TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025027696
公報種別
公開特許公報(A)
公開日
2025-02-28
出願番号
2023132741
出願日
2023-08-17
発明の名称
冷間ロール成形角形鋼管の製造方法及び冷間ロール成形角形鋼管製造設備
出願人
ナカジマ鋼管株式会社
代理人
弁理士法人森本国際特許事務所
主分類
B21D
5/12 20060101AFI20250220BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】角形鋼管に成形中の各厚鋼板に対して付与される各種ロール及び成形装置よる送り出し力を向上可能な冷間ロール成形角形鋼管の製造方法及び冷間ロール成形角形鋼管製造設備を提供する。
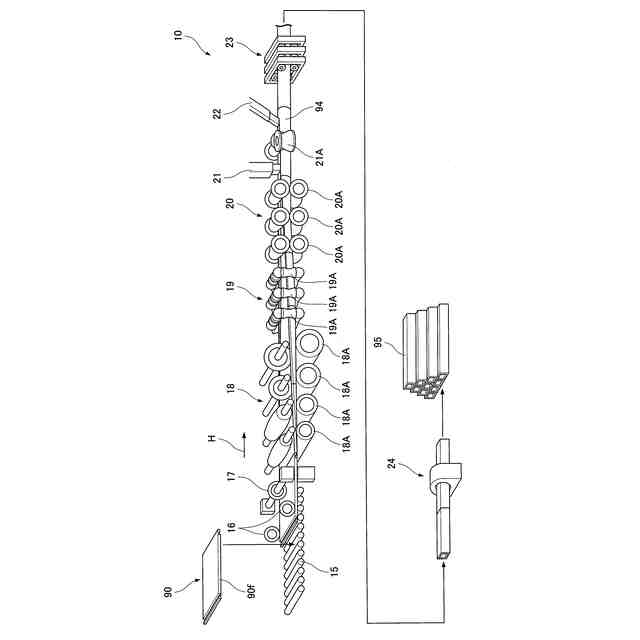
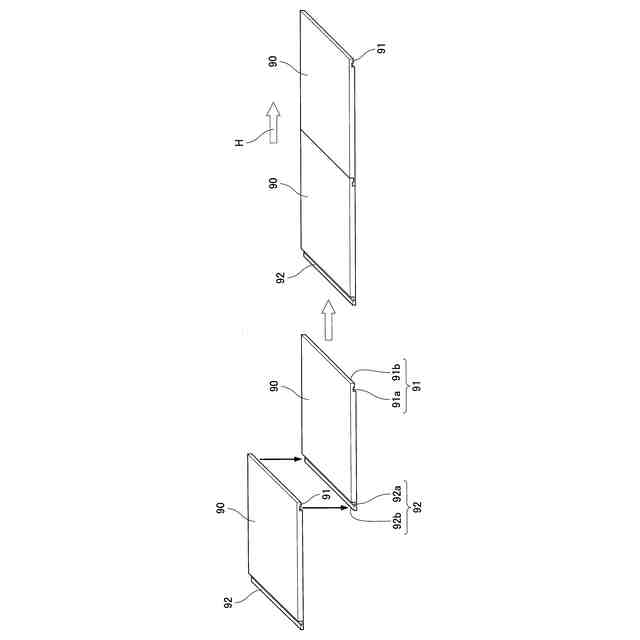
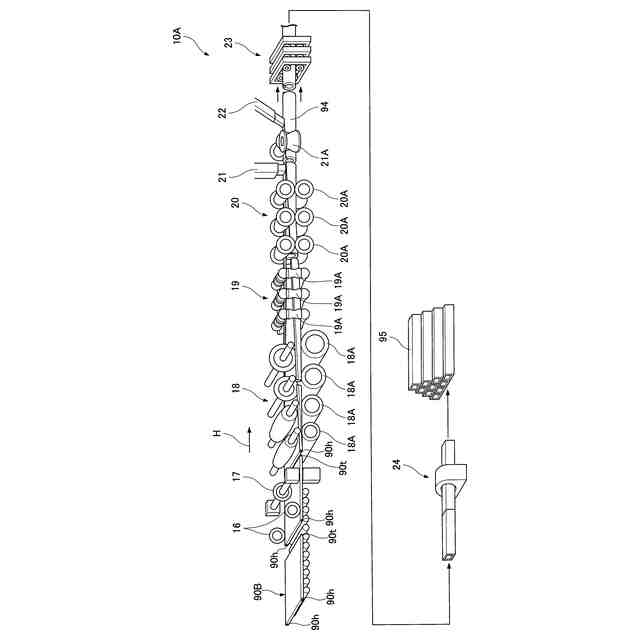
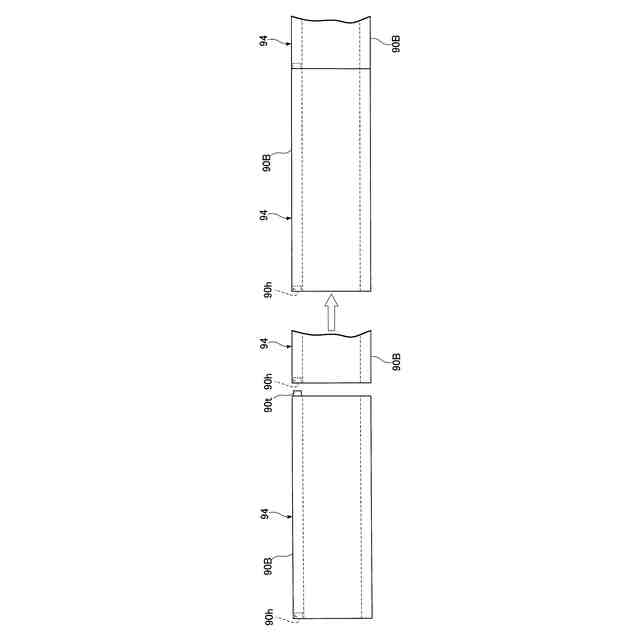
【解決手段】厚鋼板90を母材とし、厚鋼板90を搬送方向Hに搬送させながら冷間ロール成形によって円筒状に成形した後、角形状に成形することで角形鋼管95を製造する冷間ロール成形角形鋼管の製造方法であって、搬送方向Hに連続して搬送される複数の厚鋼板90において、搬送方向Hの前側に位置する厚鋼板90の後端と、搬送方向Hの後側に位置する厚鋼板90の前端と、を連結し、搬送方向Hの前側に位置する厚鋼板90と連結された搬送方向Hの後側に位置する厚鋼板90を搬送方向Hに搬送させることで、搬送方向Hの前側に位置する厚鋼板90が搬送方向Hに搬送される方法である。
【選択図】図1
特許請求の範囲
【請求項1】
厚鋼板を母材とし、前記厚鋼板を所定の搬送方向に搬送させながら冷間ロール成形によって円筒状に成形した後、角形状に成形することで角形鋼管を製造する冷間ロール成形角形鋼管の製造方法であって、
前記搬送方向に連続して搬送される複数の前記厚鋼板において、前記搬送方向の前側に位置する前記厚鋼板の後端と、前記搬送方向の後側に位置する前記厚鋼板の前端と、を連結し、
前記搬送方向の前側に位置する前記厚鋼板と連結された前記搬送方向の後側に位置する前記厚鋼板を前記搬送方向に搬送させることで、前記搬送方向の前側に位置する前記厚鋼板が前記搬送方向に搬送されること
を特徴とする冷間ロール成形角形鋼管の製造方法。
続きを表示(約 970 文字)
【請求項2】
前記搬送方向の後側に位置する前記厚鋼板を角形状に成形する前の工程において、前記搬送方向の後側に位置する前記厚鋼板と、前記搬送方向の前側に位置する前記厚鋼板と、を連結すること
を特徴とする請求項1に記載の冷間ロール成形角形鋼管の製造方法。
【請求項3】
前記搬送方向の前側に位置する前記厚鋼板は、前記搬送方向の後側に位置する前記厚鋼板によって押されることで、前記搬送方向に搬送されること
を特徴とする請求項1又は請求項2に記載の冷間ロール成形角形鋼管の製造方法。
【請求項4】
厚鋼板を母材とし、前記厚鋼板を所定の搬送方向に搬送させながら冷間ロール成形によって円筒状に成形した後、角形状に成形することで角形鋼管を製造する冷間ロール成形角形鋼管製造設備であって、
