TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025015517
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2024115819
出願日
2024-07-19
発明の名称
圧延製品の巻取システム及び巻取方法
出願人
エスエムエス・グループ・ソチエタ・ペル・アツィオーニ
,
SMS GROUP S.P.A.
代理人
個人
,
個人
主分類
B21C
47/02 20060101AFI20250123BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】コイルの正しい巻き取りを保証し続けながら、より簡単で信頼性の高い態様で実施され得る巻取システム及び巻取管理方法を提供する。
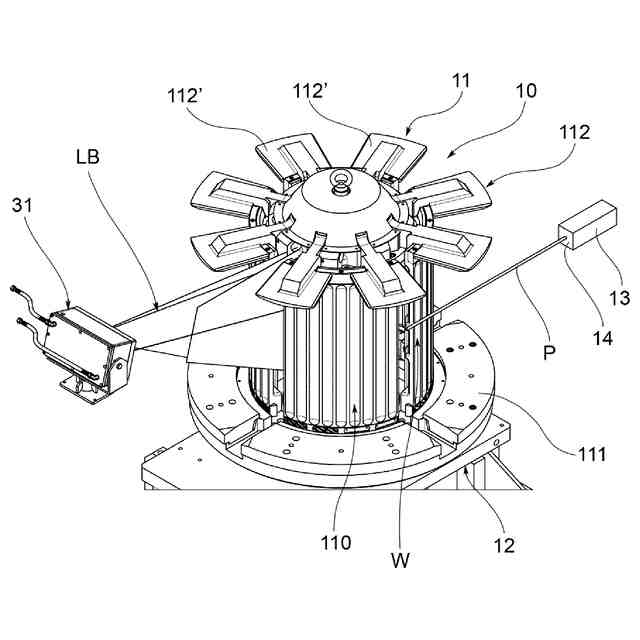
【解決手段】ワインダ10は、瞬間的な巻取点でのスプールに対する圧延製品の位置決めを案内する分配器13と、分配器移動手段と、を備える。制御指令ユニットは、所定の巻取プログラムに従って、スプール回転手段12及び分配器移動手段を協調的に制御するように構成されている。所定の巻取プログラムは、所定の基準動作パラメータと、検出手段を備える。前記検出手段は、少なくとも1つのレーザー三角測量式の形状測定装置31を備える。処理計算ユニットは、表面形状測定装置31によって検出された形成中のコイルの形状に基づいて算出された実際の動作パラメータと、コイルの所定の理想的な巻き取りに関する理論データに基づいて、分配器の移動速度をフィードバック調整するように構成される。
【選択図】図5
特許請求の範囲
【請求項1】
圧延製品(P)の巻取システム(1)であって、
ワインダ(10)と、制御指令ユニット(20)とを備え、
前記ワインダ(10)は、
巻き取り用のスプール(11)と、
回転軸(Y)の周りで前記スプール(11)を回転させるように構成されたスプール回転手段(12)と、
瞬間的な巻取点において前記スプール(11)に対する前記圧延製品(P)の位置決めを案内するように構成されるとともに、製品供給出口(14)が設けられた分配器(13)と、
前記スプール(11)に対して前記分配器(13)を移動させるように構成された分配器移動手段(15)と、を備え、
前記分配器移動手段(15)による前記分配器(13)の移動において、前記製品供給出口(14)は、前記スプール(11)上で前記圧延製品(P)を分配するように、且つ、前記スプール(11)上及び形成中のコイル上における前記圧延製品(P)の前記瞬間的な巻取点を経時的に変化させるように、前記回転軸(Y)に対して平行に前記スプール(11)に沿った往復並進運動を行うものであり、
前記制御指令ユニット(20)は、所定の巻取プログラムに従って、前記スプール回転手段(12)と前記分配器移動手段(15)とを協調的に制御するように構成され、
前記所定の巻取プログラムは、前記制御指令ユニット(20)によって記憶可能な所定の基準動作パラメータと、前記巻取システム(1)に備えられた検出手段を介して前記制御指令ユニット(20)によって巻き取り中にリアルタイムで取得され得る動作パラメータとの関数であり、
前記検出手段は、少なくとも1つのレーザー三角測量式の表面形状測定装置(31)を備え、
前記表面形状測定装置(31)は、直径方向において前記スプール(11)に対して前記分配器(13)とは略反対側に配置され、且つ、追加される1巻き毎に前記圧延製品(P)のコイルの表面形状を連続的に検出するように構成されており、
前記表面形状測定装置(31)は、前記回転軸(Y)の周りにおいて前記圧延製品(P)の前記瞬間的な巻取点から角度的にずれた位置でコイルの表面を走査するように、前記スプール(11)に対して方向づけられており、
前記巻取システム(1)は、処理計算ユニット(200)を備え、
前記処理計算ユニット(200)は、
前記表面形状測定装置(31)によって検出された形成中のコイルの形状に基づいて算出された実際の動作パラメータと、コイルの所定の理想的な巻き取りに関する理論データに基づいて算出された同じ動作パラメータとの差を最小化するように、
