TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024033174
公報種別
公開特許公報(A)
公開日
2024-03-13
出願番号
2022136609
出願日
2022-08-30
発明の名称
材料供給装置
出願人
トヨタ紡織株式会社
代理人
弁理士法人岡田国際特許事務所
主分類
B21D
43/09 20060101AFI20240306BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡潔な構造でプレスの動力手段とは別の動力手段を必要としないプレスの材料供給装置を提供する。
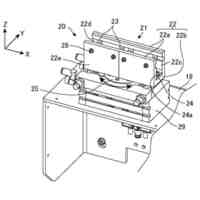
【解決手段】材料供給装置4は、支持ローラ41と、マグネットローラ12と、マグネットローラ12の回転軸12aと、回転軸12aに同軸でマグネットローラ12が最端部分M2を搬送する方向には回転不能でその反対には回転可能な拡径部材12eと、一端が拡径部材12eに固定され他端がスライド22に固定されたワイヤ15と、ワイヤ15に掛けられ動滑車軸14aが搬送方向Dと反対方向に付勢された動滑車14と、拡径部材12eを回転付勢する回転付勢装置12dと、最端部分M2に設けられた切起しM3と、を有する。スライド22が上昇するとマグネットローラ12が回転し最端部分M2を切起しM3が金型3の一部に当接するまで搬送し、さらにスライド22が上昇するとマグネットローラ12が回転を止め動滑車軸14aが搬送方向Dに移動する。
【選択図】図2
特許請求の範囲
【請求項1】
プレスの金型に材料を供給するレベラーフィーダと前記金型との間に残された材料端末部分を前記金型に供給する材料供給装置であって、
前記材料端末部分を前記金型に向けて搬送可能に載置するローラと、該ローラ上に載置された前記材料端末部分に上から当接して回転することにより前記金型に向けて前記材料端末部分を搬送可能なマグネットローラと、該マグネットローラを回転可能に支持し軸線が前記材料端末部分の搬送方向と垂直に延びる回転軸と、該回転軸に対し同軸で取付けられ前記マグネットローラが前記材料端末部分を前記金型に向けて搬送する回転方向には前記回転軸に対し回転不能で前記回転方向と反対の方向には回転可能な円筒状の拡径部材と、一端が該拡径部材の周方向の一部に固定され他端が前記金型の上型又は該上型を取付けたスライドに固定されたワイヤと、該ワイヤに掛けられ滑車軸が前記回転軸と平行に延びて前記材料端末部分の搬送方向と反対方向に付勢された動滑車と、前記拡径部材を前記回転方向と反対の方向に回転付勢する回転付勢手段と、前記材料端末部分に設けられ前記金型の一部に当接して前記材料端末部分の搬送を止めるストッパと、を有し、
前記拡径部材に前記ワイヤが前記一端側から巻き取られた状態で前記スライドが上昇することにより前記拡径部材が前記回転付勢手段の付勢力に抗して回転することにより前記回転軸を介して前記マグネットローラが回転し前記材料端末部分を前記ストッパが前記金型の一部に当接するまで搬送し、
さらに前記上型が上昇すると前記マグネットローラが回転を止めた状態で前記動滑車における前記滑車軸が前記材料端末部分の搬送方向に移動する材料供給装置。
続きを表示(約 220 文字)
【請求項2】
請求項1において、前記レベラーフィーダで前記材料を前記金型に供給しているときは、前記回転軸を上昇させて前記マグネットローラが前記材料に当接しないようにされている材料供給装置。
【請求項3】
請求項1又は請求項2において、前記プレスは順送プレスであり、前記ストッパは前記材料にプレス成形の第1工程目においてプレス成形された切起しであり第2工程目において切り取られるか曲げ戻されるかするものである材料供給装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、材料供給装置に関する。詳しくは、レベラーフィーダで供給できなくなった材料の最終端末部分をプレス金型間に供給するプレスの材料供給装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
従来、コイル状に巻いた鋼板等の材料をレベラーフィーダでプレス金型間に供給してプレス成形が行われることがある。その際、材料供給の最終段階で材料の最終端末部がレベラーフィーダから外れてしまうと材料をプレス金型間に送れなくなる。材料の最終端末部からプレス金型までの間の部分である最終端末部分を有効利用するために、特許文献1に記載された材料最終端搬入装置においては、フリーローラーコンベア上にある材料の最終端末部分を上からエアシリンダーで押さえ、そのままの状態でロッドレスシリンダーを用いて金型ストッパーまで走行させるようにしている。
【先行技術文献】
【特許文献】
【0003】
特開2003-154423号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述の特許文献1に記載された材料最終端搬入装置においては、プレス駆動の動力手段とは別にエアシリンダーやロッドレスシリンダーを作動させる圧縮エア―等の動力手段が必要であるとともに装置が大型化しやすいという問題があった。
【0005】
