TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025018947
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2024100623,2024045194
出願日
2024-06-21,2024-03-21
発明の名称
拡管治具及び拡管方法
出願人
株式会社BABAエンジニアリング
代理人
弁理士法人眞久特許事務所
主分類
B21D
53/08 20060101AFI20250130BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】位置調整された熱交換チューブの先端部を把持して拡管し、拡管終了後に拡管ビレットを簡単に抜き出せる拡管治具を提供する。
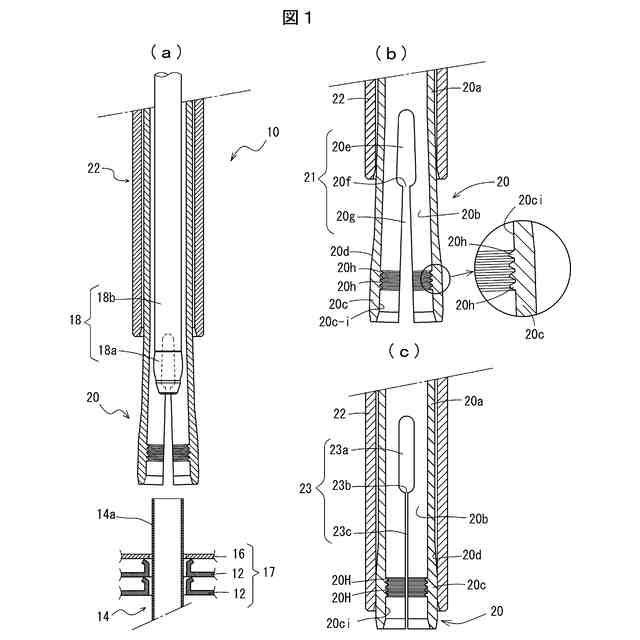
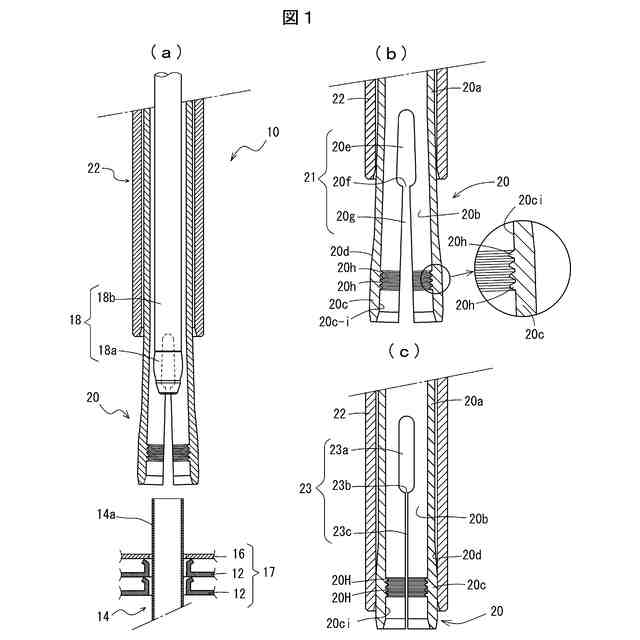
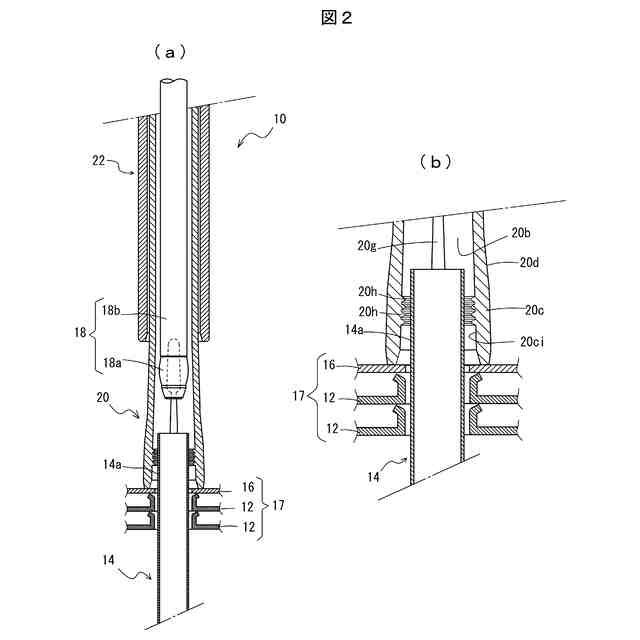
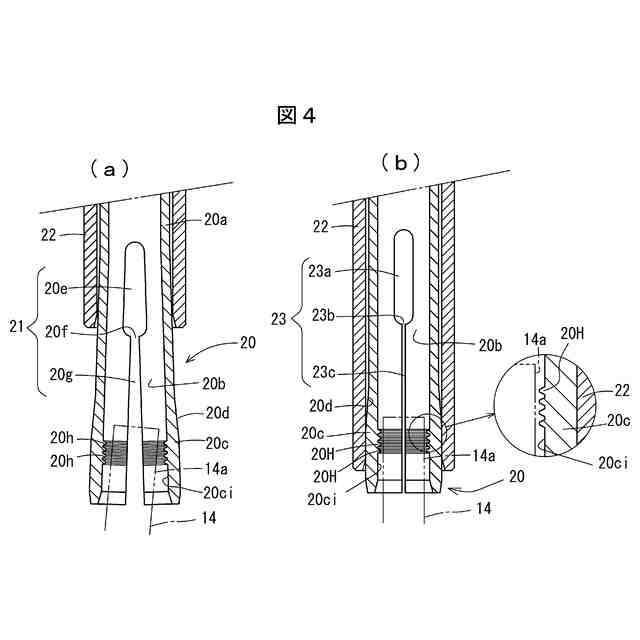
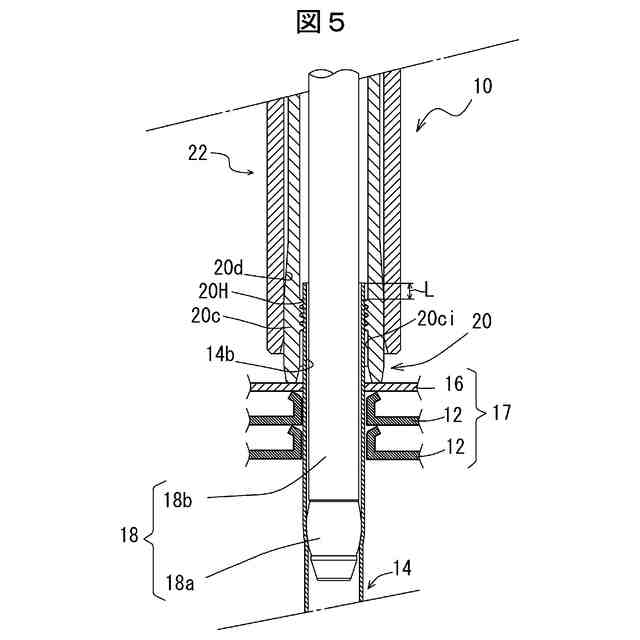
【解決手段】拡管治具10は、拡管ビレット18a付きマンドレル18bに外挿した筒状体20aの先端部の複数の把持片20bが弓状に反り、把持片20b間のスリット21が長穴20eと幅狭の開口部20fから先端方向に徐々に拡幅する扇状スリット部20gであるチャックスリーブ20と、チャックスリーブ20のスリット21全体を縮幅して把持片20bの各々を筒状に拘束し又は解除方向に摺動するスライドスリーブ22とを有し、先端部14aが挿入された把持片20bがスライドスリーブ22により筒状に拘束され位置調整された熱交換チューブ14に、拡管ビレット18aが挿入され拡管されたとき把持片20bの各内壁面の台形状又は三角形状の凸条20hの先端部のみが拡管部分の内径を縮径せずに外周面に食い込み把持する。
【選択図】図1
特許請求の範囲
【請求項1】
複数枚の放熱フィンが積層されたフィン層を貫通して、前記フィン層から先端部及び後端部が突出する熱交換チューブを、その長手方向の収縮を防止できるように前記先端部及び前記後端部を把持して拡管し、前記放熱フィンの各々と一体化する拡管治具であって、
前記後端部が把持された前記熱交換チューブの先端部から挿入されて、前記熱交換チューブを拡管する拡管ビレットが先端に接続され、後端が前記拡管ビレットを前記熱交換チューブに挿脱する方向に移動可能に設けられた圧入手段に接続されているマンドレルと、
