TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025016820
公報種別
公開特許公報(A)
公開日
2025-02-05
出願番号
2023115932
出願日
2023-07-14
発明の名称
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
出願人
東洋製罐株式会社
代理人
弁理士法人平和国際特許事務所
主分類
B21D
51/46 20060101AFI20250129BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】簡素な構成で、缶蓋の開口性および耐圧強度を向上させる缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器を提供すること。
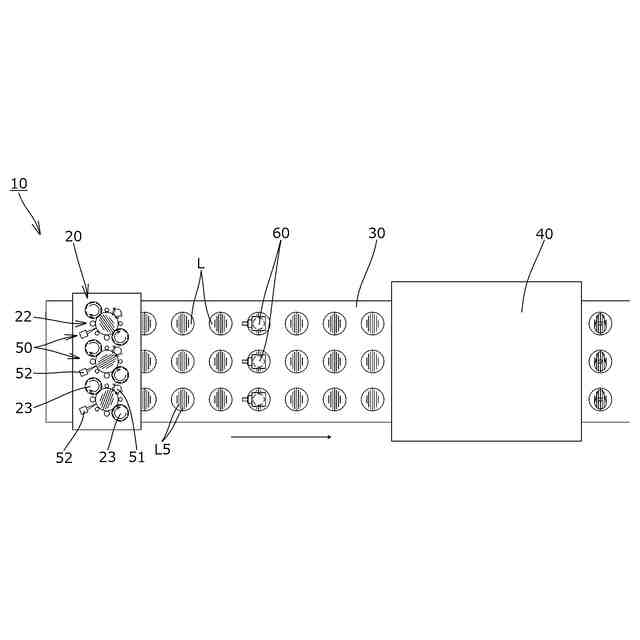
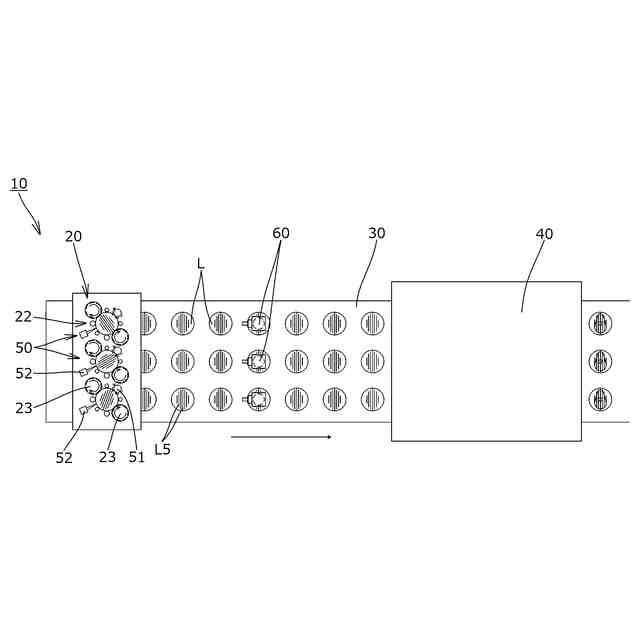
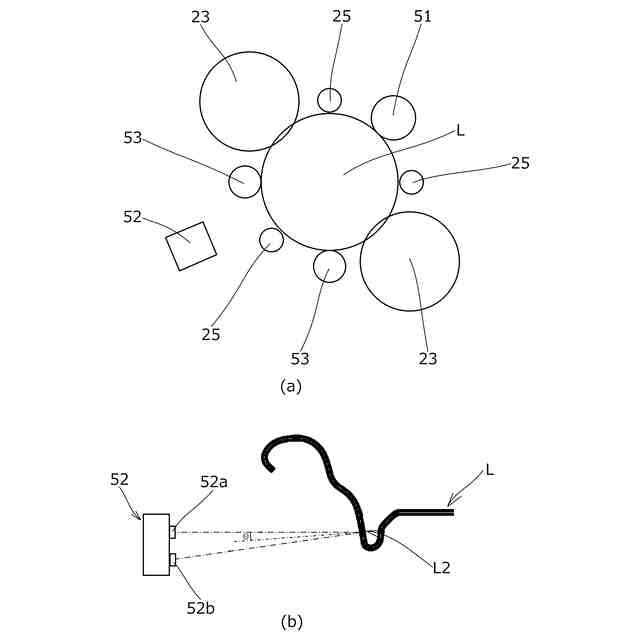
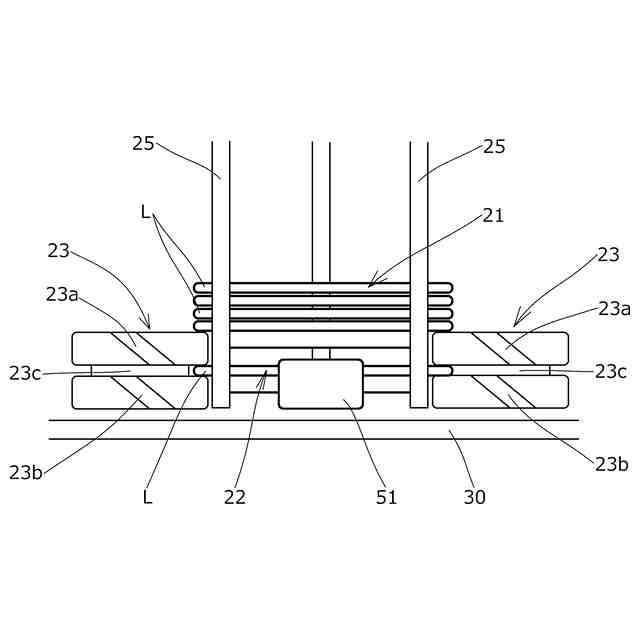
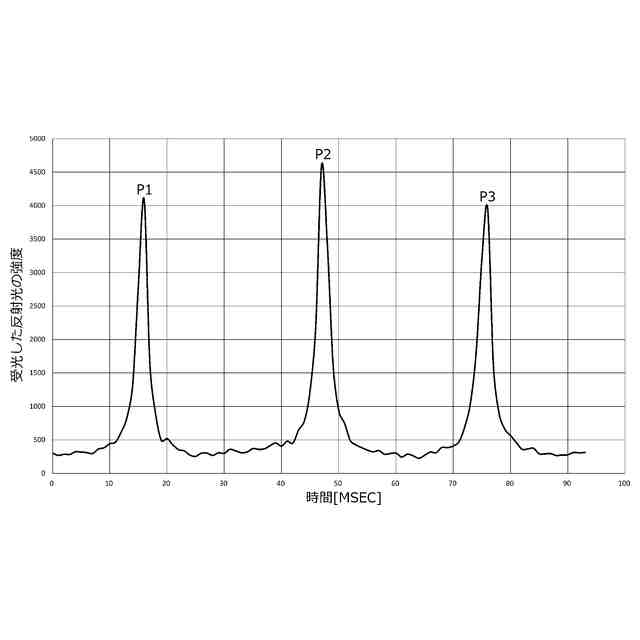
【解決手段】缶蓋Lを製造する缶蓋製造装置10であって、缶蓋Lを回転させる回転駆動部51および反射光検出部52を有した圧延方向検出ユニット50と、制御ユニットとを備え、反射光検出部52は、発光部52aと受光部52bとを有し、制御ユニットは、圧延方向検出ユニット50によって得られた、回転する缶蓋Lが反射した反射光の光強度の変化情報を基に缶蓋Lの圧延方向を検出するように構成されている缶蓋製造装置10。
【選択図】図1
特許請求の範囲
【請求項1】
缶蓋を製造する缶蓋製造装置であって、
缶蓋を回転させる回転駆動部および反射光検出部を有した圧延方向検出ユニットと、制御ユニットとを備え、
前記反射光検出部は、缶蓋に対して照射光を照射する発光部と、前記照射光のうち前記缶蓋によって反射された反射光を受光する受光部とを有し、
前記制御ユニットは、前記圧延方向検出ユニットによって得られた、回転する缶蓋が反射した反射光の光強度の変化情報を基に缶蓋の圧延方向を検出するように構成されていることを特徴とする缶蓋製造装置。
続きを表示(約 1,300 文字)
【請求項2】
