TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025024301
公報種別
公開特許公報(A)
公開日
2025-02-20
出願番号
2023128321
出願日
2023-08-07
発明の名称
フープガイド、及び金属帯コイルの結束方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21C
47/24 20060101AFI20250213BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】低コストで且つ簡単な方法で、コイルカーに設置されたフープガイドへのフープ通板を可能とする。
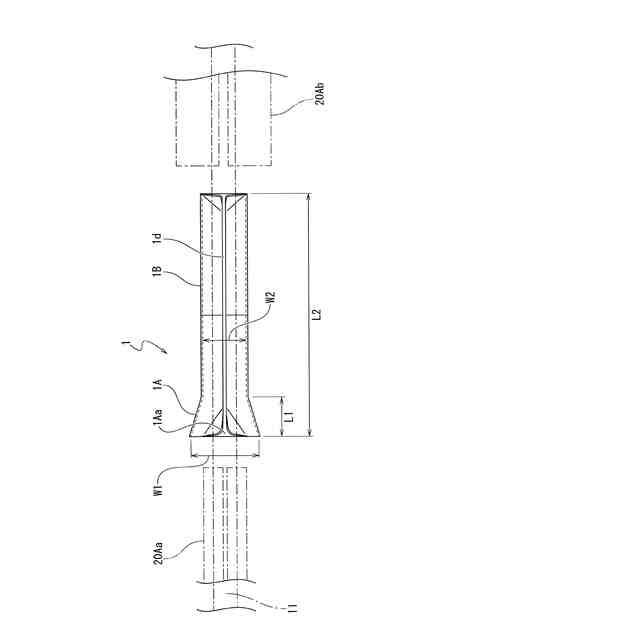
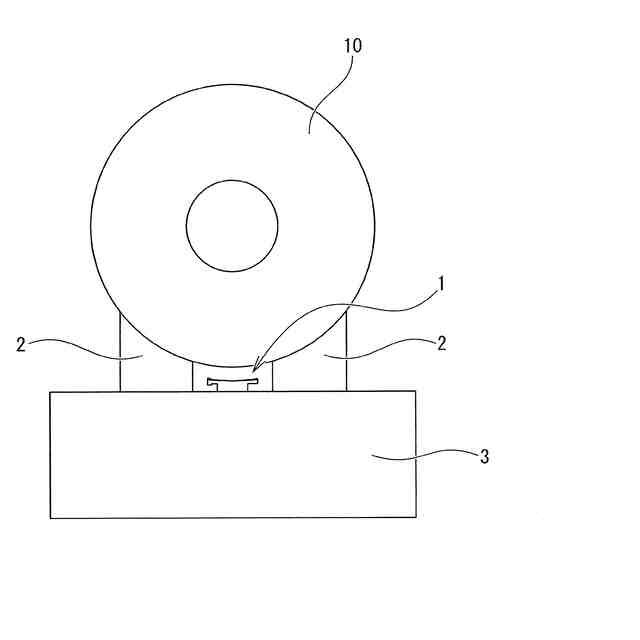
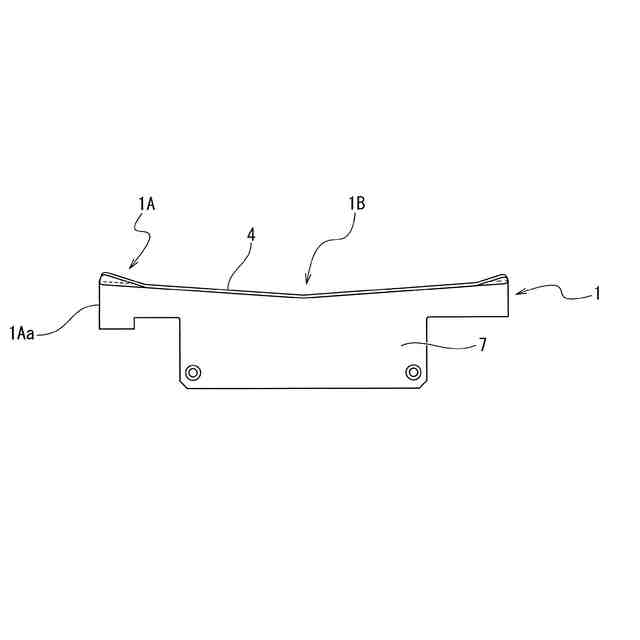
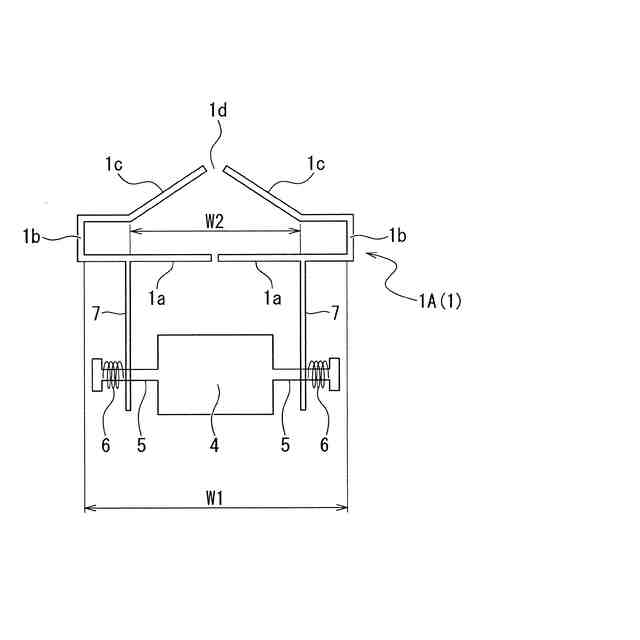
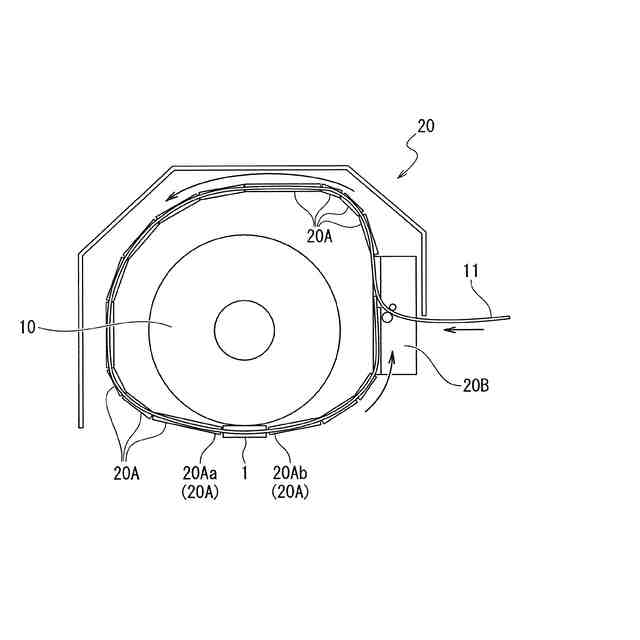
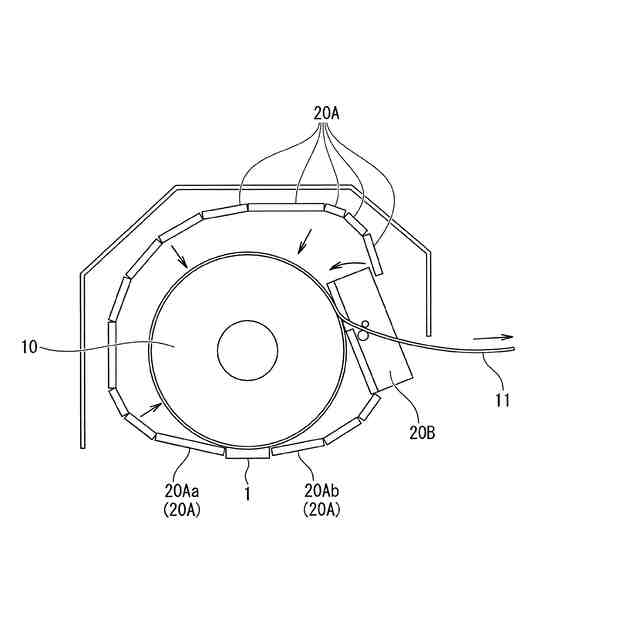
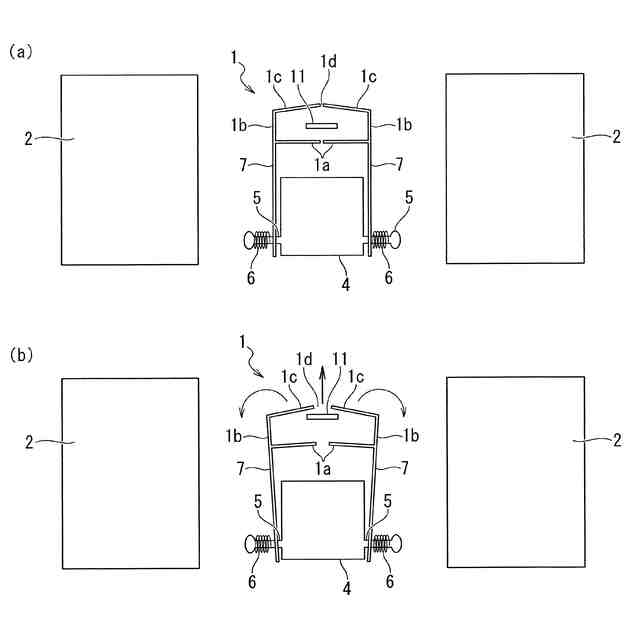
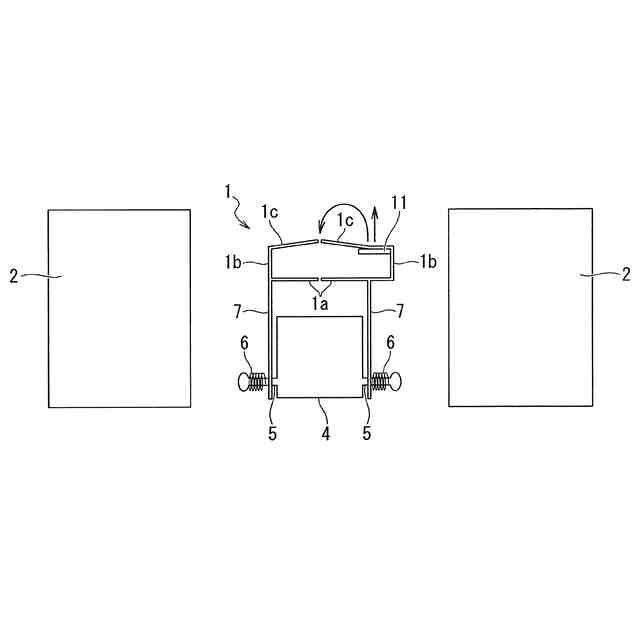
【解決手段】コイルカー3上の金属帯コイル10を、バンディングマシーン20の有するフープガイドと、上記コイルカー3に設けたフープガイドとを用いてフープ11で結束するために使用される、上記コイルカー3に設置されるフープガイドであって、上記フープ11が差し込まれる入口部1Aと、上記入口部1Aに連続する本体部1Bとを有し、上記入口部1Aの入口1Aaの開口の幅W1が、上記本体部1Bの開口の幅W2よりも広く、上記入口部1Aの開口の幅は、上記入口1Aaから上記本体部1Bに向けて連続して小さくなっている。
