TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025018085
公報種別
公開特許公報(A)
公開日
2025-02-06
出願番号
2023121502
出願日
2023-07-26
発明の名称
溶融亜鉛めっき鋼板の製造方法
出願人
JFEスチール株式会社
代理人
個人
,
個人
,
個人
,
個人
主分類
B21B
37/58 20060101AFI20250130BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】 本発明は、コイル間の酸化膜厚のばらつきを抑制する溶融亜鉛めっき鋼板の製造方法を提供する。
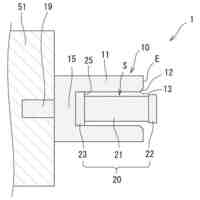
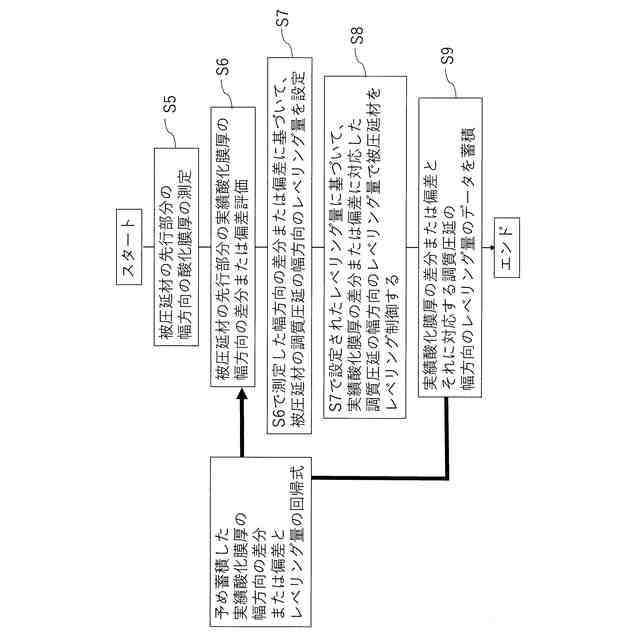
【解決手段】 溶融亜鉛めっき鋼板に調質圧延を施した後、酸性処理液を塗布して、前記溶融亜鉛めっき鋼板表面に酸化膜を形成させる溶融亜鉛めっき鋼板の製造方法であって、前記調質圧延において、被圧延材の先行部分における実績酸化膜厚に基づいて設定された前記被圧延材の調質圧延の幅方向のレベリング量に基づいて、前記被圧延材をレベリング制御することを特徴とする溶融亜鉛めっき鋼板の製造方法。
【選択図】なし
特許請求の範囲
【請求項1】
溶融亜鉛めっき鋼板に調質圧延を施した後、酸性処理液を塗布して、
前記溶融亜鉛めっき鋼板表面に酸化膜を形成させる溶融亜鉛めっき鋼板の製造方法であって、
前記調質圧延において、
被圧延材の先行部分における実績酸化膜厚に基づいて設定された前記被圧延材の調質圧延の幅方向のレベリング量に基づいて、前記被圧延材をレベリング制御することを特徴とする溶融亜鉛めっき鋼板の製造方法。
続きを表示(約 1,600 文字)
【請求項2】
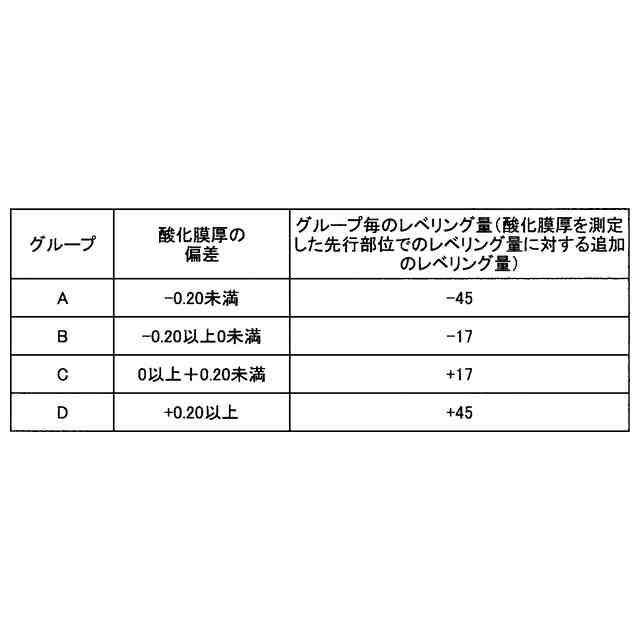
前記被圧延材の調質圧延の幅方向のレベリング量を、前記実績酸化膜厚の幅方向の差分または前記差分を幅方向の実績酸化膜厚の平均で除した偏差により設定することを特徴とする、請求項1に記載の溶融亜鉛めっき鋼板の製造方法。
【請求項3】
前記調質圧延の幅方向のレベリング量に基づいてレベリングする際に、幅方向の片側の圧延荷重を他方の圧延荷重より大きくすることで、酸化膜厚を増加することを特徴とする、請求項1に記載の溶融亜鉛めっき鋼板の製造方法。
【請求項4】
前記調質圧延の幅方向のレベリング量に基づいてレベリングする際に、幅方向の片側の圧延荷重を他方の圧延荷重より大きくすることで、酸化膜厚を増加することを特徴とする、請求項2に記載の溶融亜鉛めっき鋼板の製造方法。
【請求項5】
前記調質圧延の幅方向のレベリング量は、
前記実績酸化膜厚の幅方向の差分または前記差分を実績酸化膜厚の平均値で除した偏差に対応したレベリング量の情報に基づいて得られた、所定のレベリング量を得るための回帰式を用いて、算出されることを特徴とする、請求項1~4のいずれかに記載の溶融亜鉛めっき鋼板の製造方法。
【請求項6】
前記差分、差分の下限目標値、差分の上限目標値、前記調質圧延の幅方向のレベリング量の実績値および幅方向のレベリング量の目標値と、によって構成される式(1)、または
