TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025023826
公報種別
公開特許公報(A)
公開日
2025-02-17
出願番号
2024115620
出願日
2024-07-19
発明の名称
バネ加工機のリアルタイム補正装置
出願人
ツー ルー シン ツー トン ホア ユー シェン コン スー
代理人
個人
,
個人
,
個人
,
個人
,
個人
主分類
B21F
35/00 20060101AFI20250207BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】バネ加工機に補正データを迅速に提供できるリアルタイム補正装置の提供。
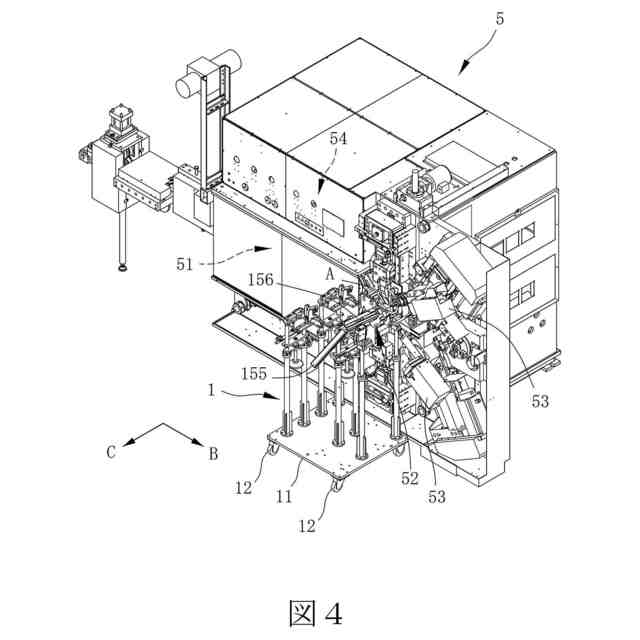
【解決手段】リアルタイム補正装置が、バネ加工機5に面するように配置されて加工中のコイルの情報を反映する複数の検知結果を出力する検知部21及び検知部21に信号的に接続して検知部21により検知した複数の検知結果から対応する1つの判定信号を生成して出力する判定部22を有するセンサ手段2と、判定信号に関連付けられる複数の補正データが保存されるデータベース31を有すると共に、判定部22に信号的に接続することにより、判定部22から判定信号を受信すると、受信した判定信号に対応する補正データをデータベース31からバネ加工機5の制御手段54に出力する分析手段3と、を備えることで、バネ加工機5の制御手段54は分析手段3から受信した補正データに基づいてピッチ調整手段52及び各折り曲げ手段53を制御する。
【選択図】図1
特許請求の範囲
【請求項1】
線材料からバネとして作製されるコイルのピッチを調整するピッチ調整手段と、前記コイルが曲げられる直径を調整する複数の折り曲げ手段と、前記ピッチ調整手段及び各前記折り曲げ手段の移動を制御する制御手段と、を備えたバネ加工機に用いられるバネ加工機のリアルタイム補正装置であって、
前記バネ加工機の隣に移動することができるように構成された保持枠と、
前記バネ加工機に面するように前記保持枠に配置されて前記コイルのピッチもしくは前記コイルが曲げられる直径を検知して対応の複数の検知結果を出力する検知部及び前記検知部に信号的に接続して前記検知部により検知した複数の検知結果から対応する1つの判定信号を生成して出力する判定部を有するセンサ手段と、
前記判定信号に関連付けられる複数の補正データが保存されるデータベースを有すると共に、前記判定部に信号的に接続することにより、前記判定部から前記判定信号を受信すると、受信した前記判定信号に対応する前記補正データを前記データベースから前記バネ加工機の前記制御手段に出力する分析手段と、を備えることで、
