TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024052585
公報種別
公開特許公報(A)
公開日
2024-04-11
出願番号
2023159978
出願日
2023-09-25
発明の名称
プレス成形装置及びプレス成形方法
出願人
本田技研工業株式会社
代理人
弁理士法人桐朋
主分類
B21D
24/12 20060101AFI20240404BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】プレス装置が異なる場合であっても、金型内の所定部位に対して、精度よく荷重を付与できる技術を提供する。
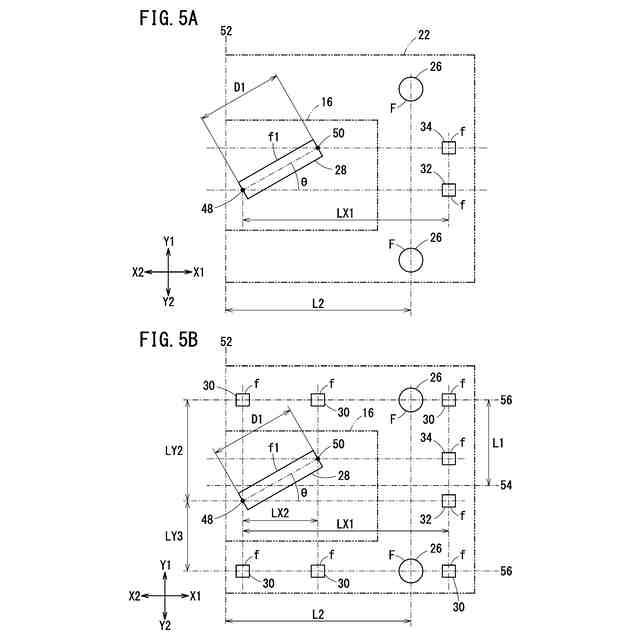
【解決手段】一定荷重の付与が求められる荷重制御領域を含むワークをプレス成形するプレス成形装置10及びプレス成形方法は、ワークを挟み込む上型18及び下型16を有する金型14と、上型18を保持するスライダ20と、下型16を保持するボルスタ22と、スライダ20を複数の加圧ポイント26でボルスタ22に向けて加圧する加圧機構24と、金型14の周囲であって、ボルスタ22とスライダ20との間に配置された1又は複数の支持ブロック30と、を備え、支持ブロック30は、加圧ポイント26よりも外側であって、荷重制御領域の端部の基準点を加圧ポイント26の配列方向に延ばした線の上に配置される。
【選択図】図1
特許請求の範囲
【請求項1】
一定荷重の付与が求められる荷重制御領域を含むワークをプレス成形するプレス成形装置であって、
前記ワークを挟み込む上型及び下型を有する金型と、
前記上型を保持するスライダと、
前記下型を保持するボルスタと、
前記スライダを複数の加圧ポイントで前記ボルスタに向けて加圧する加圧機構と、
前記金型の周囲であって、前記ボルスタと前記スライダとの間に配置された1又は複数の支持ブロックと、を備え、
前記支持ブロックは、前記加圧ポイントよりも外側であって、前記荷重制御領域の端部の基準点を前記加圧ポイントの配列方向に延ばした線の上に配置される、
プレス成形装置。
続きを表示(約 1,800 文字)
【請求項2】
請求項1記載のプレス成形装置であって、
前記加圧ポイントは、矩形領域の4隅に配列され、
少なくとも1つの前記支持ブロックは、
前記荷重制御領域の中で前記矩形領域の長手方向の中央線と交差する部位又は前記荷重制御領域の中で前記中央線に最も近い端部に設定された第1基準点から前記長手方向に延ばした線の上に配置される、
プレス成形装置。
【請求項3】
請求項2記載のプレス成形装置であって、
前記荷重制御領域は、前記長手方向に延在し、
前記支持ブロックは、
前記第1基準点を、前記長手方向に延ばした線の上に配置される第1支持ブロックを有する、
プレス成形装置。
【請求項4】
請求項2記載のプレス成形装置であって、
前記荷重制御領域は、前記長手方向に対して傾斜して延在し、
前記支持ブロックは、
前記第1基準点から前記長手方向に延ばした線の上に配置される第1支持ブロックと、
前記荷重制御領域の中で、前記中央線から最も離れた端部に設定された第2基準点から前記長手方向に延ばした線の上に配置される第2支持ブロックと、を有する、
プレス成形装置。
【請求項5】
請求項3又は4記載のプレス成形装置であって、
さらに追加の前記支持ブロックが、
前記第1基準点から前記矩形領域の短手方向に延ばした線の上と、
前記荷重制御領域の中で、前記中央線から最も離れた端部に設定された第2基準点から前記短手方向に延ばした線の上と、
前記第1支持ブロックから前記短手方向に延ばした線の上と、
にさらに配置される、
プレス成形装置。
【請求項6】
請求項1~4のいずれか1項に記載のプレス成形装置であって、
前記下型は矩形の一部を切欠いた非矩形形状を有し、
前記下型の切欠いた部分を補う仮想矩形の角部に補助ブロックが配置されている、