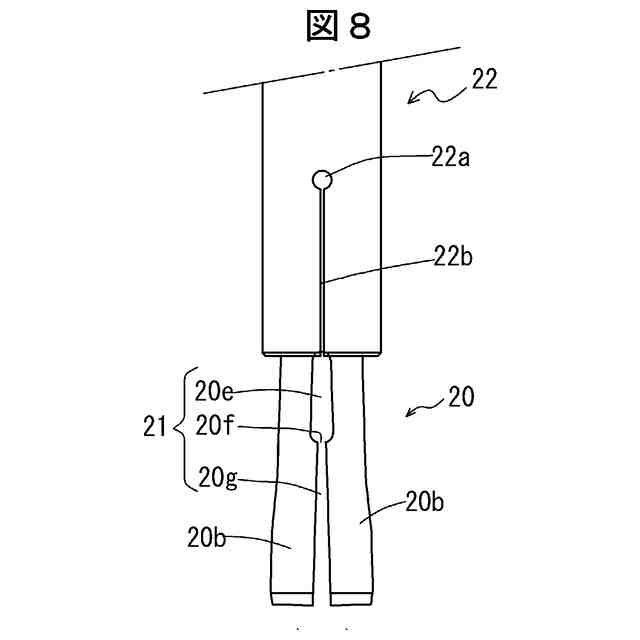
前記マンドレルに摺動自在に外挿された筒状体であって、前記熱交換チューブの先端部が挿入される前記筒状体の先端部が分割されて形成された複数の把持片は、その有するバネ力により前記筒状体の外側面方向に弓状に反っており、前記把持片間のスリットが前記筒状体の後端側の周面に開口する内壁が曲面の穴部と前記穴部の横幅よりも幅狭の開口部から前記筒状体の先端方向に徐々に拡幅する扇状スリット部とから成り、且つ前記把持片の内壁面の各々から前記筒状体の内方に突出する凸部としての凸条が形成されているチャックスリーブと、
前記チャックスリーブの外周面に沿って摺動自在に外挿され、前記チャックスリーブの前記把持片間の前記スリットの全体を縮幅して前記把持片の各々を筒状に拘束するように、前記把持片の各々を前記バネ力に抗して締め付ける方向に摺動し、又は前記拘束を解除する方向に摺動するスライドスリーブとを具備し、
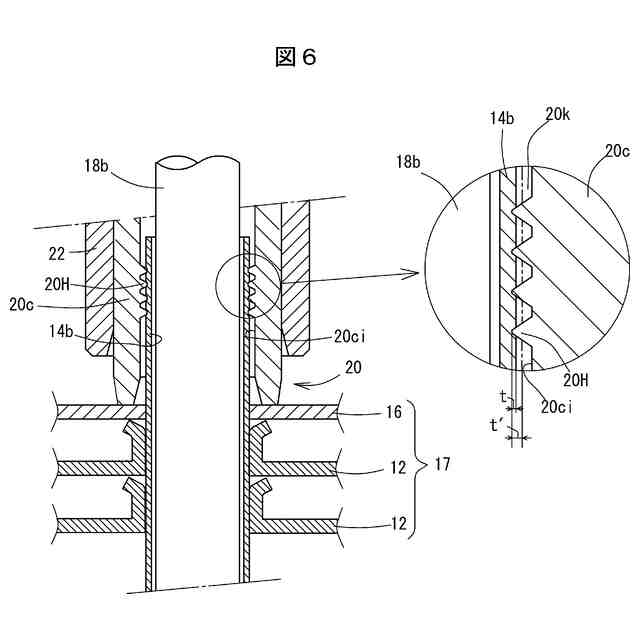
前記凸条の横断面形状が基部から先端方向に徐々に幅狭となる台形状又は三角形状であり、
且つ前記凸条の前記把持片の内壁面からの突出長が、前記熱交換チューブの前記先端部が挿入された前記チャックスリーブの前記把持片の各々が前記スライドスリーブにより筒状に拘束されて、前記拡管ビレットとの軸芯が一致する方向に位置調整された前記熱交換チューブの前記先端部に前記拡管ビレットが挿入されて拡管された拡管部分の外周面に、前記拡管部分の内径を縮径することなく前記凸条の各先端部が食い込み、前記熱交換チューブの前記拡管部分を把持する把持部が形成されたとき、前記把持片の各内壁面の前記凸条を除く全面と前記拡管部分の外周面との間に空間部が形成される突出長であることを特徴とする拡管治具。
続きを表示(約 1,300 文字)
【請求項2】
前記チャックスリーブの前記スリットを構成する前記穴部が長穴部であって、前記長穴部の先端部に形成された前記扇状スリット部の開口部が前記長穴部の横幅よりも幅狭であり、前記把持部の拘束が解除されているとき、前記長穴部の横幅が前記開口部方向に徐々に拡幅されていることを特徴とする請求項1に記載の拡管治具。
【請求項3】
前記チャックスリーブの前記把持片の前記凸条が形成された部分が、その外面方向に前記筒状部の他部よりも肉厚の肉厚部に形成されており、前記肉厚部の後端に傾斜面が接続され、前記傾斜面及び前記肉厚部を含む全体が、その有するバネ力により前記筒状体の外側面方向に弓状に反っていることを特徴とする請求項1に記載の拡管治具。