前記バネ加工機の前記制御手段は前記分析手段から受信した前記補正データに基づいて前記ピッチ調整手段及び各前記折り曲げ手段を制御することができる、バネ加工機のリアルタイム補正装置。
続きを表示(約 610 文字)
【請求項2】
前記保持枠は下板と、前記下板に取り付けられる複数のキャスターと、前記下板に取り付けられると共に、前記検知部を保持するセンサ保持部材と、を有するように構成される、請求項1に記載のバネ加工機のリアルタイム補正装置。
【請求項3】
前記保持枠は、前記下板に取り付けられるバネ受け取り手段を更に有し、前記バネ受け取り手段は、前記下板から上方に延伸するサポータと、
前記サポータに取り付けられると共に、伸縮可能に構成される微調整シリンダと、
前記微調整シリンダに取り付けられて前記微調整シリンダの伸縮に応じて上下位置が調整可能になっているバネ受け取り部と、を有するように構成される、請求項2に記載のバネ加工機のリアルタイム補正装置。
【請求項4】
前記バネ受け取り部は、前記保持枠が前記バネ加工機の隣に移動する際に前記バネ加工機に隣接すると共に、前記微調整シリンダにより保持されて且つ前記バネ加工機から離れる方向へ順次に配置される第1の受け取り皿と第2の受け取り皿とを有し、前記第2の受け取り皿の上下方向における傾きが前記第1の受け取り皿より大であるように構成される、請求項3に記載のバネ加工機のリアルタイム補正装置。
【請求項5】
接続部材を介して前記保持枠に取り付けられる照明ユニットを更に備える、請求項2に記載のバネ加工機のリアルタイム補正装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は金属の線材料を捻じ曲げてコイル状のバネを作製するバネ加工機の加工をリアルタイムに検知して補正を行うバネ加工機のリアルタイム補正装置に関する。
続きを表示(約 1,900 文字)
【背景技術】
【0002】
コイル状のバネは通常バネ加工機を用いて金属の線材料を捻じ曲げてコイル状に形成することで作製されるが、バネ加工機は例えば特許文献1に記載されるように、高速で出力される線材料を2つの折り曲げ手段でその出力方向を案内することでカーブ状に折り曲げると共に、ピッチ調整手段で折り曲げられる線材料をコイル状に整えた上で、決まった長さのコイルを切り取ってコイルバネとして作製する構成になっている。この加工は高速で出力される線材料に対して行われるので、折り曲げ手段とピッチ調整手段を迅速に制御しないと、製品のコイルバネの品質が落ちる問題が生じる。
【先行技術文献】