前記圧延方向検出ユニットは、前記制御ユニットによって得られた缶蓋の圧延方向情報を基に、缶蓋の回転位置を調整する回転位置調整部を更に備えることを特徴とする請求項1に記載の缶蓋製造装置。
【請求項3】
前記回転駆動部と前記回転位置調整部は、前記缶蓋を回転させる同じ設備から構成されていることを特徴とする請求項2に記載の缶蓋製造装置。
【請求項4】
搬送コンベア上に缶蓋を供給する缶蓋供給機を更に備え、
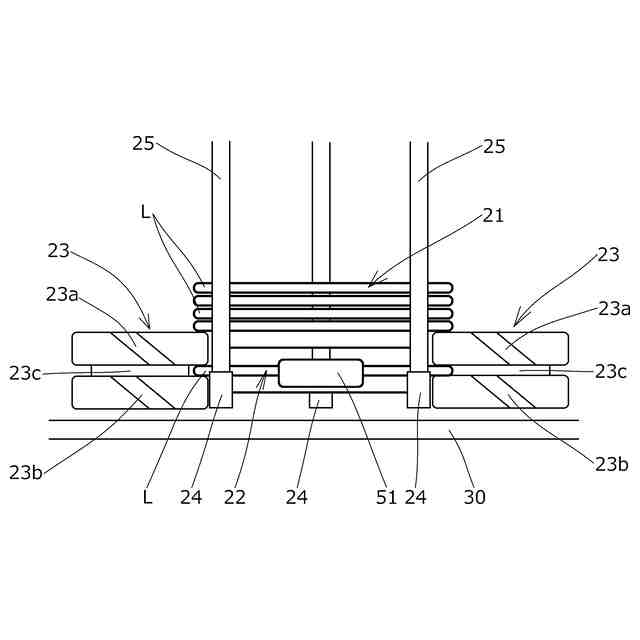
前記缶蓋供給機は、複数の缶蓋を積み上げた状態で貯蔵する缶蓋貯蔵部と、前記缶蓋貯蔵部の下方側に形成され1枚の缶蓋を滞留させる缶蓋一時滞留部と、前記缶蓋貯蔵部に貯蔵された缶蓋を前記缶蓋一時滞留部に送る上方側送り部と、前記缶蓋一時滞留部で滞留した缶蓋を前記搬送コンベアに向けて送る下方側送り部とを有し、
前記圧延方向検出ユニットは、前記缶蓋一時滞留部で滞留した缶蓋に対して、反射光の検出を行うように設置されていることを特徴とする請求項1に記載の缶蓋製造装置。
【請求項5】
前記缶蓋供給機は、上下軸を中心として回転可能な移送回転体を備え、
前記移送回転体は、前記缶蓋に係合可能な上方側係合部と、前記上方側係合部の下方側に形成され前記缶蓋に係合可能な下方側係合部とを、その外周面に有し、
前記上方側係合部は、前記移送回転体の回転に伴って、前記缶蓋貯蔵部に貯蔵された缶蓋を前記缶蓋一時滞留部に送る前記上方側送り部として機能し、
前記下方側係合部は、前記移送回転体の回転に伴って、前記缶蓋一時滞留部で滞留した缶蓋を前記搬送コンベアに向けて送る前記下方側送り部として機能することを特徴とする請求項4に記載の缶蓋製造装置。
【請求項6】
前記缶蓋一時滞留部は、前記上方側係合部と前記下方側係合部との間の領域において、前記移送回転体の外周面に凹設された外周凹部から構成されることを特徴とする請求項5に記載の缶蓋製造装置。
【請求項7】
前記圧延方向検出ユニットは、前記制御ユニットによって得られた缶蓋の圧延方向情報を基に、缶蓋の回転位置を調整する回転位置調整部を更に備え、
前記回転位置調整部は、少なくとも前記缶蓋一時滞留部において缶蓋の回転位置の調整を開始するように構成されていることを特徴とする請求項4に記載の缶蓋製造装置。
【請求項8】
前記回転位置調整部は、缶蓋の回転位置を±10°以内の精度で所定の回転位置に調整するように構成されていることを特徴とする請求項7に記載の缶蓋製造方法。
【請求項9】
前記反射光検出部の前記発光部は、缶蓋のチャックウォール部に対して、外周側から照射光を当てるように設置されていることを特徴とする請求項1に記載の缶蓋製造装置。