【請求項4】
前記スライドスリーブにより前記把持片の各々が筒状に拘束されたとき、前記凸条から成る環状凸条が形成されることを特徴とする請求項1に記載の拡管治具。
【請求項5】
前記環状凸条が複数本形成されていることを特徴とする請求項1に記載の拡管治具。
【請求項6】
前記凸条の前記内壁面からの高さが0.5~0.8mmであることを特徴とする請求項1に記載の拡管治具。
【請求項7】
複数枚のフィンが積層されたフィン層を貫通し、先端部及び後端部が前記フィン層から突出する熱交換チューブを、その長手方向の収縮を防止できるように前記後端部が把持された前記熱交換チューブの先端部を請求項1に記載の拡管治具を用いて把持して拡管し前記フィンの各々と一体化する熱交換チューブの拡管方法であって、
前記拡管治具を構成する前記チャックスリーブの先端部を形成する複数の前記把持片内に前記熱交換チューブの先端部を挿入し、
前記スライドスリーブを前記チャックスリーブの複数の前記把持片のバネ力に抗して前記把持片の上面側にスライドし、前記スリットの全体を縮幅して筒状に拘束し、前記熱交換チューブを前記拡管ビレットとの軸芯が一致する方向に位置調整した後、
前記拡管ビレットを前記熱交換チューブの先端部に挿入して拡管した拡管部分の外周面に、前記拡管部分の内径を縮径することなく前記凸条の先端部を食い込ませ、前記把持片の各内壁面の前記凸条を除く全面と前記拡管部分の外周面との間に空間部が形成された把持部を形成し、
引き続き、前記拡管ビレットを停止することなく前記先端部を前記把持部で把持した前記熱交換チューブの拡管を、前記熱交換チューブの後端部側方向に続行することを特徴とする熱交換チューブの拡管方法。
【請求項8】
前記熱交換チューブの拡管が完了した後、前記把持部で把持された状態の拡管した前記熱交換チューブから前記拡管ビレットを引き抜き、
次いで、前記スライドスリーブを前記チャックスリーブの複数の前記把持片の上面側からスライドし、複数の前記把持片を筒状とする拘束状態を解除して、前記把持片の各々が有するバネ力により前記筒状体の外側方向に弓状に反らせることにより、前記凸条の先端部が前記拡管部分の外周面に食い込んで形成された前記把持部による把持を解除することを特徴とする請求項7に記載の熱交換チューブの拡管方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、熱交換チューブの拡管に用いられる拡管治具及び拡管方法に関するものである。
続きを表示(約 3,800 文字)
【背景技術】
【0002】