プレス成形装置。
【請求項7】
ワークを挟み込む上型及び下型を有する金型と、前記上型を保持するスライダと、前記下型を保持するボルスタと、前記スライダを複数の加圧ポイントで前記ボルスタに向けて加圧する加圧機構と、を備えたプレス成形装置を用いて、一定荷重の付与が求められる荷重制御領域を含む前記ワークをプレス成形するプレス成形方法であって、
前記金型の周囲であって、前記ボルスタと前記スライダとの間に1又は複数の支持ブロックを配置するステップと、
前記加圧機構で前記金型とともに前記支持ブロックを加圧して前記ワークを成形するステップと、を有し、
前記支持ブロックを配置するステップは、前記加圧ポイントよりも外側であって、前記荷重制御領域の端部の基準点を前記加圧ポイントの配列方向に延ばした線の上に配置する工程を有する、
プレス成形方法。
【請求項8】
請求項7記載のプレス成形方法であって、
前記加圧ポイントは、矩形領域の4隅に配列され、
少なくとも1つの前記支持ブロックは、
前記荷重制御領域の中で前記矩形領域の長手方向の中央線と交差する部位又は前記荷重制御領域の中で前記中央線に最も近い端部に設定された第1基準点から、前記長手方向に延ばした線の上に配置される、
プレス成形方法。
【請求項9】
請求項8記載のプレス成形方法であって、
前記荷重制御領域は、前記長手方向に延在し、
前記支持ブロックは、
前記第1基準点から、前記長手方向に延ばした線の上に配置される第1支持ブロックを有する、
プレス成形方法。
【請求項10】
請求項8記載のプレス成形方法であって、
前記荷重制御領域は、前記長手方向に対して傾斜して延在し、
前記支持ブロックは、
前記第1基準点から前記長手方向に延ばした線の上に配置される第1支持ブロックと、
前記荷重制御領域の中で、前記中央線から最も離れた端部に設定された第2基準点から前記長手方向に延ばした線の上に配置される第2支持ブロックと、を有する、
プレス成形方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス成形装置及びプレス成形方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
プレス成形は、プレス装置のボルスタとスライダとの間に金型を配置し、金型でワークを挟み込んで荷重を加えることで、ワークを所定形状に成形する。ワークの形状が同じであれば、複数の製造拠点で使用されるプレス装置で同一形状の金型が使用される。
【発明の概要】
【発明が解決しようとする課題】
【0003】
プレス装置は、製造拠点によって異なるものが使用される場合がある。ところが、プレス装置によって、金型を加圧する加圧ポイントの位置が異なっている場合がある。加圧ポイントの位置の相違は、金型のたわみ量の相違を生じさせる。その結果、同じ金型を使用した場合であっても、プレス装置によって荷重分布が変わってしまい、成形品のバラツキが生じる。
【0004】
例えば、自動車のアウタパネルには、キャラクターラインと呼ばれる小さなエッジ半径を有する稜線部が形成される場合がある。このようなエッジ半径の小さな稜線部を形成する場合には、稜線部の全体に一定の荷重を加える必要がある。プレス装置の相違によって、荷重分布が変わると、荷重制御が求められる成形品の製造が困難となる。
【0005】
そのため、プレス装置が異なる場合であっても、金型内の所定部位に対して、精度よく荷重を付与できる手法が求められている。
【0006】
本発明は、上記した課題を解決することを目的とする。
【課題を解決するための手段】
【0007】
以下の開示の一観点は、一定荷重の付与が求められる荷重制御領域を含むワークをプレス成形するプレス成形装置であって、前記ワークを挟み込む上型及び下型を有する金型と、前記上型を保持するスライダと、前記下型を保持するボルスタと、前記スライダを複数の加圧ポイントで前記ボルスタに向けて加圧する加圧機構と、前記金型の周囲であって、前記ボルスタと前記スライダとの間に配置された1又は複数の支持ブロックと、を備え、前記支持ブロックは、前記加圧ポイントよりも外側であって、前記荷重制御領域の端部の基準点を前記加圧ポイントの配列方向に延ばした線の上に配置される、プレス成形装置にある。
