TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024025542
公報種別
公開特許公報(A)
公開日
2024-02-26
出願番号
2022129058
出願日
2022-08-12
発明の名称
ピルガー圧延機の素管材制御機構及び素管材制御方法
出願人
株式会社三益
代理人
個人
主分類
B21B
21/06 20060101AFI20240216BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】装置の軽量化を図り、装置の高速運転を可能にして生産効率の向上を実現する。
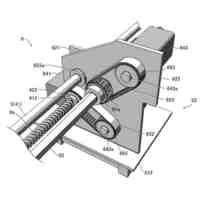
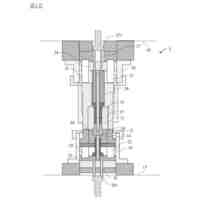
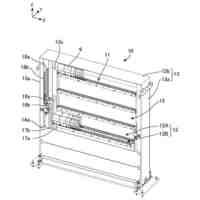
【解決手段】シャフト部材9に沿って移動可能な移動基台5aと、素管材Sを圧延領域に臨ませて軸回転可能に把持する分散チャック51と、回転駆動することによりシャフト部材9から反力を得て移動基台5aを進退させる送用駆動モーター641,642と、分散チャック51が把持する素管材Sを軸回転させる捻用駆動モーター643と、移動基台5a上に設置され、シャフト部材9を回転駆動させる送駆動手段とを備える。捻用駆動モーター643は、回転動力を分散チャック51へ伝達する環状の捻用タイミングベルト654が接続され、分散チャック51が把持する素管材Sを軸回転させる。
【選択図】 図7
特許請求の範囲
【請求項1】
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御機構であって、
前記素管材の送り出し方向に沿って延設されるロッド状のシャフト部材と、
前記シャフト部材に沿って移動可能な基台部と、
前記基台部上において、前記素管材を、前記圧延領域に臨ませて軸回転可能に把持する素材把持部と、
前記基台部上において前記シャフト部材に係合され、前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させる進退駆動部と、
前記基台部上において、前記素材把持部が把持する前記素管材を軸回転させる捻駆動手段と、
前記進退駆動部を回転駆動させる送駆動手段と
を備え、
前記捻駆動手段は、
回転動力を出力する捻用動力源と、
前記回転動力を前記素材把持部へ伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された回転動力により、前記素材把持部が把持する前記素管材を軸回転させる
ことを特徴とするピルガー圧延機の素管材制御機構。
続きを表示(約 2,700 文字)
【請求項2】
素管材の送り出し方向に沿って延設され、前記捻用動力源によって軸回転されるロッド状の伝達軸をさらに備え、
前記素材把持部は前記伝達軸に沿って複数配置され、
前記ベルト部材は、前記複数の素材把持部のそれぞれに対して設けられ、前記伝達軸の軸回転による回転動力を各素材把持部に伝達する
ことを特徴とする請求項1に記載のピルガー圧延機の素管材制御機構。
【請求項3】
前記伝達軸の断面形状に合致して前記伝達軸が挿通される挿通部を有し、且つ前記伝達軸に対して前記送り出し方向に摺動可能な摺動プーリーと、
前記捻用動力源の回転動力を摺動プーリーへ伝達する環状の動力源側ベルト部材と
をさらに備え、
前記捻用動力源は前記基台部外に設置され、
前記伝達軸はその断面が多角形状をなし、
前記ベルト部材は基台部とともに進退され、
前記摺動プーリーは、前記捻用動力源の進退に伴って前記伝達軸上を摺動しつつ、前記動力源側ベルト部材を介して前記回転動力を伝達する
ことを特徴とする請求項2に記載のピルガー圧延機の素管材制御機構。
【請求項4】
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御機構であって、
前記素管材の送り出し方向に沿って延設されるロッド状のシャフト部材と、
前記シャフト部材に沿って移動可能な基台部と、
前記基台部上において、前記素管材を、前記圧延領域に臨ませて軸回転可能に把持する素材把持部と、
前記基台部上において前記シャフト部材に係合され、前記シャフト部材の回転駆動により、前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させる進退駆動部と、
前記素材把持部が把持する前記素管材を軸回転させる捻駆動手段と、
前記シャフト部材を回転駆動させる送駆動手段と
を備え、
前記送駆動手段は、
前記基台部外に設置され、回転動力を出力する送用動力源と、
前記回転動力を伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された動力により、前記シャフト部材を回転駆動させる
ことを特徴とするピルガー圧延機の素管材制御機構。
【請求項5】
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御方法であって、
前記素管材の送り出し方向に沿って延設されたロッド状のシャフト部材に沿って移動可能な基台部を配置させ、
前記基台部上において、前記素管材を、素材把持部により前記圧延領域に臨ませて軸回転可能に把持する工程と、