家庭用のルームクーラー等に使用されている熱交換器を製造する際に、複数枚の放熱フィンが積層されたフィン層を貫通する銅製の熱交換チューブを拡管して、放熱フィンと熱交換チューブとを一体化する拡管治具が用いられている。拡管治具を用いた熱交換チューブの拡管の際に、拡管に伴って発生する熱交換チューブの長手方向の収縮に因るフィン同士が密着するアベック現象が発生することがある。
最近では、省エネルギー等のために熱交換器の熱特性の向上と熱交換器の軽量化を図るべく、銅製の熱交換チューブの薄肉化が要請されている。薄肉化された銅製の熱交換チューブに拡管を施すと、通常厚の熱交換チューブを拡管した場合に比較して、長手方向の収縮が大きくなる。また、熱交換器の軽量化には、銅製の熱交換チューブに代えて、アルミニウム製の熱交換チューブを用いたい。しかし、アルミニウムは銅よりも熱伝導率が低いことから、アルミニウム製の熱交換チューブの熱特性を向上すべく、更なる薄肉化が要請されている。
【0003】
このように薄肉化された熱交換チューブの拡管の際に、拡管による熱交換チューブの収縮は、フィン層の最上プレートから突出している熱交換チューブの上端部及び最下プレートから突出している熱交換チューブの下端部を把持して拡管を施すことで防止可能であるが、熱交換チューブの下端部は拡管が施されない部分であるからレシバー等の把持治具により簡単に把持できる。しかし、拡管が施される熱交換チューブの先端部を把持して拡管を施すことは困難である。このような熱交換チューブの先端部を把持して拡管を施すことができる拡管治具が下記特許文献1に提案されている。
【0004】
特許文献1には、所定間隔を空けて積層された複数の伝熱フィンの挿通孔に挿通された状態の複数の伝熱管の軸方向の一端部を掴持する掴持部と、前記伝熱管の軸方向に移動することによって前記掴持部の周囲を覆う第1状態と前記掴持部の周囲を覆わない第2状態とが切り換わる移動部と、を有する伝熱管固定装置と前記伝熱管の軸方向の一端部側から前記伝熱管内に挿入されるマンドレルを有するマンドレル装置と、を備え、前記移動部は、ガイド孔が形成された板状部材であり、前記第1状態は、前記ガイド孔の内面が前記掴持部の周囲を覆う位置まで移動する状態であり、前記第2状態は、前記ガイド孔の内面が前記掴持部の周囲を覆わない位置まで移動する状態であり、前記移動部が前記第1状態にある状態で、前記マンドレルを前記伝熱管内に挿入して前記伝熱管を拡管することで、前記掴持部が前記伝熱管を軸方向に動かないように固定するとともに、前記伝熱フィンと前記伝熱管とを固定する伝熱管拡管装置が提案されている。この把持部が設けられた部材は、筒状体の先端部が分割されて形成された複数の掴持片が、その途中で筒状体の外方に放射状に湾曲され、掴持片間に先端方向に徐々に拡幅された扇状スリットが先端面に開口されているコレットチャックであって、把持片が把持部である。
