TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025019714
公報種別
公開特許公報(A)
公開日
2025-02-07
出願番号
2023123471
出願日
2023-07-28
発明の名称
アルミニウム合金押出材の製造方法及びアルミニウム合金押出材
出願人
株式会社レゾナック
代理人
個人
,
個人
主分類
B21C
23/00 20060101AFI20250131BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】引張強さ、0.2%耐力及び伸びに優れたアルミニウム合金押出材の製造方法を提供する。
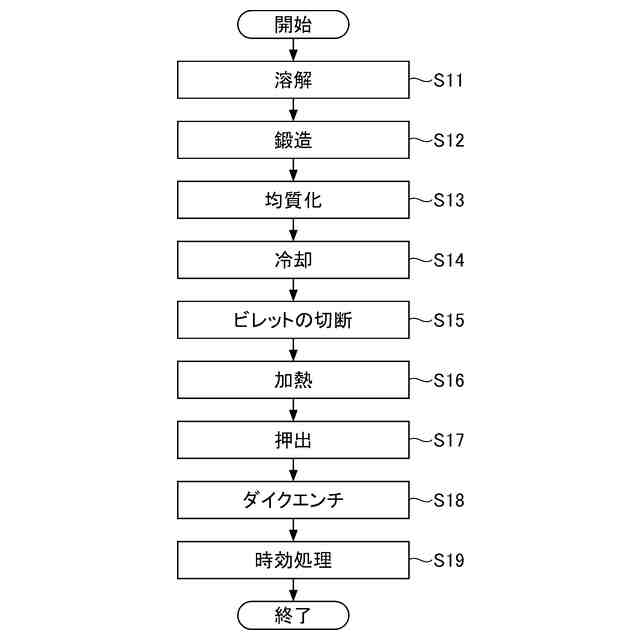
【解決手段】アルミニウム合金押出材の製造方法は、Si、Mg、Cu、Fe、Zr、Ti及び残部Alを含む、均質化されたアルミニウム合金からなるビレットを460℃~560℃に加熱する加熱工程と、前記加熱されたビレットを、15Mpa~30Mpaの押出し圧力と、0.1mm/sec~0.5mm/secのラム速度で押出加工して、アルミニウム合金押出材を得る押出工程と、前記押出加工により得られた前記アルミニウム合金押出材を冷却するダイクエンチ工程と、を含み、前記アルミニウム合金押出材が、質量%で、Si:0.90%~2.00%、Mg:0.65%~0.90%、Cu:0.25%~0.50%、Fe:0.05%~0.50%、Zr:0.10%~0.25%、Ti:0.010%~0.10%を含有し、残部がAlと不可避不純物からなる。
【選択図】図4
特許請求の範囲
【請求項1】
Si、Mg、Cu、Fe、Zr、Ti及び残部Alを含む、均質化されたアルミニウム合金からなるビレットを460℃~560℃に加熱する加熱工程と、
前記加熱されたビレットを、15Mpa~30Mpaの押出し圧力と、0.1mm/sec~0.5mm/secのラム速度で押出加工して、アルミニウム合金押出材を得る押出工程と、
前記押出加工により得られた前記アルミニウム合金押出材を冷却するダイクエンチ工程と、
を含み、
前記アルミニウム合金押出材が、Si:0.90質量%~2.00質量%、Mg:0.65質量%~0.90質量%、Cu:0.25質量%~0.50質量%、Fe:0.05質量%~0.50質量%、Zr:0.10質量%~0.25質量%、Ti:0.010質量%~0.10質量%を含有し、残部がAlと不可避不純物からなるアルミニウム合金押出材の製造方法。
続きを表示(約 900 文字)
【請求項2】
前記ダイクエンチ工程は、5℃~40℃の冷却水で、前記アルミニウム合金押出材を冷却する請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項3】
前記冷却された前記アルミニウム合金押出材を、120℃~240℃で、2時間~48時間、人工時効処理を行う時効処理工程を含む請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項4】
前記加熱されたビレットを、540℃~580℃で、3時間~24時間、均質化処理を行う均質化処理工程を含む請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項5】
前記押出加工により得られた前記アルミニウム合金押出材は、押出方向に垂直な断面において、短軸方向の長さが50μm~100μmのアルミニウム合金母材の結晶粒を含む請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項6】
前記加熱されたビレットのMg固溶量が、0.003質量%以上である請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項7】
前記加熱されたビレットのSi固溶量が、0.005質量%以上である請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項8】
前記アルミニウム合金押出材は、析出物として、β''-Mg
2
Si粒子を0.012体積%~0.030体積%含む請求項1に記載のアルミニウム合金押出材の製造方法。
【請求項9】
前記β''-Mg
2
Si粒子の平均粒径が、2nm~8nmである請求項8に記載のアルミニウム合金押出材の製造方法。
【請求項10】
押出方向に垂直な断面における、前記β''-Mg
2
Si粒子の密度が、2.0×10
22