追加される1巻き毎に前記表面形状測定装置(31)によって検出された前記圧延製品(P)のコイルの表面形状に基づいて、前記分配器(13)の移動速度をフィードバック調整するように構成されていることを特徴とする、
巻取システム。
続きを表示(約 1,600 文字)
【請求項2】
前記実際の動作パラメータは、前記表面形状測定装置(31)によって検出された形成中のコイルの形状に基づいて、追加される1巻き毎に算出され、
前記実際の動作パラメータは、
1巻き追加されるごとにおける、形成中のコイルの第n層の、前記スプール(11)の軸方向のいずれか一方の端部に対する実際の高さ(Hr)であるか、又は、
1巻き追加されるごとにおける、それぞれの第n層の実際の伸長速度(Vgr)である、
請求項1に記載の巻取システム。
【請求項3】
前記所定の巻取プログラムは、
コイルの巻きが追加される毎における形成中のコイルの第n層の理論的な高さ(Ht)に対して前記実際の高さ(Hr)が実質的に等しくなるように、又は、
コイルの巻きが追加される毎におけるそれぞれの第n層の前記実際の伸長速度(Vgr)に対して前記分配器の移動速度が実質的に等しくなるように、
前記分配器の移動速度をフィードバック調整することを目的としたものであり、
前記理論的な高さ(Ht)は、前記処理計算ユニット(200)に事前に提供された前記圧延製品の直径の値に基づいて、前記スプールの高さの関数として算出されるものである、
請求項2に記載の巻取システム。
【請求項4】
コイル表面を走査するための前記スプールに対する前記表面形状測定装置(31)の角度位置は、前記回転軸(Y)の周りにおいて前記圧延製品の前記瞬間的な巻取点に対して75°以上105°以下の角度だけずれている、
請求項1から請求項3のいずれか1項に記載の巻取システム。
【請求項5】
前記少なくとも1つのレーザー三角測量式の表面形状測定装置(31)は、前記スプールの前記回転軸(Y)からの径方向距離と、前記回転軸(Y)に沿った高さ位置とを1巻き毎に検出するように構成されている、
請求項1から請求項4のいずれか1項に記載の巻取システム。
【請求項6】
前記少なくとも1つのレーザー三角測量式の表面形状測定装置(31)は、前記回転軸(Y)に沿って前記スプール(11)の高さよりも小さな高さ(H)を有する走査ウインドウ(F)内を走査するように電子的に作動可能であり、好ましくは、前記走査ウインドウ(F)は、1巻き追加されるごとに形成中のコイルに追従するように前記回転軸(Y)に対して平行に移動可能である、
請求項1から請求項5のいずれか1項に記載の巻取システム。
【請求項7】
前記少なくとも1つのレーザー三角測量式の表面形状測定装置(31)は、10ミリ秒以上50ミリ秒以下の遅延で前記走査ウインドウ(F)の位置を更新するように構成されている、
請求項6に記載の巻取システム。
【請求項8】
前記少なくとも1つのレーザー三角測量式の表面形状測定装置(31)は、300Hzの最小走査周波数を有する、
請求項1から請求項7のいずれか1項に記載の巻取システム。
【請求項9】
前記検出手段は、前記圧延製品の直径(φP)を計測するためのオンライン式の計測器(32)を更に備え、
前記計測器(32)は、前記圧延製品の直径(φP)を連続的に測定するように構成され、且つ、前記圧延製品の供給ラインにおける前記分配器(13)の上流側に配置されており、
前記処理計算ユニット(200)は、前記計測器(32)によって測定された前記圧延製品の直径の測定値を前記圧延製品の直径の値として使用するように構成されている、
請求項1から請求項8のいずれか1項に記載の巻取システム。
【請求項10】
前記処理計算ユニット(200)は、それぞれの前記直径の測定値に、対応する検出時間を相関させるように構成されている、
請求項9に記載の巻取システム。
(【請求項11】以降は省略されています)
発明の詳細な説明
【技術分野】
【0001】
本発明は、鉄鋼業の分野における圧延製品の巻取システム及び巻取方法に関する。
続きを表示(約 1,000 文字)
【0002】
特に、本発明は、例えば、鉄筋コンクリート又は他の種類の構造体を得るための金属構造体の製造に使用され、製鉄所から出荷される半完成金属製品(例えば、線材、ワイヤ、管状要素など)の熱間または冷間の巻き取りを制御、調整、且つ指示することを可能にする。
【背景技術】