【0005】
この伝熱管拡管装置によれば、一枚の板状部材により多数の伝熱管(熱交換チューブという)の先端部を同時に掴持して拡管を実施できる。しかし、ルームクーラー等は、近年、多品種少量生産に移行しており、その熱交換器のフィン層に挿通される熱交換チューブの配列や配置密度等も頻繁に変更されている。このような熱交換チューブの配列や配置密度等が変更される都度、変更される熱交換チューブの配列や密度等に適合する板状部材に変更しなければならず煩雑な交換作業を要する。
特許文献1で提案された一枚の板状部材により多数の熱交換チューブの先端部を同時に掴持して拡管を施す拡管治具に対して、熱交換器に用いられる熱交換チューブ毎に先端部を掴持して拡管を実施できる拡管治具が下記特許文献2及び下記特許文献3に提案されている。
【0006】
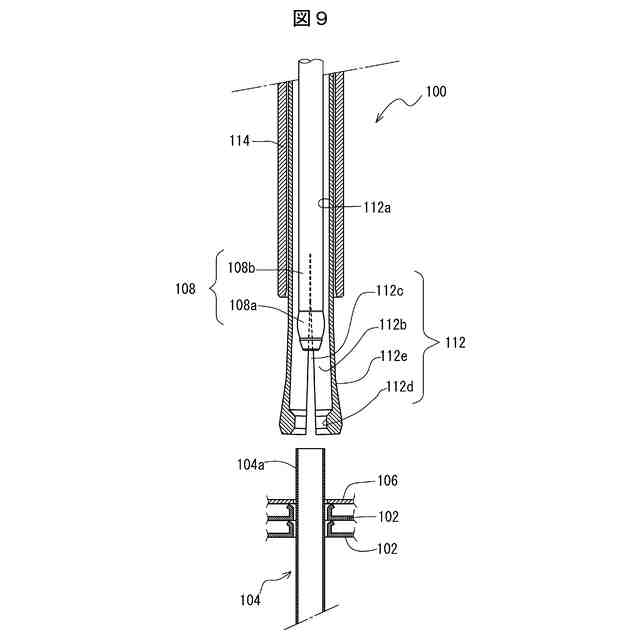
特許文献2に提案された拡管治具の一例の概略図を図9に示す。図9に示す拡管治具100が拡管する対象は、複数枚の所定高さのカラー付き透孔が形成された放熱フィン102が積層されたフィン層内のカラー付き透孔に挿通され、先端部104aがフィン層の最上プレート106から突出している熱交換チューブ104である。
尚、フィン層の最下プレートから突出している熱交換チューブ104の下端部は、レシバー等の把持治具(図示せず)により把持されている。
【0007】
この拡管治具100は、熱交換チューブ104を拡管して放熱フィン102の各々と一体化する拡管ビレット108aが先端に装着され、後端が拡管ビレット108aを熱交換チューブ104に挿脱する方向に移動可能に設けられた圧入手段(図示せず)に接続されているマンドレル108bとを具備する拡管マンドレル108と、拡管マンドレル108に摺動自在に外挿された筒状体112aであって、筒状体112aの先端部が分割されて形成された複数の掴持片112bが、その途中で筒状体112aの外方に放射状に湾曲され、掴持片112b,112bの間に形成されたスリット112cは、その筒状体112aの後端側に所定長の細幅スリット部112を残留させつつ、先端方向に徐々に拡幅された扇状スリット部に形成され、掴持片112bの内壁面に形成された筒状体112aの内方に突出する突出部112dに対応する部分の外面が傾斜面112eに形成されている掴持体112と、掴持体112の長手方向に摺動可能に外挿された筒体114とで構成されている。