【特許文献】
【0003】
中国特許第104487186号明細書
【発明の概要】
【発明が解決しようとする課題】
【0004】
上記問題点に鑑て、本発明は線材料の加工状況をリアルタイムで管理してバネ加工機に補正データを迅速に提供できるバネ加工機のリアルタイム補正装置の提供を目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成すべく、本発明は線材料からバネとして作製されるコイルのピッチを調整するピッチ調整手段と、前記コイルが曲げられる直径を調整する複数の折り曲げ手段と、前記ピッチ調整手段及び各前記折り曲げ手段の移動を制御する制御手段と、を備えたバネ加工機に用いられるバネ加工機のリアルタイム補正装置であって、
前記バネ加工機の隣に移動することができるように構成された保持枠と、
前記バネ加工機に面するように前記保持枠に配置されて前記コイルのピッチもしくは前記コイルが曲げられる直径を検知して対応の複数の検知結果を出力する検知部及び前記検知部に信号的に接続して前記検知部により検知した複数の検知結果から対応する1つの判定信号を生成して出力する判定部を有するセンサ手段と、
前記判定信号に関連付けられる複数の補正データが保存されるデータベースを有すると共に、前記判定部に信号的に接続することにより、前記判定部から前記判定信号を受信すると、受信した前記判定信号に対応する前記補正データを前記データベースから前記バネ加工機の前記制御手段に出力する分析手段と、を備えることで、
前記バネ加工機の前記制御手段は前記分析手段から受信した前記補正データに基づいて前記ピッチ調整手段及び各前記折り曲げ手段を制御することができる、バネ加工機のリアルタイム補正装置を提供する。
【発明の効果】
【0006】
本発明のバネ加工機のリアルタイム補正装置における判定部と分析手段は、いずれも受信した情報(検知結果もしくは判定信号)に応じて予めに決められた対応の情報を出力する構成になっているので、計算に時間を費やすことなく、バネ加工機の加工中に補正データをリアルタイムにバネ加工機の制御手段に提供することができるので、製品のコイルバネの品質の維持に寄与することができる。
【図面の簡単な説明】
【0007】
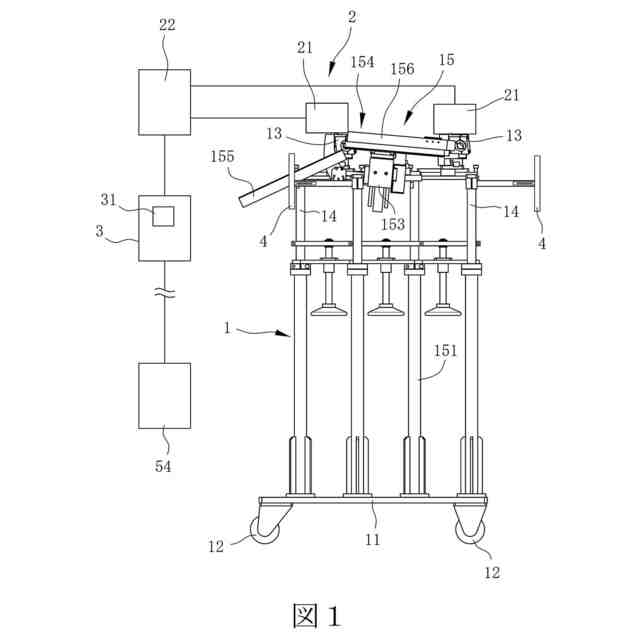
本発明のバネ加工機のリアルタイム補正装置の実施例が示される側面図である。
同実施例における保持枠の構成が示される斜視図である。
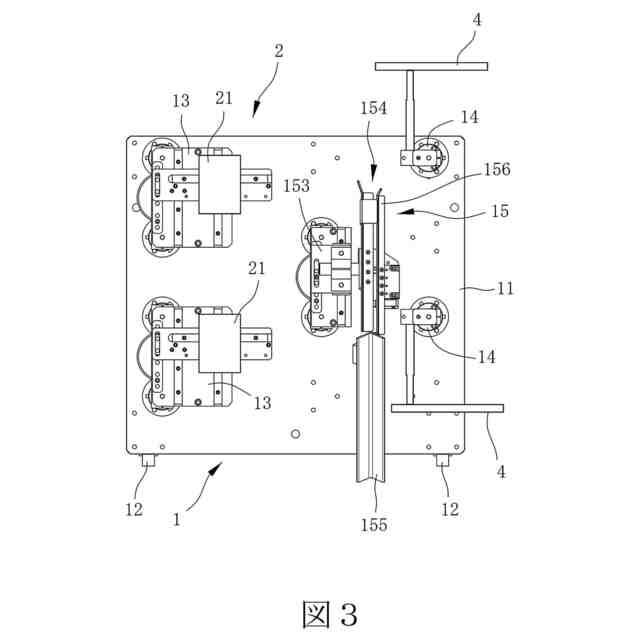
同実施例の上面図である。
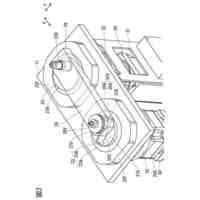