【0003】
例えば製鉄所から出荷される高温または低温の半完成金属製品のコイル、すなわち、線材、ワイヤ、管状要素、角形材などの高温または低温の二次加工製品のコイルを製造するのに適した巻取システムが知られている。以下の説明では、さまざまな種類の金属製品を総称してロッドという。
【0004】
いくつかの用途では、ロッドの表面形態が不均一であり、ロッドの断面を変化させるエッジ又は波形の凹凸(コルゲーション)が存在することが知られている。このことは、コイルの巻き取りに影響する。
【0005】
ロッドは、まだ熱いとき、又は非常に熱いときに巻き取られることがよくある。このことは、ロッドが巻き取られる部分、ひいては、コイルの巻き取りに影響する。
【0006】
一般的に、巻取システムは、コイルの巻きが周囲に形成される回転コイラーと、コイルの高さ方向に沿ってロッドの位置を案内するように回転コイラーと協働する可動式の分配器(ディストリビュータ)とを備える。
【0007】
回転コイラーは、通常、複数の保持要素と関連付けられたスピンドルを備える。複数の保持要素は、コイルの幅を規定するものであり、少なくとも1つの保持要素は、コイルを取り出すために取り外し可能となっている。
【0008】
回転コイラーは、その回転軸が鉛直または水平になるように配置され得る。いずれの場合も、分配器は、回転コイラーの側面に配置される。
【0009】
使用中において、分配器は、コイラーの2つの軸方向端部の間をシャトルとして動かされる。このような動きは、コイラーの回転軸に平行な平面で行われる。このような平面は、コイラーの回転軸を通過してもよいし、或いは、形成中のコイルの変化する直径の円筒面に対して接線に維持されてもよい。
【0010】
巻取工程の基本的な目的は、コイルの複数周の巻き間の重なり及び/又は隙間を避けて、回転コイラーが可能な限り均一に充填されるようにロッドを巻き取ることである。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
4か月前
株式会社プロテリアル
鍛造装置
1か月前
村田機械株式会社
プレス機械
3か月前
株式会社プロテリアル
熱間鍛造用金型
5か月前
トヨタ自動車株式会社
金型装置
1か月前
株式会社不二越
NC転造盤
2か月前
株式会社ゴーシュー
歯車素材
4か月前
日伸工業株式会社
加工システム
3か月前
日産自動車株式会社
逐次成形方法
4か月前
日産自動車株式会社
逐次成形方法
12日前
A株式会社
接合部材、及び、骨組み構造体
4か月前
株式会社三明製作所
転造装置
1か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
4か月前
株式会社カネミツ
筒張出部形成方法
26日前
株式会社吉野機械製作所
プレス機械
25日前
トヨタ自動車株式会社
熱間鍛造用金型
1か月前
東洋製罐株式会社
有底筒状体加工装置
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
東洋製罐株式会社
有底筒状体加工装置
4日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
3か月前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
2か月前
株式会社ヤマナカゴーキン
ダイセット装置
4か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
1か月前
村田機械株式会社
金型交換装置及び金型検出方法
4か月前
株式会社IKS
滑り止め構造
11日前
株式会社TMEIC
板離れ防止システム
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
3か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
5か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
26日前
東芝産業機器システム株式会社
金型装置
4か月前
続きを見る
他の特許を見る

 特許ウォッチ
特許ウォッチ


































