TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024072083
公報種別
公開特許公報(A)
公開日
2024-05-27
出願番号
2022182704
出願日
2022-11-15
発明の名称
シームレス缶の製造方法
出願人
東洋製罐株式会社
代理人
弁理士法人愛宕綜合特許事務所
主分類
B21D
51/26 20060101AFI20240520BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】底部接地部に確実にボトムコート塗膜が施された缶体の製造方法及びこの製造方法により形成された缶体を提供する。
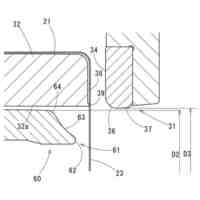
【解決手段】シームレス缶の製造方法において、底部中央に形成された缶内方に突出するドーム部と、前記ドーム部を取り囲むように形成される環状の接地部から成る脚部、とが形成されたプリフォーム缶を成形する工程、前記プリフォーム缶の少なくとも前記接地部に外面塗装を行う第1のボトムコート工程、前記第1のボトムコート工程において塗装されたプリフォーム缶の内部に押圧体を挿入して、前記プリフォーム缶の外面側に設置された成形型とで前記プリフォーム缶の底部を押圧することにより、接地部を有する環状の湾曲端部を形成するボトムリフォーム工程、前記ボトムリフォーム工程において形成された湾曲端部の少なくとも接地部に外面塗装を行う第2のボトムコート工程、を有することを特徴とする。
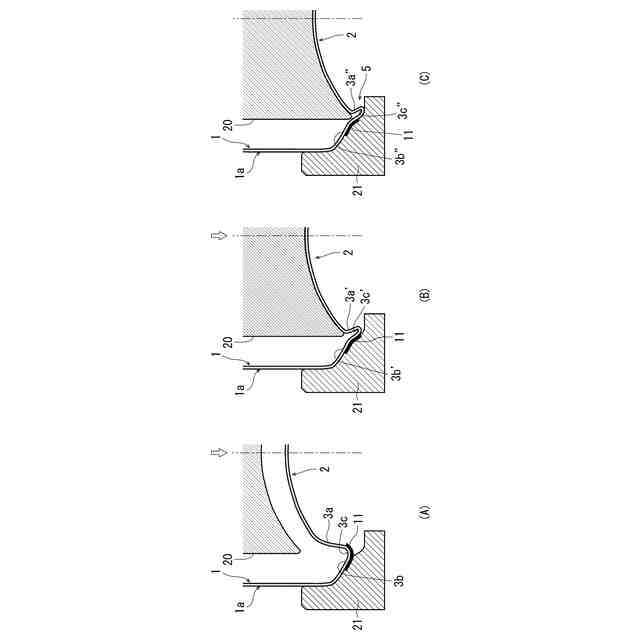
【選択図】図2
特許請求の範囲
【請求項1】
底部及び胴部を備えたシームレス缶の製造方法において、
底部中央に缶内方に突出するドーム部と、該ドーム部の外周縁から缶軸方向下方に延びる内周壁、胴部下端から缶軸方向下方に延び且つ下方に行くに従って外径が減少するテーパ状の外周壁、及び前記内周壁下端及び前記外周壁下端に位置し、前記ドーム部を取り囲むように形成される環状の接地部から成る脚部、とが形成されたプリフォーム缶を成形する工程、
前記プリフォーム缶の少なくとも前記接地部に外面塗装を行う第1のボトムコート工程、
前記第1のボトムコート工程において塗装されたプリフォーム缶の内部に押圧体を挿入して、前記プリフォーム缶の外面側に設置された成形型とで前記プリフォーム缶の底部を押圧することにより、前記内周壁を缶径方向内方に湾曲させて、接地部を有する環状の湾曲端部を形成するボトムリフォーム工程、
前記ボトムリフォーム工程において形成された湾曲端部の少なくとも接地部に外面塗装を行う第2のボトムコート工程、
を有することを特徴とするシームレス缶の製造方法。
続きを表示(約 700 文字)
【請求項2】
前記第2のボトムコート工程における塗装が、紫外線硬化型塗料による塗装である請求項1記載のシームレス缶の製造方法。
【請求項3】
前記第1のボトムコート工程と前記ボトムリフォーム工程の間に、印刷工程及び内面塗装工程を有する請求項1又は2記載のシームレス缶の製造方法。
【請求項4】
前記第2のボトムコート工程後に、ネック加工工程及びフランジ加工工程を有する請求項1又は2記載のシームレス缶の製造方法。
【請求項5】
前記第2のボトムコート工程前に、ネック加工工程及びフランジ加工工程を有する請求項1又は2記載のシームレス缶の製造方法。
【請求項6】
底部及び胴部を備えたシームレス缶において、
前記底部には、底部中央に缶内方に突出するドーム部と、該ドーム部外周縁から缶軸方向下方且つ下方に行くに従って内径が減少するテーパ状の内周壁、前記胴部下端から缶軸方向下方に延び且つ下方に行くに従って外径が減少するテーパ状の外周壁、及び前記内周壁と前記外周壁下部により形成され、接地部を有する環状の湾曲端部とから成る環状の脚部、とが形成されており、
前記外周壁の湾曲端部近傍及び前記湾曲端部の接地部に紫外線硬化塗料による塗膜が形成されていることを特徴とするシームレス缶。
【請求項7】
アルミニウム製シームレス缶である請求項6記載のシームレス缶。
【請求項8】
内容物が充填された請求項6又は7記載のシームレス缶が蓋により巻締密封されて成ることを特徴とする内容物充填缶。
発明の詳細な説明
【技術分野】
【0001】
