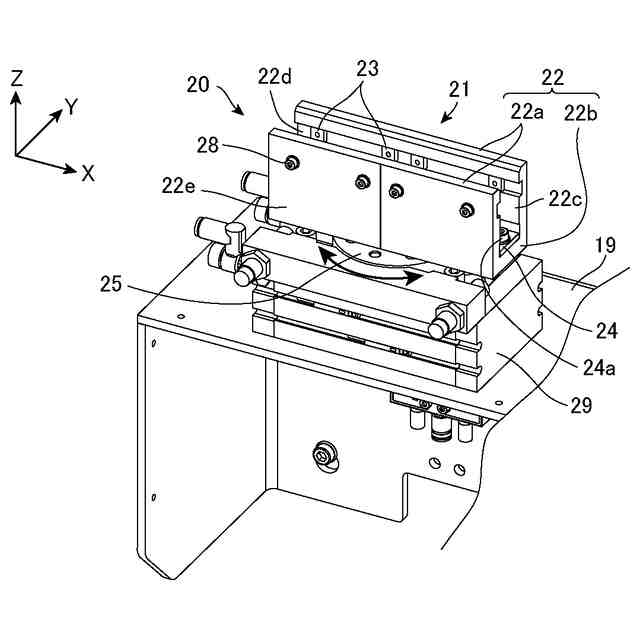
図2は、一実施形態に係る金型反転装置を示す斜視図である。
図3Aは、一実施形態に係る金型反転装置の反転動作を説明するための図である。
図3Bは、一実施形態に係る金型反転装置の反転動作を説明するための図である。
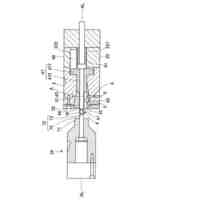
図4は、図3Aの金型反転装置の所定位置の横断面の概略図である。
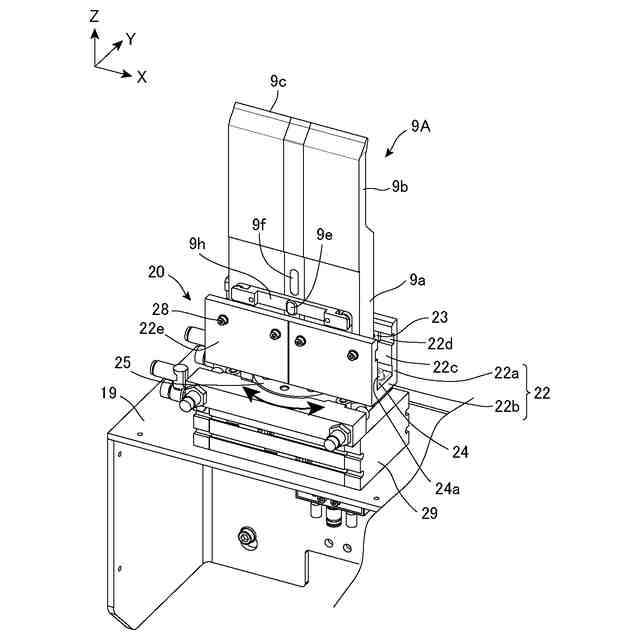
図5は、一実施形態に係る金型反転装置に金型を搭載した状態を示す斜視図である。
図6は、図5の金型反転装置の所定位置の横断面の概略図である。
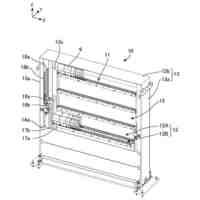
一実施形態に係る金型収納装置を示す斜視図である。
図8は、一実施形態に係る金型収納装置を示す斜視断面図である。
従来の金型収納装置を有する製造装置を示す概略図である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
5日前
株式会社プロテリアル
熱間型打鍛造用分割金型
1か月前
川崎重工業株式会社
金型形状の選定方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
26日前
本田技研工業株式会社
プレス成形方法
24日前
本田技研工業株式会社
プレス成形方法
24日前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
26日前
旭サナック株式会社
圧造機
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
4日前
株式会社栗本鐵工所
ベンディングロール
1か月前
トヨタ紡織株式会社
プレス加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
1か月前
株式会社アマダ
パンチング加工方法
3日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
10日前
日本軽金属株式会社
模様付製品成形用押出しダイス
27日前
トヨタ紡織株式会社
材料供給装置
1か月前
株式会社アマダ
金型反転装置
10日前
株式会社アマダ
金型収納装置
4日前
山陽特殊製鋼株式会社
バーの処理設備
2か月前
日本製鉄株式会社
プレス成形品の製造方法及び製造設備
1か月前
株式会社リケンCKJV
グルーブ加工管及びその製造機
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
製造方法及び精度管理方法
27日前
日高精機株式会社
スタック装置
1か月前
ダイキン工業株式会社
熱交換器の製造方法
1か月前
株式会社三益
ピルガー圧延機の素管材制御機構及び素管材制御方法
2か月前
本田技研工業株式会社
プレス成形装置及びプレス成形方法
24日前
東芝三菱電機産業システム株式会社
電動機駆動装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