【0008】
図9に示す拡管治具100を用いた熱交換チューブ104を拡管する拡管方法は、図10(a)に示す最上プレート106から突出する熱交換チューブ104の先端部104aの上方に位置する掴持体112を、図10(b)に示すように、その先端面が最上プレート106に当接するように降下し、熱交換チューブ104の先端部104aを掴持体112の複数の掴持片112bで囲む。次いで、図10(c)に示すように拡管マンドレル108を降下して熱交換チューブ104の先端部104aを含む部分を拡管ビレット108aにより拡管して拡管部104bとし、拡管マンドレル108の降下を停止する。拡管された拡管部104bと最上プレート106とは一体化される。更に、図10(d)に示すように、筒体114を掴持体112に沿って降下し、その先端部が掴持体112の傾斜面112eに乗り上げて、スリット112cの扇状スリット部を残留していた細幅スリット部と略同一幅に減幅する。その際に、掴持片112bの内壁面の突出部112dにより、拡管部104bを押圧して縮径したかしめ部104cを形成する。突出部112dとかしめ部104cとは、拡管マンドレル108の降下を再開して熱交換チューブ104のフィン層から突出する下端部に至るまで熱交換チューブ104を拡管する際に、熱交換チューブ104の把持部となり、熱交換チューブ104の下端部を把持するレシバー等の把持治具と共に熱交換チューブ104の拡管による収縮を防止できる。
【0009】
特許文献3に提案された拡管治具の一例の概略図を図11(a)に示す。図11(a)の拡管治具200が拡管する対象は、特許文献2の拡管治具100と同様に、複数枚の所定高さのカラー付き透孔が形成された放熱フィン202が積層されたフィン層内のカラー付き透孔に挿通され、先端部204aがフィン層の最上プレート206から突出している熱交換チューブ204である。このフィン層の最下プレートから突出している熱交換チューブ204の下端部は、レシバー等の把持治具(図示せず)により把持されている。
【0010】
拡管治具200は、フィン層を貫通し最上プレート206から突出している熱交換チューブ204の先端部204aから挿入した、拡管ビレット208aの最大外径となる外周面と熱交換チューブ204の内壁面とを直接接触して、熱交換チューブ204を拡管し放熱フィン202と一体化するものである。