本発明は、シームレス缶の製造方法に関し、より詳細には、ボトムリフォーム加工に付されたシームレス缶の接地部に確実にボトムコートを施すことが可能なシームレス缶の製造方法及びボトムコートが確実に施されたボトムリフォーム加工が施されたシームレス缶に関する。
続きを表示(約 2,800 文字)
【背景技術】
【0002】
飲料や食品などを収納するための缶体としては、絞りしごき加工等により成形されるシームレス缶(DI缶)が広く使用されている。このようなシームレス缶においては、省資源化や軽量化のために、缶胴部の薄肉化が求められている。その一方薄肉化された缶体であっても、十分な耐圧強度を有することが必要であることから、耐圧強度を確保するために、缶底部を、缶体内側に凹んだドーム部とこのドーム部を取り囲む環状の脚部とを有する形状に成形するドーミング成形が広く行われている(例えば下記特許文献1)。
またシームレス缶の成形工程においては、各工程への缶体の搬送性を向上させると共に、搬送時の缶体の接地部の摩擦を低減させるために、缶体の接地部に透明塗料を塗装すること(ボトムコート)が従来より行われている(例えば下記特許文献2)。
【0003】
このようなシームレス缶においては、薄肉化された缶体においてより高い耐圧強度を備えるために底部の形状について種々の提案がされている。
例えば、下記特許文献3には、有底円筒体の底部に、前記有底円筒体の内側へと凹むドーム部と、前記ドーム部の凹む側とは反対側に突出する環状の脚部であって、缶軸方向に沿う縦断面視で前記脚部の内周部が前記脚部の接地点を基点として前記缶軸方向に傾斜する前記脚部とを成形することにより、プリフォーム缶を成形するプリフォーム缶成形工程と、前記プリフォーム缶の内面及び外面の少なくとも一方に対して塗装を行う塗装工程と、前記塗装工程で塗装が行われた前記プリフォーム缶における前記ドーム部の内面に対して押圧を行うことにより、前記ドーム部の周囲に湾曲端部を有する成形缶を成形するボトムリフォーム工程とを有することを特徴とする缶体の製造方法が提案されている。
この製造方法によれば、底部の湾曲端部の内外面に精度よく塗装膜が施されたプリフォーム缶を製造することが可能であると共に、従来のローラを用いたボトムリフォーム加工に比して湾曲端部の内周部を胴部方向により深く凹ませることができることから、耐圧強度がより高い缶体を成形することが可能である。
【先行技術文献】
【特許文献】
【0004】
特許第3603975号公報
特開平4-267733号公報
特開2022-46224号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記特許文献3に記載された製造方法においても、ボトムリフォーム工程よりも前の段階で、前述したように、プリフォーム缶の底部の接地部にボトムコートを行う必要がある。
しかしながら、上記特許文献3においては、ボトムリフォーム工程において、プリフォーム缶の内部に挿入されドーム部の内面に当接する押圧体とプリフォーム缶の底部外面側に位置する成形型によってプリフォーム缶の接地部が成形型に沿うように形成される結果、プリフォーム缶において接地部だった箇所は、底部の外周壁となってしまう。その結果、ボトムリフォーム加工後の缶体においては、プリフォーム缶において環状脚部の内周壁だった箇所の一部が新たな接地部となることから、接地部にボトムコートが施されていない状態となり、缶体の搬送性を確保することが困難となる。
また予めプリフォーム缶においてボトムリフォーム加工後に接地部となる箇所にボトムコートを施しておくことも考えられるが、環状脚部の内周壁への塗装は、スプレー塗装等によることが必要であり、角度や位置の調整が煩雑であるため、生産性の点で困難である。
【0006】
従って本発明の目的は、プリフォーム缶の内部に挿入されドーム部の内面に当接する押圧体とプリフォーム缶の外面側に位置する成形型を用いてボトムリフォーム加工を行うシームレス缶の製造方法において、底部接地部に確実にボトムコート塗膜が施された缶体の製造方法及びこの製造方法により形成された缶体を提供することである。
【課題を解決するための手段】
【0007】