【選択図】 図2
特許請求の範囲
【請求項1】
コイルカー上の金属帯コイルを、バンディングマシーンの有するフープガイドと上記コイルカーに設けたフープガイドとを用いてフープで結束するために使用される、上記コイルカーに設置されるフープガイドであって、
上記フープが差し込まれる入口部と、上記入口部に連続する本体部とを有し、
上記入口部の入口の開口の幅が、上記本体部の開口の幅よりも広く、
上記入口部の開口の幅は、上記入口から上記本体部に向けて連続して小さくなっている、
フープガイド。
続きを表示(約 280 文字)
【請求項2】
上記入口の開口の幅は、上記本体部の開口の幅の1.2倍以上2倍以下である、
請求項1に記載したフープガイド。
【請求項3】
上記入口部の長さが、フープガイド全体の長さの20%以上40%以下である、
請求項1又は請求項2に記載のフープガイド。
【請求項4】
請求項1又は請求項2に記載のフープガイドを用いて、金属帯コイルを結束する、
金属帯コイルの結束方法。
【請求項5】
請求項3に記載のフープガイドを用いて、金属帯コイルを結束する、
金属帯コイルの結束方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、コイルカーに設置されるフープガイドに関する技術、及びフープガイドを用いた金属帯コイルの結束方法に関する技術である。
続きを表示(約 1,500 文字)
【背景技術】
【0002】
圧延により製造された金属帯は、巻き取られて金属帯コイルとなる。金属帯コイルを、本明細書では単にコイルとも記載する。巻き取られたコイルは、コイルカーの上に移載される。コイルを載せたコイルカーは、バンディングマシーンの位置まで移動して停止する。
【0003】