【請求項10】
前記圧延方向検出ユニットの下流側に設置され、缶蓋の搬送方向に対する缶蓋の圧延方向の向きを検出する検査機を更に備えていることを特徴とする請求項1に記載の缶蓋製造装置。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器に関する。
続きを表示(約 3,100 文字)
【背景技術】
【0002】
従来、飲料等の内容物を収容する容器として、金属製の缶容器を用いることが一般に知られており(例えば特許文献1を参照)、また、このような缶容器を構成する缶蓋が、圧延加工によって形成された圧延金属板から形成されることについても周知である。
【先行技術文献】
【特許文献】
【0003】
特許4239039号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
ところが、このような圧延金属板から形成された缶蓋においては、缶蓋の圧延方向(すなわち、圧延金属板に形成される圧延目が延びる方向)と缶蓋に形成されるスコア等を形成する向きとの関係が、缶蓋の開口性(すなわち、スコアを破断させるにあたって必要とされる力)および耐圧強度に影響を与えることが分かった。
【0005】
そこで、本発明は、簡素な構成で、缶蓋の開口性および耐圧強度を向上させる缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器を提供することを目的とするものである。
【課題を解決するための手段】
【0006】
本発明の缶蓋製造装置は、缶蓋を製造する缶蓋製造装置であって、缶蓋を回転させる回転駆動部および反射光検出部を有した圧延方向検出ユニットと、制御ユニットとを備え、前記反射光検出部は、缶蓋に対して照射光を照射する発光部と、前記照射光のうち前記缶蓋によって反射された反射光を受光する受光部とを有し、前記制御ユニットは、前記圧延方向検出ユニットによって得られた、回転する缶蓋が反射した反射光の光強度の変化情報を基に缶蓋の圧延方向を検出するように構成されていることにより、前記課題を解決するものである。
本発明の缶蓋製造方法は、缶蓋を製造する缶蓋製造方法であって、缶蓋を回転させる回転駆動部および反射光検出部を有した圧延方向検出ユニットと、制御ユニットとを備え、前記反射光検出部は、缶蓋に対して照射光を照射する発光部と、前記照射光のうち前記缶蓋によって反射された反射光を受光する受光部とを有し、前記制御ユニットによって、前記圧延方向検出ユニットによって得られた、回転する缶蓋が反射した反射光の光強度の変化情報を基に缶蓋の圧延方向を検出することにより、前記課題を解決するものである。