本発明によれば、底部及び胴部を備えたシームレス缶の製造方法において、底部中央に缶内方に突出するドーム部と、該ドーム部の外周縁から缶軸方向下方に延びる内周壁、胴部下端から缶軸方向下方に延び且つ下方に行くに従って外径が減少するテーパ状の外周壁、及び前記内周壁下端及び前記外周壁下端に位置し、前記ドーム部を取り囲むように形成される環状の接地部から成る脚部、とが形成されたプリフォーム缶を成形する工程、前記プリフォーム缶の少なくとも前記接地部に外面塗装を行う第1のボトムコート工程、前記第1のボトムコート工程において塗装されたプリフォーム缶の内部に押圧体を挿入して、前記プリフォーム缶の外面側に設置された成形型とで前記プリフォーム缶の底部を押圧することにより、前記内周壁を缶径方向内方に湾曲させて、接地部を有する環状の湾曲端部を形成するボトムリフォーム工程、前記ボトムリフォーム工程において形成された湾曲端部の少なくとも接地部に外面塗装を行う第2のボトムコート工程、を有することを特徴とするシームレス缶の製造方法が提供される。
【0008】
本発明のシームレス缶の製造方法においては、
(1)前記第2のボトムコート工程における塗装が、紫外線硬化型塗料による塗装であること、
(2)前記第1のボトムコート工程と前記ボトムリフォーム工程の間に、印刷工程及び内面塗装工程を有すること、
(3)前記第2のボトムコート工程後に、ネック加工工程及びフランジ加工工程を有すること、
(4)前記第2のボトムコート工程前に、ネック加工工程及びフランジ加工工程を有すること、
が好適である。
【0009】
本発明によればまた、底部及び胴部を備えたシームレス缶において、前記底部には、底部中央に缶内方に突出するドーム部と、該ドーム部外周縁から缶軸方向下方且つ下方に行くに従って内径が減少するテーパ状の内周壁、前記胴部下端から缶軸方向下方に延び且つ下方に行くに従って外径が減少するテーパ状の外周壁、及び前記内周壁と前記外周壁下部により形成され、接地部を有する環状の湾曲端部とから成る環状の脚部、とが形成されており、前記外周壁の湾曲端部近傍及び前記湾曲端部の接地部に紫外線硬化塗料による塗膜が形成されていることを特徴とするシームレス缶が提供される。
本発明のシームレス缶は、アルミニウム製シームレス缶であることが好適である。
【0010】
また本発明によれば、上記シームレス缶に内容物が充填され、蓋が巻締られて密封されて成ることを特徴とする内容物充填缶が提供される。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
除染装置
16日前
東洋製罐株式会社
搬送システム
1か月前
東洋製罐株式会社
シーラントフィルム
22日前
東洋製罐株式会社
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
1日前
東洋製罐株式会社
電子レンジ用パウチ
1か月前
東洋製罐株式会社
ラベル缶及びその製造方法
25日前
個人
金型装置
2か月前
個人
鋼線材の高減面率延伸装置
1か月前
トヨタ自動車株式会社
交換装置
4か月前
株式会社プロテリアル
熱間鍛造用金型
1日前
トヨタ自動車株式会社
プレス装置
4か月前
トヨタ自動車株式会社
プレス金型
25日前
トヨタ自動車株式会社
鍛造加工装置
3か月前
トヨタ紡織株式会社
金型装置
16日前
大裕株式会社
鋼矢板の矯正装置
1か月前
トヨタ自動車株式会社
プレス成型方法
2か月前
株式会社小矢部精機
膜厚制御装置
2か月前
石田鉄工株式会社
格子状製品の製造方法
29日前
株式会社リード
金属管曲げ型
2か月前
村田機械株式会社
上型ホルダ及びプレス機械
1か月前
株式会社不二越
歯車転造加工ユニット
2か月前
ニデック株式会社
金型及び打ち抜き方法
16日前
トヨタ自動車株式会社
アウタパネルの製造方法
4か月前
大同特殊鋼株式会社
鋼種判別装置
2か月前
冨士発條株式会社
プレス成形方法
4か月前
JFEスチール株式会社
プレス成形品の製造方法
1か月前
JFEスチール株式会社
プレス成形品の製造方法
2か月前
ダイハツ工業株式会社
曲げ加工装置
1か月前
神鋼鋼線工業株式会社
ばね用線材
2か月前
JFEスチール株式会社
プレス成形品の製造方法
4か月前
ニデック株式会社
金型及びプレス加工装置
16日前
ダイハツ工業株式会社
曲げ加工装置
1か月前
アルテミラ製缶株式会社
缶の製造方法及び製造装置
2か月前
株式会社ジェイテクトフルードパワーシステム
歪矯正方法
4か月前
旭サナック株式会社
圧造機
4か月前
浜名部品工業株式会社
軸部材の製造方法及び軸部材
1か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