そして、コイルカーに乗っているコイルは、バンディングマシーンによってフープ結束される。このフープ結束は、コイルカーに設置されたフープガイドと、バンディングマシーンに設置された複数のフープガイドとを用いて実行される。このフープ結束の際には、コイルカーに設置されたフープガイドと、バンディングマシーンに設置された複数のフープガイドは、コイルカー上のコイルの周方向外方に位置し、且つ当該コイルの周方向外周に沿って並んだ状態となる。なお、コイルカーに設置されたフープガイドは、コイルの下方に位置する。そして、フープ結束の処理は、フープガイドの並びに沿ってフープを通板することで、フープをコイルの外周に沿ってフープを環状に配置する。その後、その環状のフープの径を縮径させることで、当該フープでコイルを締め付けて結束する。
【0004】
ここで、バンディングマシーンに対し、コイルカーの停止位置が目標位置から所定以上ずれてしまう場合がある。この場合、バンディングマシーンのフープガイドから、コイルカーのフープガイドにフープを通板する際に、フープの先端が、コイルカーのフープガイドの入口に突っかかり、フープの通板が出来ないおそれがある。フープの通板が出来ない場合、上記のフープ結束が達成できないことになる。
【0005】
従来、コイルカーが目標位置からずれて停止することで、コイルカーに設置されたフープガイドへのフープ通板不可を回避する技術として、特許文献1や特許文献2に記載の技術がある。
【0006】
特許文献1には、コイルカーの停止位置の精度を向上させることを目的として、前回の停止時の惰送距離情報を得て、停止惰送距離を補正する技術が記載されている。
特許文献2では、コイルを搬送するコイルカーの等加速度走行時にコイルカー駆動電動機の電流を検出し慣性モーメントに演算する。そして、この慣性モーメントを用いてコイルカーが停止位置に停止するような減速距離を演算する。
【先行技術文献】
【特許文献】
【0007】
特開平11-188423号公報
特開平5-27842号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記の従来技術では、コイルカーの停止位置の精度を向上させることで、コイルカーに設置されたフープガイドへのフープの通板を可能とする。このために、上記の従来技術では、コイルカーの惰走距離分を補正して減速・停止指令を求めている。
【0009】
しかし、コイルカーに載置されるコイルは、それぞれ重量が異なることが多い。このため、コイルカーの重量バランスが毎回異なり、惰走距離を精度良く計算し補正することは困難である。
また、コイルカー停止時の惰走距離を補正するためには、制御改造や惰走距離の検出装置の増設が必要であり、設備コストが増大するという課題がある。
【0010】
本発明は、上記のような課題に着目したもので、低コストで且つ簡単な方法で、コイルカーに設置されたフープガイドへのフープ通板を可能とすることを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
トヨタ自動車株式会社
プレス金型
6か月前
株式会社不二越
NC転造盤
2か月前
トヨタ紡織株式会社
金型装置
5か月前
株式会社ゴーシュー
歯車素材
5か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
18日前
石田鉄工株式会社
格子状製品の製造方法
6か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
冨士発條株式会社
トリミング装置
5か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
日本製鉄株式会社
圧延装置
3日前
ニデック株式会社
金型及び打ち抜き方法
5か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
株式会社IKS
滑り止め構造
17日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
個人
日本刀の製造方法
1か月前
ニデック株式会社
金型及びプレス加工装置
5か月前
トヨタ紡織株式会社
カシメ装置
4か月前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