この拡管治具200は、締め付け力によって縮径可能であって、先端部の内壁面212dが他部の内壁面よりも内方に張り出して厚肉部212bに形成されているチャックスリーブ212aと、チャックスリーブ212aを締め付ける方向又は締め付けを開放する方向に、チャックスリーブ212aの外周面に沿って摺動可能に設けられたクランプブッシュ214とを備え、チャックスリーブ212aの厚肉部212bの内壁面には、凹溝212cが形成されている。更に、チャックスリーブ212a内には、拡管された熱交換チューブ204の拡管部の先端部内に挿入されるガイド部216aが先端部に形成され、中途部に拡管部の先端部を更に拡管してフレア部を形成するフレア形成部が中途部に形成されたフレアポンチ216が、拡管ビレット208aが先端に装着されたマンドレル208bに沿って上下方向に摺動可能に装着されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
4か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
トヨタ自動車株式会社
プレス金型
6か月前
トヨタ紡織株式会社
金型装置
5か月前
株式会社ゴーシュー
歯車素材
5か月前
日伸工業株式会社
加工システム
3か月前
石田鉄工株式会社
格子状製品の製造方法
6か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
18日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
10日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
日本製鉄株式会社
圧延装置
3日前
ニデック株式会社
金型及び打ち抜き方法
5か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
冨士発條株式会社
トリミング装置
5か月前
大同特殊鋼株式会社
横型鍛造装置
4か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社IKS
滑り止め構造
17日前
トヨタ紡織株式会社
カシメ装置
4か月前
ダイハツ工業株式会社
曲げ加工装置
6か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
ダイハツ工業株式会社
曲げ加工装置
6か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
ニデック株式会社
金型及びプレス加工装置
5か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