同実施例がバネ加工機に適用される様子が示される斜視図である。
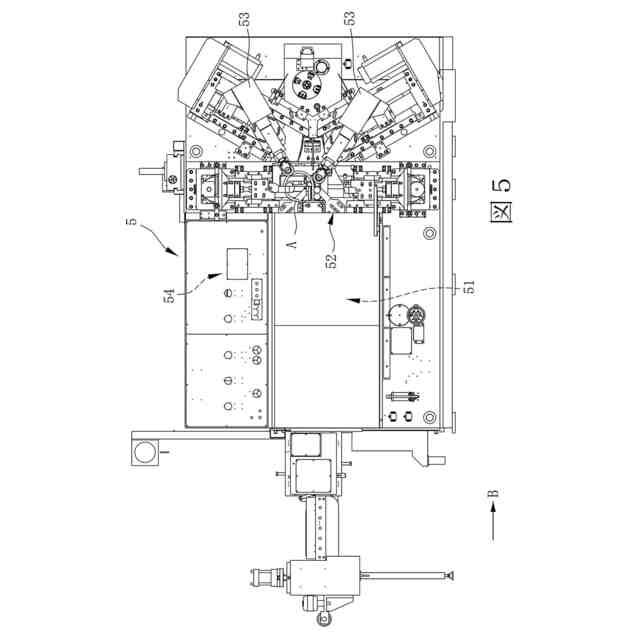
図4に示されるバネ加工機の構成が示される側面図である。
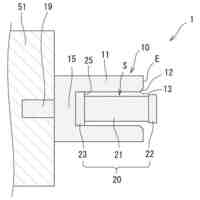
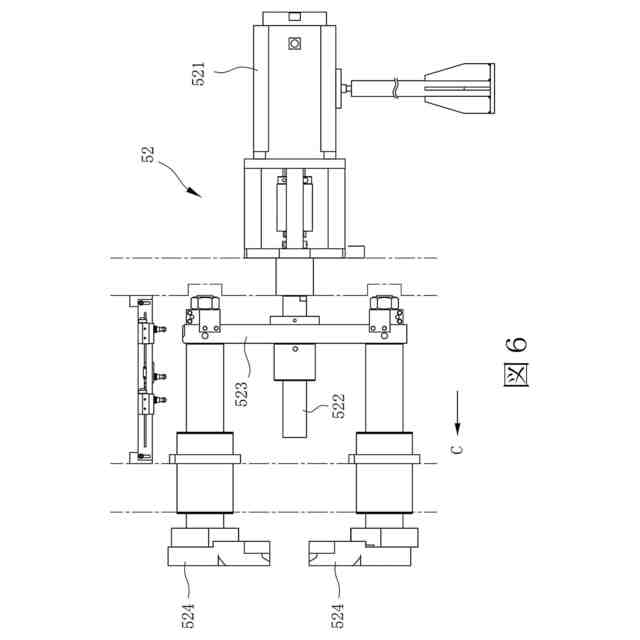
図4に示されるバネ加工機におけるピッチ調整手段の構成が示される説明図である。
【発明を実施するための形態】
【0008】
図1~図3に本発明のバネ加工機のリアルタイム補正装置の実施例が示されている。
【0009】
図示のように、この実施例は保持枠1と、保持枠1に取り付けられるセンサ手段2と、センサ手段2に信号的に接続する分析手段3と、保持枠1に取り付けられる2つの照明ユニット4と、を備える。
【0010】
この実施例において、保持枠1は下板11と、下板11の下側に取り付けられて地面に接触することにより、その転がり運動で下板11が地面に対して移動可能になる複数のキャスター12と、それぞれ下板11から上方へ延伸する保持柱110の上端に配置される2つのセンサ保持部材13と、下板11から上方へ延伸する接続部材14と、各センサ保持部材13と接続部材14との間の配置されるバネ受け取り手段15と、を有する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
18日前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
日本製鉄株式会社
圧延装置
3日前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
トヨタ紡織株式会社
カシメ装置
4か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
17日前
株式会社菊地機械製作所
加工装置、および加工方法
3か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
株式会社TMEIC
板離れ防止システム
2か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
東芝産業機器システム株式会社
金型装置
4か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
フタバ産業株式会社
パイプの製造方法
17日前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