TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027963
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2024085409
出願日
2024-05-27
発明の名称
圧延用ワークロール、圧延用ワークロールの製造方法、金属帯の調質圧延方法及び金属帯の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
27/02 20060101AFI20250220BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】調質圧延において引張強度が1310MPa以上の高強度な金属帯であっても適正な伸び率を付与して金属帯の形状を矯正できる圧延用ワークロールを提供する。
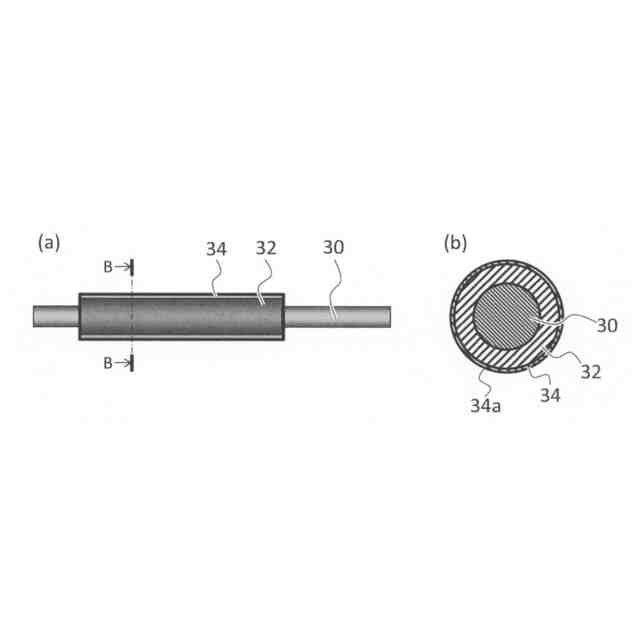
【解決手段】圧延用ワークロールであって、表層部にヤング率が350GPa以上のセラミックを有する胴部と、胴部の外周面に形成されるクロムめっき層と、を有し、クロムめっき層の外周面の算術平均粗さRaが4.0μm以上10.0μm以下であり、スキューネスRskが-0.4以上0.5以下である。
【選択図】図4
特許請求の範囲
【請求項1】
表層部にヤング率が350GPa以上のセラミックを有する胴部と、
前記胴部の外周面に形成されるクロムめっき層と、
を有し、
前記クロムめっき層の外周面の算術平均粗さRaが4.0μm以上10.0μm以下であり、スキューネスRskが-0.4以上0.5以下である、圧延用ワークロール。
続きを表示(約 890 文字)
【請求項2】
ロール径は150mm以上1000mm未満であり、
前記クロムめっき層の厚みは50μm以上であり、且つ前記ロール径の0.15%以下である、請求項1に記載の圧延用ワークロール。
【請求項3】
表層部にヤング率が350GPa以上のセラミックを有する胴部の外周面にクロムめっき層を形成するめっき層形成ステップと、
前記クロムめっき層の外周面をダル加工するダル加工ステップと、
を含み、
前記ダル加工ステップでは、前記クロムめっき層の外周面に算術平均粗さRaが4.0μm以上10.0μm以下であり、スキューネスRskが-0.4以上0.5以下である表面粗さを付与する、圧延用ワークロールの製造方法。
【請求項4】
前記ダル加工ステップでは、放電加工することで前記クロムめっき層の外周面をダル加工する、請求項3に記載の圧延用ワークロールの製造方法。
【請求項5】
前記ダル加工ステップでは、パルス電流とパルス時間の積が500A・μs以上12000A・μs以下であり、且つ前記クロムめっき層の外周面の単位面積あたりの放電回数が30回/mm
2
以上800回/mm
2
以下である放電加工条件で放電加工する、請求項4に記載の圧延用ワークロールの製造方法。
【請求項6】
請求項1又は請求項2に記載の圧延用ワークロールを用いて、金属帯を調質圧延する、金属帯の調質圧延方法。
【請求項7】
請求項3から請求項5のいずれか一項に記載の圧延用ワークロールの製造方法で製造された圧延用ワークロールを用いて金属帯を調質圧延する、金属帯の調質圧延方法。
【請求項8】
請求項6に記載の金属帯の調質圧延方法を用いて、引張強度が1310MPa以上の金属帯を製造する、金属帯の製造方法。
【請求項9】
請求項7に記載の金属帯の調質圧延方法を用いて、引張強度が1310MPa以上の金属帯を製造する、金属帯の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、圧延用ワークロール、圧延用ワークロールの製造方法、金属帯の調質圧延方法及び金属帯の製造方法に関する。
続きを表示(約 1,600 文字)
【背景技術】
【0002】
近年、環境規制に伴う自動車の軽量化のニーズが高まっており、高強度鋼板の需要が増大している。高強度鋼板は、冷間圧延後の鋼板に対して連続焼鈍設備や連続式溶融亜鉛めっき設備による熱処理を行い、鋼板のミクロ組織を適切に制御することにより製造される。そして、熱処理工程を経た鋼板に対して2.0%以下の伸び率を付与する調質圧延が実施されることにより、鋼板の形状を平坦化するとともに鋼板表面に適切な粗さを付与している。
【0003】