前記偏差、偏差の下限目標値、偏差の上限目標値、前記調質圧延の幅方向のレベリング量の実績値および幅方向のレベリング量の目標値と、によって構成される式(2)、を用いて、幅方向のレベリング量の目標値を決定し、レベリング制御することを特徴とする、請求項2または4に記載の溶融亜鉛めっき鋼板の製造方法。
α1×(Δs-Δsa1)≦(x-xa)≦α2×(Δs-Δsa2) ・・・式(1)
α1:任意の定数、α2:任意の定数、Δs:差分、Δsa1:Δsの上限目標値、Δsa2:Δsの下限目標値、xa:レベリング量の実績値(×10
-2
mm)、x:レベリング量(×10
-2
mm)の目標値
α3×(Δt-Δta1)≦(x-xa)≦α4×(Δt-Δta2) ・・・式(2)
α3:任意の定数、α4:任意の定数、Δt:偏差、Δta1:Δtの上限目標値、Δta2:Δtの下限目標値、xa:レベリング量の実績値(×10
-2
mm)、x:レベリング量(×10
-2
mm)の目標値
【請求項7】
前記差分、差分の下限目標値、差分の上限目標値、前記調質圧延の幅方向のレベリング量の実績値および幅方向のレベリング量の目標値と、によって構成される式(1)、または
前記偏差、偏差の下限目標値、偏差の上限目標値、前記調質圧延の幅方向のレベリング量の実績値および幅方向のレベリング量の目標値と、によって構成される式(2)、を用いて、幅方向のレベリング量の目標値を決定し、レベリング制御することを特徴とする、請求項5に記載の溶融亜鉛めっき鋼板の製造方法。
α1×(Δs-Δsa1)≦(x-xa)≦α2×(Δs-Δsa2) ・・・式(1)
α1:任意の定数、α2:任意の定数、Δs:差分、Δsa1:Δsの上限目標値、Δsa2:Δsの下限目標値、xa:レベリング量の実績値(×10
-2
mm)、x:レベリング量(×10
-2
mm)の目標値
α3×(Δt-Δta1)≦(x-xa)≦α4×(Δt-Δta2) ・・・式(2)
α3:任意の定数、α4:任意の定数、Δt:偏差、Δta1:Δtの上限目標値、Δta2:Δtの下限目標値、xa:レベリング量の実績値(×10
-2
mm)、x:レベリング量(×10
-2
mm)の目標値
発明の詳細な説明
【技術分野】
【0001】
本発明は、鋼板表面に酸化膜を形成させる溶融亜鉛めっき鋼板の製造方法であって、コイル間の酸化膜厚のばらつきを軽減することができる溶融亜鉛めっき鋼板の製造方法に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
表面に酸化膜を形成させた溶融亜鉛めっき鋼板は、鋼板表面に酸性処理液を塗布した後所定時間放置する(成膜工程)ことで溶融亜鉛めっき鋼板と酸性処理液との化学反応により鋼板表面に酸化膜が形成し製造される。従来、コイル間の酸化膜厚のばらつきを軽減する方法としては、酸性処理液の温度を上げる、ライン速度減速により酸性処理液塗布後の放置時間を長くする、また調質圧延の圧延荷重を上げるといった対応が挙げられ、これらを行うことにより、酸化膜厚を厚くすることによってばらつきを軽減してきた。操業条件以外にも成膜工程の湿度によっても酸化膜厚が変化することが知られており、成膜工程の湿度管理を行うといった方法も存在する。
【0003】
特許文献1には、酸性処理液の温度を上げることや、酸性処理液塗布後の放置時間を長くすることで酸化膜厚が厚くなることが開示されている。