前記厚鋼板を所定の搬送方向に搬送する搬送機構と、
前記搬送機構によって連続して搬送される複数の前記厚鋼板において、前記搬送方向の前側に位置する前記厚鋼板の後端と、前記搬送方向の後側に位置する前記厚鋼板の前端と、を連結する連結機構を備え、
前記搬送機構は、前記連結機構によって前記搬送方向の前側に位置する前記厚鋼板と連結された前記搬送方向の後側に位置する前記厚鋼板を前記搬送方向に搬送させることで、前記搬送方向の前側に位置する前記厚鋼板を前記搬送方向に搬送させること
を特徴とする冷間ロール成形角形鋼管製造設備。
【請求項5】
円筒形に成形された前記厚鋼板を角形状に成形する角形成形装置を備え、
前記連結機構は、前記角形成形装置が、前記搬送方向の後側に位置する前記厚鋼板を角形状に成形する前に、前記搬送方向の後側に位置する前記厚鋼板と、前記搬送方向の前側に位置する前記厚鋼板と、を連結すること
を特徴とする請求項4に記載の冷間ロール成形角形鋼管製造設備。
【請求項6】
前記搬送機構は、前記搬送方向の後側に位置する前記厚鋼板を搬送させて、前記搬送方向の前側に位置する前記厚鋼板を押させることで、前記搬送方向の前側に位置する前記厚鋼板を搬送させること
を特徴とする請求項4又は請求項5に記載の冷間ロール成形角形鋼管製造設備。
発明の詳細な説明
【技術分野】
【0001】
本発明は、厚鋼板を母材とし、厚鋼板を所定の搬送方向に搬送させながら冷間ロール成形によって円筒状に成形した後、角形状に成形することで角形鋼管を製造する冷間ロール成形角形鋼管の製造方法及び冷間ロール成形角形鋼管製造設備に関するものである。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
従来、この種の冷間ロール成形角形鋼管製造設備としては、特許文献1に示すような設備がある。特許文献1の鋼管製造設備では、製造する角形鋼管に見合う板厚及び幅を有するコイル(ロール)状の鋼板が、角形鋼管の母材として準備される。そして、当該コイル状の鋼板を連続して払い出して、ブレークダウンロール等の各種ロールに順次通すことで円筒状の鋼管が成形される。さらに、円筒状に成形された鋼管をサイジング装置等に通すことで角形状の鋼管が成形される。特許文献1の鋼管製造設備では、コイル状の鋼板が、各種ロール及び成形装置による送り出し力によって送り出されながら鋼管製造ラインの下流側に向けて搬送されることで角形状の鋼管に成形される。ここで、各種ロール及び成形装置よる送り出し力は、鋼管製造ライン上のコイル状の鋼板全体に一体的に付与される。
【0003】
しかしながら、特許文献1の鋼管製造設備では、コイル状の鋼板が、各種ロールに通される前に、レベリング装置によって張力が付与されながら平坦状に矯正されるため、矯正後のコイル状の鋼板に残留応力が発生する。そのため、矯正後のコイル状の鋼板から角形鋼管を成形する際に、平板部及び角部が大きく加工硬化するため、平板部及び角部の延性並びに靭性が低くなるという問題があった。
【0004】
そこで、レベリング装置による矯正を必要としない厚鋼板を角形鋼管の母材として用いる冷間ロール成形角形鋼管製造設備が開発されている。当該冷間ロール成形角形鋼管製造設備では、角形鋼管の母材に厚鋼板を用いることで、角形鋼管を成形する際における平板部及び角部の加工硬化を抑制し、平板部及び角部の延性並びに靭性が高い角形鋼管を製造することができる。また、角形鋼管の母材に厚鋼板を用いることで、コイル状の鋼板からでは製造できない板厚の大きい角形鋼管を製造することができる。