前記基台部上において、前記シャフト部材に係合された進退駆動部を送駆動手段で回転駆動させることにより前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させるともに、前記基台部上において、前記素材把持部が把持する前記素管材を捻駆動手段により軸回転させる工程と
を含み、
前記捻駆動手段は、
回転動力を出力する捻用動力源と、
前記回転動力を前記素材把持部へ伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された動力により、前記素材把持部が把持する前記素管材を軸回転させる
ことを特徴とするピルガー圧延機の素管材制御方法。
【請求項6】
素管材の送り出し方向に沿って延設され、前記捻用動力源によって軸回転されるロッド状の伝達軸をさらに備え、
前記素材把持部は前記伝達軸に沿って複数配置され、
前記ベルト部材は、前記複数の素材把持部のそれぞれに対して設けられ、前記伝達軸の軸回転による回転動力を各素材把持部に伝達する
ことを特徴とする請求項5に記載のピルガー圧延機の素管材制御方法。
【請求項7】
前記伝達軸の断面形状に合致して前記伝達軸が挿通される挿通部を有し、且つ前記伝達軸に対して前記送り出し方向に摺動可能な摺動プーリーと、
前記捻用動力源の回転動力を摺動プーリーへ伝達する環状の動力源側ベルト部材と
をさらに備え、
前記捻用動力源は前記基台部外に設置され、
前記伝達軸はその断面が多角形状をなし、
前記ベルト部材は基台部とともに進退され、
前記摺動プーリーは、前記捻用動力源の進退に伴って前記伝達軸上を摺動しつつ、前記動力源側ベルト部材を介して前記回転動力を伝達する
ことを特徴とする請求項6に記載のピルガー圧延機の素管材制御方法。
【請求項8】
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御方法であって、
前記素管材の送り出し方向に沿って延設されたロッド状のシャフト部材に沿って移動可能な基台部を配置させ、
前記基台部上において、前記素管材を、素材把持部により前記圧延領域に臨ませて軸回転可能に把持する工程と、
前記基台部上において、前記シャフト部材に係合され、前記シャフト部材の回転駆動により、前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させるともに、前記素材把持部が把持する前記素管材を捻駆動手段により軸回転させる工程と
を含み、
前記シャフト部材を回転駆動させる送駆動手段は、
前記基台部外に設置され、回転動力を出力する送用動力源と、
前記回転動力を伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された動力により、前記シャフト部材を回転駆動させる
ことを特徴とするピルガー圧延機の素管材制御方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コールドピルガーなど、圧延ロール等によって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる金属素材を送り出し、圧延領域内において金属素材を圧延するピルガー圧延機の素管材制御機構及び素管材制御方法に関する。
続きを表示(約 2,500 文字)
【背景技術】
【0002】
近年、自動車分野、次世代エネルギー分野、及び既存エネルギー分野等では、燃料噴射管などの自動車の各装置、水素ステーション設備、及び石油及びガスプラント等の各種設備における燃料効率化のため、特殊鋼、ステンレス、ニッケル合金、チタン等の高機能材料を加工したシームレス管の需要が、耐圧、耐蝕、耐熱、及び高精度などの観点から高まっている。
【0003】
このようなシームレス管は、金属製の管素材又は中実棒素材からなる金属素材を圧延することにより製造される。具体的に、シームレス管の製造としては、上下一対の圧延ロールを用いて圧延するコールドピルガーミルによる冷間圧延法などが知られている(例えば、特許文献1)。この特許文献1に開示された技術では、周面に孔型を形成された一対の孔型ロールを用い、孔型ロールの間には先端に向かって径が小さくなるテーパーを有するマンドレルが設けられる。この孔型ロールは、その軸心に設けられた回転軸でロールスタンドに支持されている。そして、管素材に冷間圧延を行う際、ロールスタンドに支持された孔型ロールがマンドレルに沿って往復移動することによって、往復回転しながら被加工材である管素材を圧延する。
【先行技術文献】
【特許文献】
【0004】
特開平成11-188409号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に開示されたような従来の圧延装置は、金属素材を把持する機構が載置された基台部を孔型ロールに向けて前進駆動させる動力発生装置が装置外部に配置され、外部位置からシャフト部材を回転させる機構であるため、動力発生装置から基台部までのシャフト部材の長さによっては、シャフト部材に撓みが生じるため、シャフト部材を回転させるための動力発生装置に高い出力が要求される。
【0006】
すなわち、シャフト部材が尺化により、基台部上においてシャフト部材に螺合される箇所に生じるトルクや荷重が増大することとなり、これに耐えられるようにシャフト部材の径や強度を大きくする必要があった。これに伴い動力発生装置を大型化するとともに、高出力化しなければならず、延圧設備全体が大型化して設備の設置コストが増大してしまううえに、消費エネルギーも増大して運転コストも嵩むという問題があった。
【0007】
