TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024043505
公報種別
公開特許公報(A)
公開日
2024-03-29
出願番号
2023146196
出願日
2023-09-08
発明の名称
熱交換器の製造方法
出願人
ダイキン工業株式会社
代理人
弁理士法人前田特許事務所
主分類
B21D
53/08 20060101AFI20240322BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】伝熱管の外径を拡大させる拡管工程のために使用される潤滑油の量を削減する。
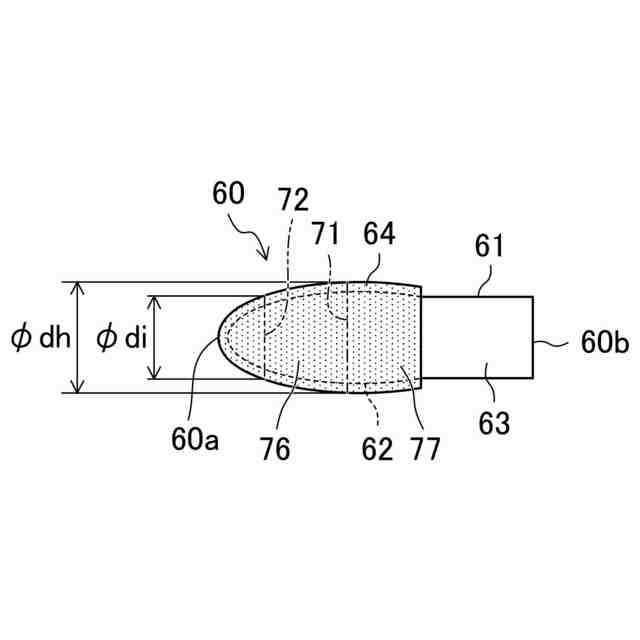
【解決手段】熱交換器(10)の製造方法おいて、挿管工程と拡管工程とを行う。挿管工程では、フィンの貫通孔に伝熱管が挿し通される。拡管工程では、フィンに挿し通された伝熱管の外径を拡大させる。拡管工程では、伝熱管の外径を拡大させるために、拡管プラグ(60)が伝熱管に押し込まれる。拡管プラグ(60)は、超硬合金からなるプラグ本体(62)と、プラグ本体(62)の表面を覆うダイヤモンド膜(64)とを備える。
【選択図】図8
特許請求の範囲
【請求項1】
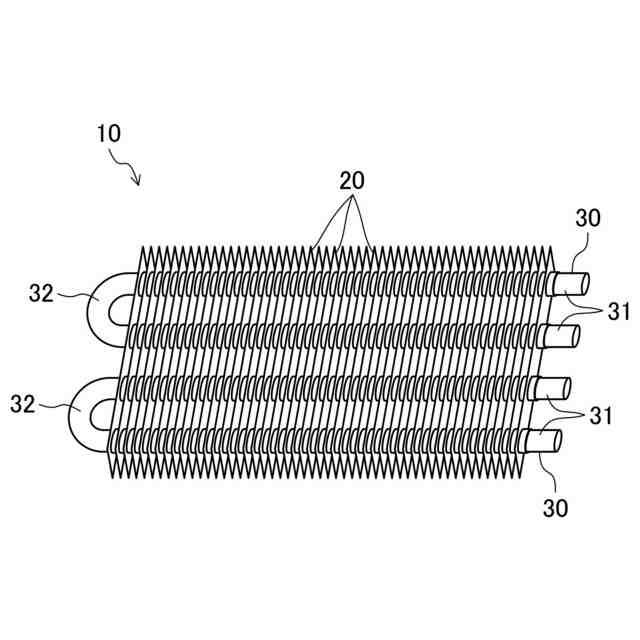
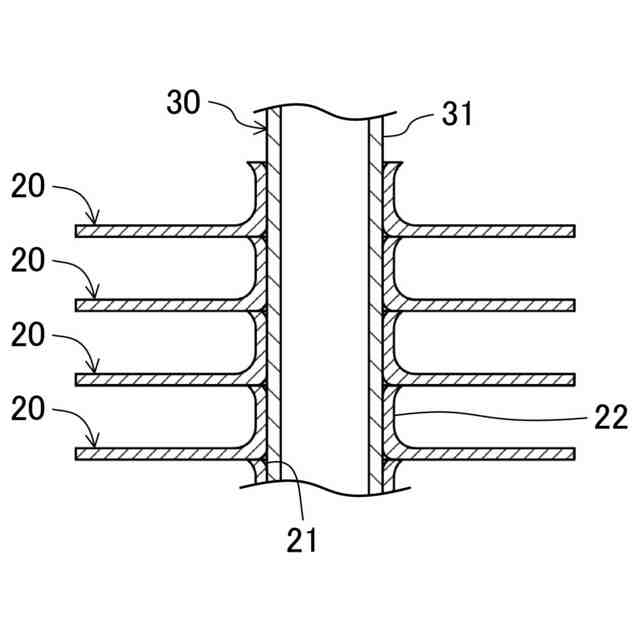
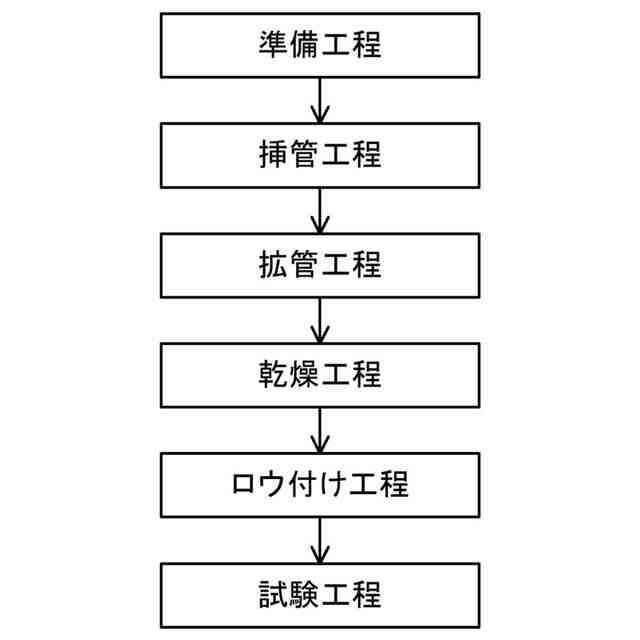
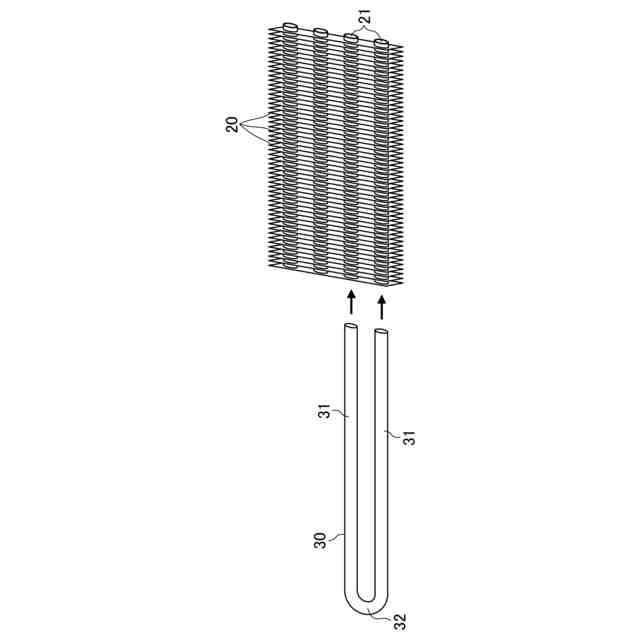
板状のフィン(20)と、円管状の伝熱管(30)とを備えた熱交換器(10)の製造方法であって、
上記フィン(20)に形成された貫通孔(21)に上記伝熱管(30)を挿し通す挿管工程と、
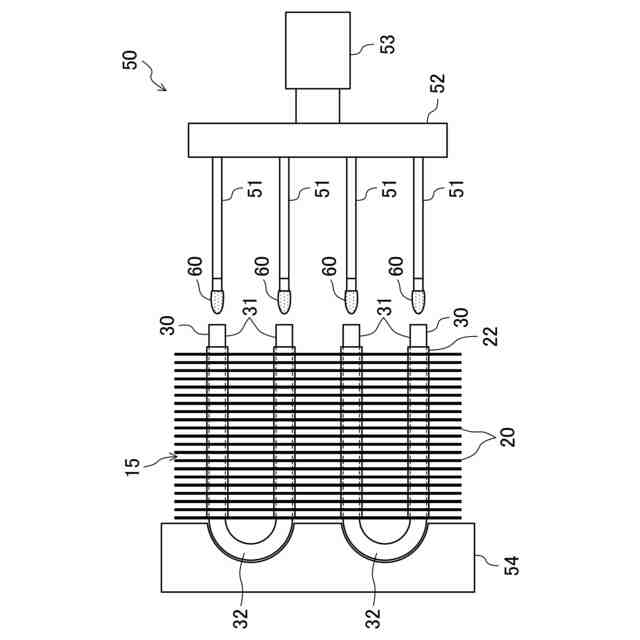
上記伝熱管(30)に上記フィン(20)を固定するために、上記挿管工程において上記フィン(20)に挿し通された上記伝熱管(30)の外径を拡大させる拡管工程とを備え、
上記拡管工程では、上記伝熱管(30)の外径を拡大させるために、超硬合金からなるプラグ本体(62)と、該プラグ本体(62)の表面を覆うダイヤモンド膜(64)とを備えた拡管プラグ(60)が、上記伝熱管(30)に押し込まれる