しかしながら、熱処理工程を経た後の引張強度が980MPaを超える高強度鋼板は降伏応力が高いので、通常の調質圧延機では圧延荷重が大きくなりすぎて、形状矯正に必要な伸び率を確保できないという問題が発生することがある。この問題に対して、特許文献1には、表面平均粗さRaが3.0~10.0μmの圧延用ワークロールを用いて、降伏強度が340MPa以上の鋼帯に対して、伸び率0.1%以上の調質圧延を施す鋼帯の調質圧延方法が開示されている。
【0004】
特許文献2には、表層部のヤング率が500GPa以上であり、且つビッカース硬さが1050HV以上である圧延用ワークロールを用いる調質圧延機が開示されている。特許文献2によると、当該圧延用ワークロールを用いることで、引張強度が980MPa以上の高強度の鋼帯であっても形状を矯正できる伸び率を付与できるとしている。
【0005】
特許文献3には、ロール径が1000mm以上1400mm以下であって、ロール表層のヤング率が450GPa以上であるダルワークロールを用いて、0.2%耐力が350MPaを超える金属帯を調質圧延する調質圧延方法が開示されている。
【先行技術文献】
【特許文献】
【0006】
特開2008-173684号公報
特開2017-119303号公報
特開2011-189404号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
特許文献1に記載された方法では、圧延用ワークロールの算術平均粗さRaを3.0~10.0μmの範囲として鋼帯を調質圧延している。しかしながら、引張強度が1180MPa以上の鋼帯を調質圧延すると圧延荷重が大きくなり、引張強度が1310MPa以上の鋼板に対しては、形状矯正に必要な伸び率を確保できない場合があるという課題がある。
【0008】
特許文献2では、圧延用ワークロールの表層部のヤング率を500GPa以上とし、引張強度が980MPa以上の高強度鋼板を調質圧延している。しかしながら、この場合も引張強度が1310MPa以上の鋼板に対しては形状矯正に必要な伸び率を確保できない場合があるという課題がある。
【0009】
特許文献3では、調質圧延に用いる圧延用ワークロールとして、ロール表層のヤング率が450GPa以上のダルワークロールを用いている。しかしながら、この場合も引張強度が1310MPa以上の鋼板に対しては形状矯正に必要な伸び率を確保できない場合があるという課題がある。
【0010】
本発明は、上記課題を解決するためになされたものであり、その目的は、調質圧延において引張強度が1310MPa以上の高強度な金属帯であっても適正な伸び率を付与して金属帯の形状を矯正できる圧延用ワークロールを提供することである。本発明の他の目的は、圧延用ワークロールの製造方法、当該圧延用ワークロールを用いる金属帯の調質圧延方法及び調質圧延によって形状が平坦化された金属帯の製造方法を提供することである。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
4か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
プレス金型
6か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
金型装置
5か月前
株式会社ゴーシュー
歯車素材
5か月前
日伸工業株式会社
加工システム
3か月前
石田鉄工株式会社
格子状製品の製造方法
6か月前
日産自動車株式会社
逐次成形方法
18日前
日産自動車株式会社
逐次成形方法
4か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
ニデック株式会社
金型及び打ち抜き方法
5か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
冨士発條株式会社
トリミング装置
5か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
日本製鉄株式会社
圧延装置
3日前
ニデック株式会社
金型及びプレス加工装置
5か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
ダイハツ工業株式会社
曲げ加工装置
6か月前
ダイハツ工業株式会社
曲げ加工装置
6か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
17日前
個人
日本刀の製造方法
1か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