【0004】
特許文献2には、調質圧延荷重を上げることでめっき層の平滑部の面積が増加し、該平滑部では酸化被膜の付着量が多くなることが開示されている。
【0005】
特許文献3には、成膜工程の絶対湿度が高くなると酸化膜厚も増加することが開示されている。絶対湿度は大気中に含まれる水分量を示すもので、飽和蒸気圧と相対湿度の積で定義される。
【先行技術文献】
【特許文献】
【0006】
特開2009-203547号公報
特開2005-256069号公報
特開2009-108377号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献1、2、3に記載の方法を使用するも、コイル間の酸化膜厚のばらつきが軽減しない材料が存在し、その原因も不明であった。
【0008】
本発明は、前記課題を解決した、コイル間の酸化膜厚のばらつきを抑制する溶融亜鉛めっき鋼板の製造方法を提供する。
【課題を解決するための手段】
【0009】
以下に本発明を完成するに至った経緯について説明する。
【0010】
本発明者らが、従来、溶融亜鉛めっき鋼板表面の酸化膜厚の制御因子として採用されてきた、酸性処理液の温度、酸性処理液塗布後の放置時間、ライン速度、調質圧延の圧延荷重、成膜工程の湿度といった因子を制御してもなお生じていた酸化膜厚のばらつきの原因について鋭意検討した結果、酸化膜厚のコイル間のばらつきが酸化膜厚の幅方向の偏差に起因していることを見出した。さらに、酸化膜厚の幅方向の偏差は、製造条件の変動に起因した板形状、硬さ分布、板厚分布といった酸化膜厚を形成させる材料の性質、左右の圧下荷重の差といったミルの状態によって生じていることを知見した。しかしながら、これら全ての項目を精緻に管理することは困難である。したがって、その中でも最も影響度の大きい調質圧延の左右の圧下量の差であるレベリング量をフィードバック制御因子として採用し、先行する部位の酸化膜厚の幅方向の差分もしくは偏差の実績値に基づいてレベリング量を制御する方法を採用することで、左右の差分もしくは偏差が大幅に軽減でき、その結果コイル間の酸化膜厚のばらつきも大幅に抑制できることを知見した。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
1か月前
個人
ハゼ折鋼板のハゼ締め装置
4か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
12日前
株式会社吉野機械製作所
プレス機械
25日前
株式会社カネミツ
筒張出部形成方法
26日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社IKS
滑り止め構造
11日前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
株式会社TMEIC
板離れ防止システム
2か月前
株式会社アマダ
安全確認画像の表示方法
1か月前
東芝産業機器システム株式会社
金型装置
4か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
旭精機工業株式会社
工具移動装置及び線材成形機
2か月前
続きを見る
他の特許を見る




 特許ウォッチ
特許ウォッチ