熱交換器の製造方法。
続きを表示(約 1,300 文字)
【請求項2】
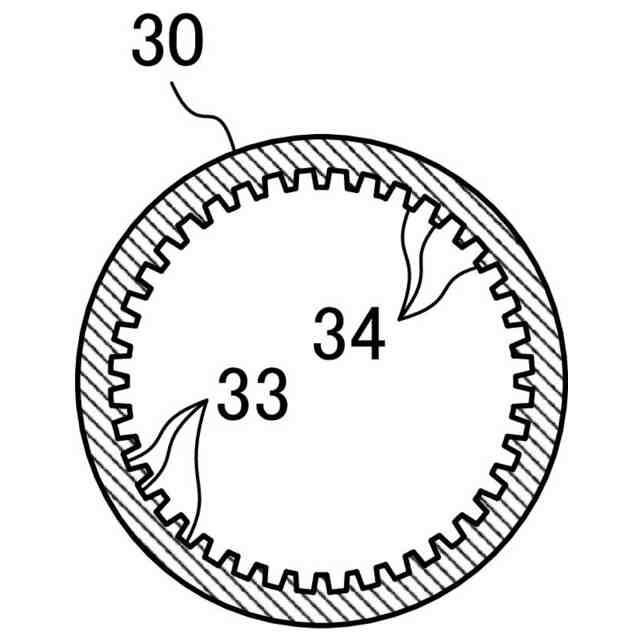
上記伝熱管(30)の材質は、アルミニウムまたはアルミニウム合金であり、
上記伝熱管(30)は、内側面に複数の溝が形成された内面溝付管である
請求項1に記載の熱交換器の製造方法。
【請求項3】
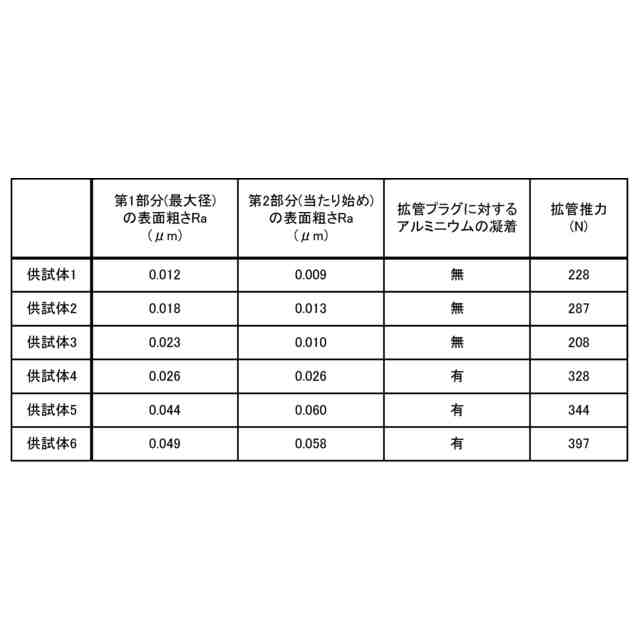
上記拡管工程において用いられる上記拡管プラグ(60)は、該拡管プラグ(60)の上記ダイヤモンド膜(64)の表面の算術平均粗さRaが0.023μm以下である
請求項1又は2に記載の熱交換器の製造方法。
【請求項4】
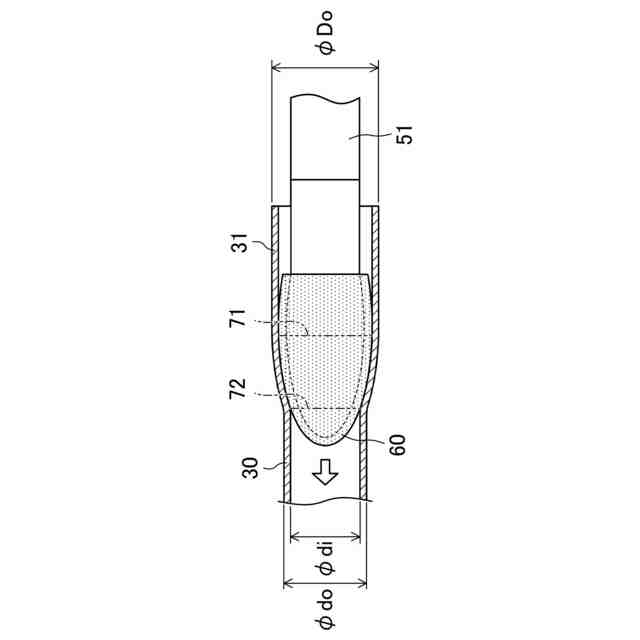
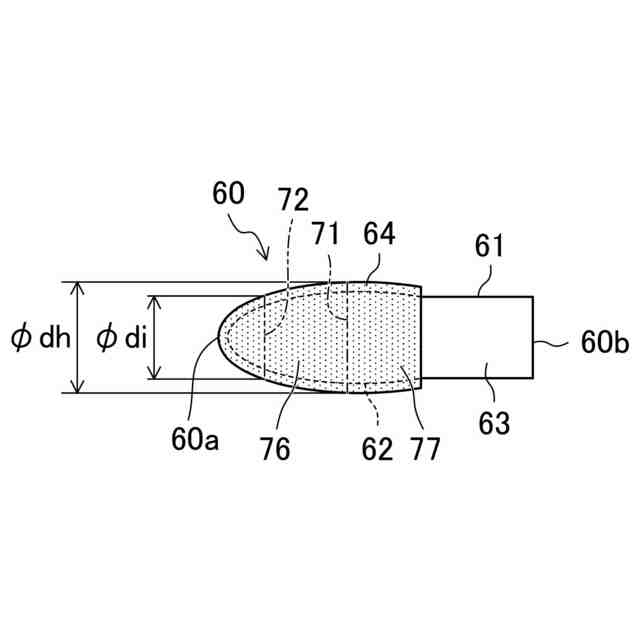
上記拡管工程の実行前における上記伝熱管(30)の内径が、拡管前内径であり、
上記拡管プラグ(60)は、
基端(60b)及び先端(60a)を有すると共に、
上記基端(60b)と上記先端(60a)の中間に位置して外径が最も大きい第1部分(71)と、
上記先端(60a)から上記第1部分(71)にわたる部分であって上記先端(60a)から上記第1部分(71)に向かって外径が次第に拡大する拡径部(76)と、
上記拡径部(76)のうち外径が上記拡管前内径と等しい部分である第2部分(72)とを含み、
上記第2部分(72)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaが、上記第1部分(71)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaよりも小さい
請求項1又は2に記載の熱交換器の製造方法。
【請求項5】
上記第1部分(71)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaが0.023μm以下である
請求項4に記載の熱交換器の製造方法。
【請求項6】
上記第2部分(72)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaが0.013μm以下である