上記缶蓋製造装置(または缶蓋製造方法)では、前記圧延方向検出ユニットは、前記制御ユニットによって得られた缶蓋の圧延方向情報を基に、缶蓋の回転位置を調整する回転位置調整部を更に備えていてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記回転駆動部と前記回転位置調整部は、前記缶蓋を回転させる同じ設備から構成されていてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、搬送コンベア上に缶蓋を供給する缶蓋供給機を更に備え、前記缶蓋供給機は、複数の缶蓋を積み上げた状態で貯蔵する缶蓋貯蔵部と、前記缶蓋貯蔵部の下方側に形成され1枚の缶蓋を滞留させる缶蓋一時滞留部と、前記缶蓋貯蔵部に貯蔵された缶蓋を前記缶蓋一時滞留部に送る上方側送り部と、前記缶蓋一時滞留部で滞留した缶蓋を前記搬送コンベアに向けて送る下方側送り部とを有し、前記圧延方向検出ユニットは、前記缶蓋一時滞留部で滞留した缶蓋に対して、反射光の検出を行うように設置されていてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記缶蓋供給機は、上下軸を中心として回転可能な移送回転体を備え、前記移送回転体は、前記缶蓋に係合可能な上方側係合部と、前記上方側係合部の下方側に形成され前記缶蓋に係合可能な下方側係合部とを、その外周面に有し、前記上方側係合部は、前記移送回転体の回転に伴って、前記缶蓋貯蔵部に貯蔵された缶蓋を前記缶蓋一時滞留部に送る前記上方側送り部として機能し、前記下方側係合部は、前記移送回転体の回転に伴って、前記缶蓋一時滞留部で滞留した缶蓋を前記搬送コンベアに向けて送る前記下方側送り部として機能していてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記缶蓋一時滞留部は、前記上方側係合部と前記下方側係合部との間の領域において、前記移送回転体の外周面に凹設された外周凹部から構成されてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記圧延方向検出ユニットは、前記制御ユニットによって得られた缶蓋の圧延方向情報を基に、缶蓋の回転位置を調整する回転位置調整部を更に備え、前記回転位置調整部は、少なくとも前記缶蓋一時滞留部において缶蓋の回転位置の調整を開始するように構成されてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記回転位置調整部は、缶蓋の回転位置を±10°以内の精度で所定の回転位置に調整するように構成されていてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記反射光検出部の前記発光部は、缶蓋のチャックウォール部に対して、外周側から照射光を当てるように設置されていてもよい。
上記缶蓋製造装置(または缶蓋製造方法)のいずれかでは、前記圧延方向検出ユニットの下流側に設置され、缶蓋の搬送方向に対する缶蓋の圧延方向の向きを検出する検査機を更に備えていてもよい。
本発明の缶蓋は、上記缶蓋製造装置(または缶蓋製造方法)のいずれかによって製造されることにより、前記課題を解決するものである。
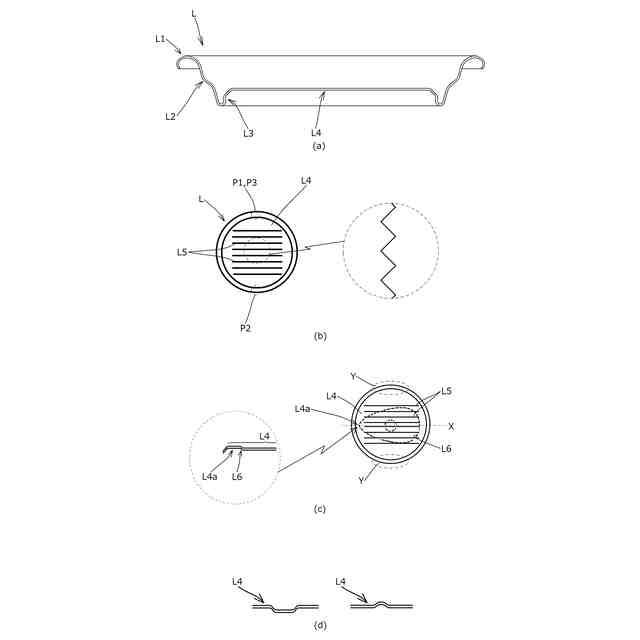
本発明の缶蓋では、前記缶蓋は、センターパネル部を有し、前記センターパネル部には、厚み方向に板材を変形させた少なくとも1つの板材変形部が形成され、前記センターパネル部は、少なくとも1つの前記板材変形部と前記センターパネル部の外縁との間の部分のうち、前記板材変形部と前記センターパネル部の外縁との間隔が最も狭い部分である幅狭部を有し、前記缶蓋は、前記幅狭部と前記センターパネル部の中央とを通る仮想線が前記圧延方向に平行またはほぼ平行になるように、形成されていてもよい。
本発明の内容物入りの缶容器は、前記缶蓋と、その内部に内容物が充填され前記缶蓋が巻締めされた缶胴部とから構成されていることにより、前記課題を解決するものである。
【発明の効果】
【0007】
本発明では、簡素な構成で、缶蓋の開口性および耐圧強度を向上させることができる。
【図面の簡単な説明】
【0008】
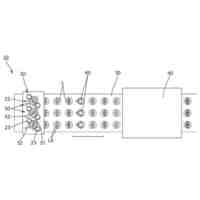
本発明の一実施形態に係る缶蓋製造装置を示す説明図。
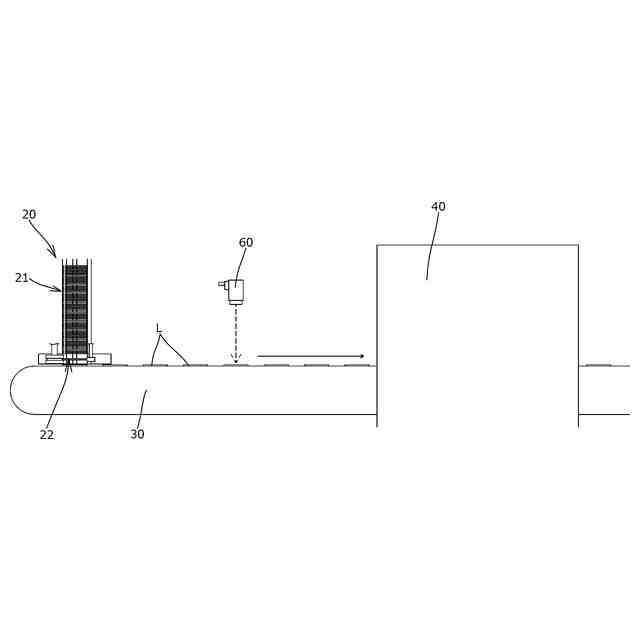
本発明の一実施形態に係る缶蓋製造装置を側方から見て示す説明図。
缶蓋一時滞留部の周辺構成を示す説明図。
缶蓋一時滞留部の周辺構成を側方から見て示す説明図。
変形例を示す説明図。
缶蓋の一例を示す説明図。
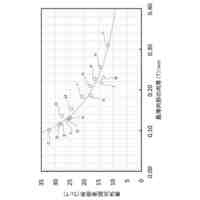
検出された反射光の光強度の変化を示すグラフ。
【発明を実施するための形態】
【0009】