個/m
3
~6.0×10
23
個/m
3
である請求項9に記載のアルミニウム合金押出材の製造方法。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、アルミニウム合金押出材の製造方法及びアルミニウム合金押出材に関する。
続きを表示(約 1,200 文字)
【背景技術】
【0002】
アルミニウム合金は軽量かつ強度が高く、近年では、自動車、鉄道車両等の輸送機器、土木、建築分野、さらには家具、日用雑貨等の生活用品、家電製品等、用途が広がっている。アルミニウム合金材料には、肉薄化等によるさらなる軽量化が求められており、そのために、材料としてさらなる強度の向上が求められている。
【0003】
例えば、特許文献1には、マグネシウム、シリコン、鉄、チタン、銅、マンガンを含み、残部がアルミニウムと不可避不純物からなるアルミニウム-マグネシウム-シリコン系のアルミニウム合金押出材を押出成形し、冷却による焼入れを行い、自然時効後、人工時効を施すアルミニウム合金押出材の製造方法が開示されている。
【0004】
特許文献2には、Si、Mg、Cu、Mn、Zr、Ti、Fe、V及びZnを含み、残部Alおよび不可避不純物からなる化学成分を有し、0.2%耐力が350MPa以上であり、析出物の粒径が5μm以下であり、熱間押出方向と平行な断面における繊維状組織の面積比率が95%以上であるアルミニウム合金押出材の製造方法が開示されている。
【0005】
特許文献3には、Si、Mg、Cu、Fe、Mn、Crを含み、残部がAlと不可避的不純物からなり、金属組織がファイバ一組織である切削加工用アルミニウム合金押出材の製造方法が開示されている。
【0006】
特許文献4には、Si、Mg、Cu、Fe、Mn、Crを含み、残部がAlと不可避的不純物からなり、押出方向に垂直な断面において、アスペクト比5.0以下かつ短軸方向の長さが50μm以上1000μm以下の結晶粒が占める面積割合が90.0%以上であり、表面の電気伝導率が51.11lACS%以下であるアルミニウム合金押出材が開示されている。
【先行技術文献】
【特許文献】
【0007】
特開2007-254809号公報
特開2014-074213号公報
特開2017-110238号公報
国際公開第2022/264959号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、特許文献1~4のアルミニウム合金押出材では、引張強さ、0.2%耐力及び伸びを同時に満たすことができず、機械的特性が十分なアルミニウム合金押出材を製造できない、という問題があった。
【0009】
本発明の一態様は、引張強さ、0.2%耐力及び伸びに優れたアルミニウム合金押出材を製造できるアルミニウム合金押出材の製造方法を提供することを目的とする。
【0010】
本発明の他の態様は、引張強さ、0.2%耐力及び伸びに優れたアルミニウム合金押出材を提供することを目的とする。
【課題を解決するための手段】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
プレス金型
6か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
5か月前
トヨタ紡織株式会社
金型装置
5か月前
日伸工業株式会社
加工システム
3か月前
石田鉄工株式会社
格子状製品の製造方法
6か月前
日産自動車株式会社
逐次成形方法
18日前
日産自動車株式会社
逐次成形方法
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
冨士発條株式会社
トリミング装置
5か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
日本製鉄株式会社
圧延装置
3日前
ニデック株式会社
金型及び打ち抜き方法
5か月前
トヨタ紡織株式会社
カシメ装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
株式会社IKS
滑り止め構造
17日前
ダイハツ工業株式会社
曲げ加工装置
6か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
ニデック株式会社
金型及びプレス加工装置
5か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ


