請求項4に記載の熱交換器の製造方法。
【請求項7】
上記第1部分(71)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaが0.023μm以下であり、
上記第2部分(72)における上記ダイヤモンド膜(64)の表面の算術平均粗さRaが0.013μm以下である
請求項4に記載の熱交換器の製造方法。
【請求項8】
上記拡管工程よりも前に行われる工程であって、上記伝熱管(30)の内面に潤滑油を塗布する塗布工程を備え、
上記塗布工程において一本の上記伝熱管(30)の内側面に塗布される上記潤滑油の量が、上記伝熱管(30)の長さ1mあたり0.5gよりも少ない
請求項1又は2に記載の熱交換器の製造方法。
【請求項9】
上記伝熱管(30)の内側面に潤滑油が塗布されていない状態で上記拡管工程を行う
請求項1又は2に記載の熱交換器の製造方法。
【請求項10】
上記拡管工程では、上記伝熱管(30)の外径を、該拡管工程の前における上記伝熱管(30)の外径の104%以上112%以下にまで拡大させる
請求項1又は2に記載の熱交換器の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本開示は、熱交換器の製造方法に関するものである。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
特許文献1には、拡管プラグが開示されている。拡管プラグは、熱交換器の製造過程において用いられる。具体的には、伝熱管の外径を拡大させて伝熱管にフィンを固定する拡管工程において、拡管プラグが伝熱管に押し込まれる。
【0003】
特許文献1には、伝熱管と拡管プラグの摩擦を低減するための潤滑油の使用量を削減するために、拡管プラグの表面にDLC(Diamond-Like Carbon)膜を形成することが開示されている。
【先行技術文献】
【特許文献】
【0004】
特許6604701号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
DLC膜には、比較的摩耗しやすいという特性がある。そのため、拡管プラグの交換頻度が高くなり、費用が嵩むという問題があった。また、拡管プラグの交換頻度を低く抑えると、DLC膜が殆ど無くなった状態で拡管プラグを使用し続けることとなるため、拡管工程の前に伝熱管に塗布する潤滑油の量を殆ど削減できないという問題があった。
【0006】
本開示の目的は、伝熱管の外径を拡大させる拡管工程のために使用される潤滑油の量を削減することにある。
【課題を解決するための手段】
【0007】
本開示の第1の態様は、板状のフィン(20)と、円管状の伝熱管(30)とを備えた熱交換器(10)の製造方法であって、上記フィン(20)に形成された貫通孔(21)に上記伝熱管(30)を挿し通す挿管工程と、上記伝熱管(30)に上記フィン(20)を固定するために、上記挿管工程において上記フィン(20)に挿し通された上記伝熱管(30)の外径を拡大させる拡管工程とを備える。上記拡管工程では、上記伝熱管(30)の外径を拡大させるために、超硬合金からなるプラグ本体(62)と、該プラグ本体(62)の表面を覆うダイヤモンド膜(64)とを備えた拡管プラグ(60)が、上記伝熱管(30)に押し込まれる。
【0008】
第1の態様では、プラグ本体(62)とダイヤモンド膜(64)とを備えた拡管プラグ(60)が、拡管工程において用いられる。ダイヤモンド膜(64)は、DLC膜よりも固くて摩耗しにくいという特性を有する。そのため、拡管プラグ(60)の交換頻度を低く抑えることができる。更に、ダイヤモンド膜(64)を備えた拡管プラグ(60)を用いることによって、拡管工程中に伝熱管(30)と拡管プラグ(60)の接触部分を潤滑する潤滑油を不要とすることができる。また、拡管工程の前に伝熱管(30)の内面に潤滑油を塗布する場合は、塗布される潤滑油の量を削減できる。
【0009】
本開示の第2の態様は、上記第1の態様において、上記伝熱管(30)の材質は、アルミニウムまたはアルミニウム合金であり、上記伝熱管(30)は、内側面に複数の溝が形成された内面溝付管である。
【0010】
第2の態様では、熱交換器(10)を構成する伝熱管(30)が、アルミニウムまたはアルミニウム合金からなる内面溝付管である。拡管工程では、この伝熱管(30)に拡管プラグ(60)が押し込まれる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