また、近年ではさらなる生産効率の向上が望まれているが、金属素材を送り出す機構、及び捻り回転させる機構など、装置各部が大型化すると動作時のイナーシャ(慣性モーメント)も大きくなり、それを制御するために装置がさらに重量化する傾向にあり、金属素材を送り出す機構の動作速度も高速化に一定の限界があった。
【0008】
そこで、本発明は、上記のような問題を解決するものであり、コールドピルガーなど、金属製の管素材又は中実棒素材などの金属素材を圧延領域内に送り出して圧延するにあたり、装置の軽量化を図り、装置の高速運転を可能にして生産効率の向上を実現することができるピルガー圧延機の素管材制御機構及び素管材制御方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、第1の発明は、
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御機構であって、
前記素管材の送り出し方向に沿って延設されるロッド状のシャフト部材と、
前記シャフト部材に沿って移動可能な基台部と、
前記基台部上において、前記素管材を、前記圧延領域に臨ませて軸回転可能に把持する素材把持部と、
前記基台部上において前記シャフト部材に係合され、前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させる進退駆動部と、
前記基台部上において、前記素材把持部が把持する前記素管材を軸回転させる捻駆動手段と、
前記進退駆動部を回転駆動させる送駆動手段と
を備え、
前記捻駆動手段は、
回転動力を出力する捻用動力源と、
前記回転動力を前記素材把持部へ伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された回転動力により、前記素材把持部が把持する前記素管材を軸回転させる
ことを特徴とする。
【0010】
また、第1の発明は、
圧延ロールによって形成される圧延領域に向けて、金属製の管素材又は中実棒素材からなる素管材を送り出し、前記圧延領域内において、前記素管材の外周に押圧される凹部を有する孔型に把持させつつ、前記素管材を圧延するピルガー圧延機の素管材制御方法であって、
前記素管材の送り出し方向に沿って延設されたロッド状のシャフト部材に沿って移動可能な基台部を配置させ、
前記基台部上において、前記素管材を、素材把持部により前記圧延領域に臨ませて軸回転可能に把持する工程と、
前記基台部上において、前記シャフト部材に係合された進退駆動部を送駆動手段で回転駆動させることにより前記シャフト部材から反力を得て前記基台部を前記シャフト部材に沿って進退させるともに、前記基台部上において、前記素材把持部が把持する前記素管材を捻駆動手段により軸回転させる工程と
を含み、
前記捻駆動手段は、
回転動力を出力する捻用動力源と、
前記回転動力を前記素材把持部へ伝達する環状のベルト部材と
を備え、
前記ベルト部材を介して伝達された動力により、前記素材把持部が把持する前記素管材を軸回転させる
ことを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社三益
ピルガー圧延機の素管材制御機構及び素管材制御方法
2か月前
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
19日前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
川崎重工業株式会社
金型形状の選定方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
10日前
本田技研工業株式会社
プレス成形方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
金型交換装置
1か月前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
旭サナック株式会社
圧造機
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
18日前
住友重機械工業株式会社
ストレッチ成形装置
3か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
2日前
川崎重工業株式会社
ロール成形機及びロール成形方法
3か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
12日前
株式会社栗本鐵工所
ベンディングロール
1か月前
トヨタ紡織株式会社
プレス成形装置
2か月前
株式会社アマダ
パンチング加工方法
17日前
トヨタ紡織株式会社
プレス加工方法
1か月前
日産自動車株式会社
鍛造方法
3か月前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
24日前
フタバ産業株式会社
配管部品の製造方法
5日前
フタバ産業株式会社
配管部品の製造方法
5日前
日本軽金属株式会社
模様付製品成形用押出しダイス
1か月前
東陽建設工機株式会社
鉄筋搬送補助装置
3か月前
株式会社アマダ
金型収納装置
18日前
トヨタ紡織株式会社
材料供給装置
2か月前
山陽特殊製鋼株式会社
バーの処理設備
2か月前
株式会社アマダ
金型反転装置
24日前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