【先行技術文献】
【特許文献】
【0005】
特許7306494号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、厚鋼板を角形鋼管の母材として用いる冷間ロール成形角形鋼管製造設備では、所定長さの厚鋼板を1枚ずつ搬送させながら角形鋼管を成形するため、各種ロール及び成形装置よる送り出し力が設備内の各厚鋼板に分散して付与される。そのため、厚鋼板毎に付与される当該送り出し力が、コイル状の鋼板に付与される当該送り出し力より小さくなる。それゆえに、角形鋼管に成形中の厚鋼板が各種ロール或いは成形装置内で停止或いは進みが悪くなることによって、当該厚鋼板が鋼管製造ラインの下流側に向けて搬送されない場合がある。
【0007】
そこで、本発明は、角形鋼管に成形中の各厚鋼板に対して付与される各種ロール及び成形装置よる送り出し力を向上可能な冷間ロール成形角形鋼管の製造方法及び冷間ロール成形角形鋼管製造設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の解決しようとする課題は以上であり、次にこの課題を解決するための手段を説明する。
【0009】
即ち、本発明の冷間ロール成形角形鋼管の製造方法は、厚鋼板を母材とし、前記厚鋼板を所定の搬送方向に搬送させながら冷間ロール成形によって円筒状に成形した後、角形状に成形することで角形鋼管を製造する冷間ロール成形角形鋼管の製造方法であって、前記搬送方向に連続して搬送される複数の前記厚鋼板において、前記搬送方向の前側に位置する前記厚鋼板の後端と、前記搬送方向の後側に位置する前記厚鋼板の前端と、を連結し、前記搬送方向の前側に位置する前記厚鋼板と連結された前記搬送方向の後側に位置する前記厚鋼板を前記搬送方向に搬送させることで、前記搬送方向の前側に位置する前記厚鋼板が前記搬送方向に搬送される方法である。
【0010】
本発明の冷間ロール成形角形鋼管の製造方法は、前記搬送方向の後側に位置する前記厚鋼板を角形状に成形する前の工程において、前記搬送方向の後側に位置する前記厚鋼板と、前記搬送方向の前側に位置する前記厚鋼板と、を連結する方法である。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
18日前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
日本製鉄株式会社
圧延装置
3日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
4か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
17日前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
東芝産業機器システム株式会社
金型装置
4か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
フタバ産業株式会社
パイプの製造方法
17日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