以下に、本発明の一実施形態である缶蓋製造装置10および缶蓋製造方法について、図面に基づいて説明する。
[缶蓋]
【0010】
まず、缶蓋製造装置10および缶蓋製造方法によって製造される缶蓋Lは、アルミニウム合金等の圧延加工によって形成される圧延金属板から成り、内容物入りの缶容器を製造する時に、その内部に内容物が充填された状態の金属製の缶胴部(図示しない)の口部に巻締められるものである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
東洋製罐株式会社
合成樹脂製容器
7日前
東洋製罐株式会社
容器詰めの高濃度均一粥の製造方法
18日前
東洋製罐株式会社
缶蓋製造装置、缶蓋製造方法、缶蓋、および内容物入りの缶容器
2日前
東洋製罐グループホールディングス株式会社
情報処理装置、及び、情報処理方法
2日前
東洋製罐株式会社
延伸多層フィルム及びこれから成る包装袋
1日前
株式会社プロテリアル
鍛造装置
29日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
29日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
プレス金型
5か月前
株式会社不二越
NC転造盤
1か月前
株式会社ゴーシュー
歯車素材
4か月前
トヨタ紡織株式会社
金型装置
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
株式会社吉野機械製作所
プレス機械
7日前
株式会社三明製作所
転造装置
18日前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社カネミツ
筒張出部形成方法
8日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
14日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
冨士発條株式会社
トリミング装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
トヨタ紡織株式会社
カシメ装置
3か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
ニデック株式会社
金型及びプレス加工装置
4か月前
個人
日本刀の製造方法
21日前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