トヨタ自動車株式会社
交換装置
1日前
川崎重工業株式会社
プレス用金型
1か月前
トヨタ自動車株式会社
プレス装置
1日前
株式会社サンテック
ヘミング加工方法
24日前
川崎重工業株式会社
金型形状の選定方法
1か月前
株式会社プロテリアル
熱間型打鍛造用分割金型
2か月前
トヨタ自動車株式会社
平角線の歪み除去装置
1か月前
トヨタ自動車株式会社
アウタパネルの製造方法
15日前
冨士発條株式会社
プレス成形方法
3日前
株式会社アマダ
金型交換装置
1か月前
本田技研工業株式会社
プレス成形方法
1か月前
株式会社ダイナックス
打抜き加工用パンチ
1か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社アマダ
金型交換装置
2か月前
本田技研工業株式会社
プレス成形方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
今日
JFEスチール株式会社
プレス成形品の製造方法
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
7日前
石福金属興業株式会社
イリジウム合金線の製造方法
23日前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
旭サナック株式会社
圧造機
2か月前
株式会社栗本鐵工所
ベンディングロール
2か月前
JFEスチール株式会社
圧延方法
4日前
トヨタ自動車株式会社
プレス金型及びプレス成形方法
17日前
トヨタ紡織株式会社
プレス成形装置
2か月前
トヨタ紡織株式会社
プレス加工方法
1か月前
株式会社アマダ
パンチング加工方法
22日前
フタバ産業株式会社
配管部品の製造方法
10日前
日本軽金属株式会社
模様付製品成形用押出しダイス
1か月前
フタバ産業株式会社
配管部品の製造方法
10日前
産業振興株式会社
金属板の加工設備及び方法、スクラップ
29日前
株式会社アマダ
金型反転装置
29日前
株式会社アマダ
金型収納装置
23日前
トヨタ紡織株式会社
材料供給装置
2か月前
フタバ産業株式会社
プレス成形品の製造方法
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