【0008】
別の一観点は、ワークを挟み込む上型及び下型を有する金型と、前記上型を保持するスライダと、前記下型を保持するボルスタと、前記スライダを複数の加圧ポイントで前記ボルスタに向けて加圧する加圧機構と、を備えたプレス成形装置を用いて、一定荷重の付与が求められる荷重制御領域を含む前記ワークをプレス成形するプレス成形方法であって、前記金型の周囲であって、前記ボルスタと前記スライダとの間に1又は複数の支持ブロックを配置するステップと、前記加圧機構で前記金型とともに前記支持ブロックを加圧して前記ワークを成形するステップと、を有し、前記支持ブロックを配置するステップは、前記加圧ポイントよりも外側であって、前記荷重制御領域の端部の基準点を前記加圧ポイントの配列方向に延ばした線の上に配置する工程を有する、プレス成形方法にある。
【発明の効果】
【0009】
上記観点のプレス成形装置及びプレス成形方法は、最小限の支持ブロックを配置することで、プレス装置が異なる場合であっても、金型内の荷重制御領域に精度よく均一な荷重を付与できる。従って、上記観点のプレス成形装置及びプレス成形方法は、エッジ半径の小さな稜線部を含むワークを良好に成形できる。
【0010】
上記の目的、特徴及び利点は、添付した図面を参照して説明される以下の実施形態の説明から容易に了解されるであろう。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
本田技研工業株式会社
車両
4日前
本田技研工業株式会社
車両
2日前
本田技研工業株式会社
曇り止めシステム
3日前
本田技研工業株式会社
電解合成システム
4日前
本田技研工業株式会社
自動車のバッテリ温度制御装置
3日前
本田技研工業株式会社
電解液およびリチウム金属二次電池
2日前
本田技研工業株式会社
注意喚起システム及び注意喚起方法
2日前
本田技研工業株式会社
ABSモジュレーター配管配置構造
3日前
本田技研工業株式会社
制御装置、制御方法、及び制御プログラム
2日前
本田技研工業株式会社
バッテリ温調方法及びバッテリ温調システム
2日前
本田技研工業株式会社
運転支援装置、運転支援方法、およびプログラム
4日前
本田技研工業株式会社
モバイル対話装置、端末機器及びモバイル対話システム
3日前
本田技研工業株式会社
車両制御装置、車両制御装置の動作方法、プログラム及び記憶媒体
3日前
川崎重工業株式会社
プレス用金型
1か月前
株式会社サンテック
ヘミング加工方法
19日前
川崎重工業株式会社
金型形状の選定方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
10日前
株式会社アマダ
金型交換装置
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
株式会社アマダ
金型交換装置
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
旭サナック株式会社
圧造機
2か月前
石福金属興業株式会社
イリジウム合金線の製造方法
18日前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
2日前
株式会社栗本鐵工所
ベンディングロール
1か月前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
12日前
株式会社アマダ
パンチング加工方法
17日前
トヨタ紡織株式会社
プレス加工方法
1か月前
トヨタ紡織株式会社
プレス成形装置
2か月前
続きを見る
他の特許を見る










 特許ウォッチ
特許ウォッチ