このような問題に鑑み本発明の課題は、簡潔な構造で圧縮エア―等のプレス駆動の動力手段とは別の動力手段を必要としないプレスの材料供給装置を提供することにある。
【課題を解決するための手段】
【0006】
本発明の第1発明は、プレスの金型に材料を供給するレベラーフィーダと前記金型との間に残された材料端末部分を前記金型に供給する材料供給装置であって、前記材料端末部分を前記金型に向けて搬送可能に載置するローラと、該ローラ上に載置された前記材料端末部分に上から当接して回転することにより前記金型に向けて前記材料端末部分を搬送可能なマグネットローラと、該マグネットローラを回転可能に支持し軸線が前記材料端末部分の搬送方向と垂直に延びる回転軸と、該回転軸に対し同軸で取付けられ前記マグネットローラが前記材料端末部分を前記金型に向けて搬送する回転方向には前記回転軸に対し回転不能で前記回転方向と反対の方向には回転可能な円筒状の拡径部材と、一端が該拡径部材の周方向の一部に固定され他端が前記金型の上型又は該上型を取付けたスライドに固定されたワイヤと、該ワイヤに掛けられ滑車軸が前記回転軸と平行に延びて前記材料端末部分の搬送方向と反対方向に付勢された動滑車と、前記拡径部材を前記回転方向と反対の方向に回転付勢する回転付勢手段と、前記材料端末部分に設けられ前記金型の一部に当接して前記材料端末部分の搬送を止めるストッパと、を有し、前記拡径部材に前記ワイヤが前記一端側から巻き取られた状態で前記スライドが上昇することにより前記拡径部材が前記回転付勢手段の付勢力に抗して回転することにより前記回転軸を介して前記マグネットローラが回転し前記材料端末部分を前記ストッパが前記金型の一部に当接するまで搬送し、さらに前記上型が上昇すると前記マグネットローラが回転を止めた状態で前記動滑車における前記滑車軸が前記材料端末部分の搬送方向に移動することを特徴とする。
【0007】
第1発明によれば、プレスのスライダの動きによってワイヤが牽引され、拡径部材、回転軸を介してマグネットローラが回転することによって材料端末部分を金型に供給することができる。このとき、材料供給装置は、プレスの駆動動力とは別に動力手段を用いることなく材料端末部分を前記金型に供給することができるとともに、ロッドレスシリンダー等の大型の部品を使用することがないので構造が簡潔である。
【0008】
本発明の第2発明は、上記第1発明において、前記レベラーフィーダで前記材料を前記金型に供給しているときは、前記回転軸を上昇させて前記マグネットローラが前記材料に当接しないようにされていることを特徴とする。
【0009】
第2発明によれば、プレスの材料供給装置はレベラーフィーダと金型との間に残された材料端末部分を金型間に供給するときのみに使用されるので故障等の不具合を起こりにくくすることができる。
【0010】
本発明の第3発明は、上記第1発明又は上記第2発明において、前記プレスは順送プレスであり、前記ストッパは前記材料にプレス成形の第1工程目においてプレス成形された切起しであり第2工程目において切り取られるか曲げ戻されるかするものであることを特徴とする。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
18日前
川崎重工業株式会社
金型形状の選定方法
1か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
9日前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
本田技研工業株式会社
プレス成形方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
石福金属興業株式会社
イリジウム合金線の製造方法
17日前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
1日前
株式会社栗本鐵工所
ベンディングロール
1か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
11日前
トヨタ紡織株式会社
プレス加工方法
1か月前
株式会社アマダ
パンチング加工方法
16日前
日本軽金属株式会社
模様付製品成形用押出しダイス
1か月前
フタバ産業株式会社
配管部品の製造方法
4日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
23日前
フタバ産業株式会社
配管部品の製造方法
4日前
株式会社アマダ
金型反転装置
23日前
株式会社アマダ
金型収納装置
17日前
トヨタ紡織株式会社
材料供給装置
2か月前
日本製鉄株式会社
プレス成形品の製造方法及び製造設備
1か月前
住友重機械工業株式会社
成形装置、及び金属部材
4日前
JFEスチール株式会社
プレス成形品の形状予測方法及び装置
1日前
NTN株式会社
車輪用軸受装置の製造方法及び製造装置
5日前
株式会社リケンCKJV
グルーブ加工管及びその製造機
2か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
本田技研工業株式会社
製造方法及び精度管理方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
2か月前
日高精機株式会社
スタック装置
1か月前
続きを見る
他の特許を見る





 特許ウォッチ
特許ウォッチ