TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025015208
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023118464
出願日
2023-07-20
発明の名称
絞り加工装置
出願人
石崎プレス工業株式会社
代理人
弁理士法人深見特許事務所
主分類
B21D
24/06 20060101AFI20250123BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】深絞り加工に用いられる場合にも、成形材にシワ及びチギレが生じることを抑制できる絞り加工装置を提供する。
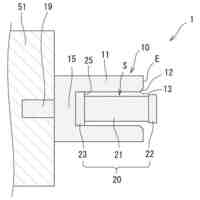
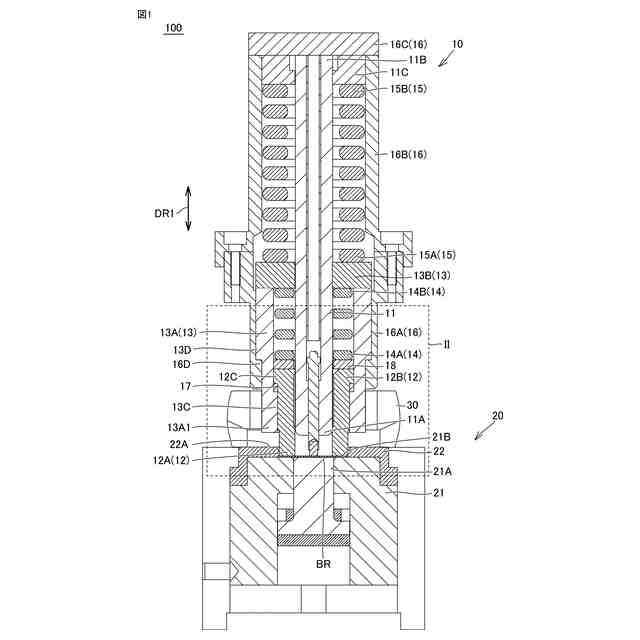
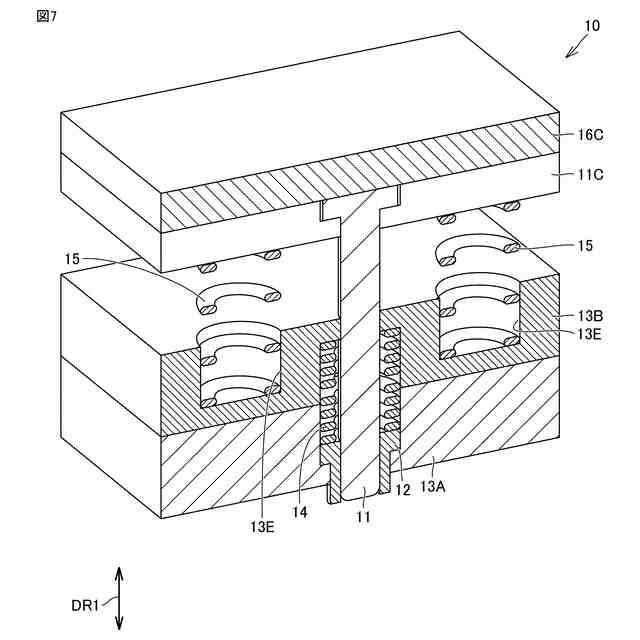
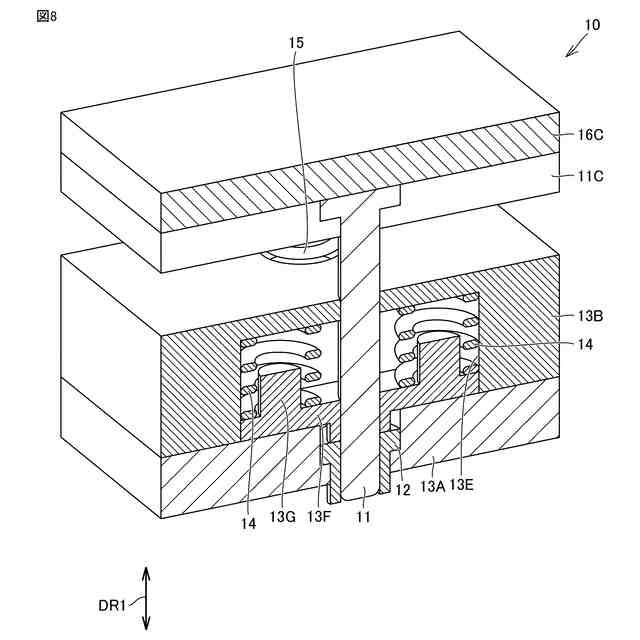
【解決手段】絞り加工装置100は、第1方向DR1に移動するパンチ11を含むパンチ部10と、パンチの第1方向の第1端部11Aが挿入される凹部21Aと、凹部の外周縁に連なる第1環状面21Bと、第1環状面を囲むように配置されている第2環状面22Aとを含むダイ20とを備える。パンチ部は、ブランクBRの外周部をダイの第1環状面に押圧可能であるしわ押さえ部12、第1方向においてしわ押さえ部とパンチの第1方向の第2端部11Bとの間に配置されている中間部13Bを有し、第2環状面に接触可能であるダイ押圧部13、第1方向に伸縮可能であり、かつ第1方向においてしわ押さえ部と中間部との間に挟まれている第1スプリング14、及び、第1方向に伸縮可能であり、かつ第1方向において中間部とパンチの他方端部との間に挟まれている第2スプリング15とをさらに含む。
【選択図】図1
特許請求の範囲
【請求項1】
板状のワークを絞り加工するための絞り加工装置であって、
第1方向に移動するパンチを含むパンチ部と、
前記パンチの前記第1方向の一方端部が挿入される凹部と、前記凹部の外周縁に連なる第1環状面と、前記第1環状面を囲むように配置されている第2環状面とを含むダイとを備え、
前記パンチ部は、
前記ワークの外周部を前記ダイの前記第1環状面に押圧可能であるしわ押さえ部と、
前記第1方向において前記しわ押さえ部と前記パンチの前記第1方向の他方端部との間に配置されている中間部を有し、前記第2環状面に接触可能であるダイ押圧部と、
前記第1方向に伸縮可能であり、かつ前記第1方向において前記しわ押さえ部と前記中間部との間に挟まれている少なくとも1つの第1スプリングと、
前記第1方向に伸縮可能であり、かつ前記第1方向において前記中間部と前記パンチの前記他方端部との間に挟まれている少なくとも1つの第2スプリングとをさらに含む、絞り加工装置。
続きを表示(約 1,200 文字)
【請求項2】
前記少なくとも1つの第2スプリングの初期荷重は、前記ダイ押圧部が前記第2環状面に接触している状態において前記少なくとも1つの第1スプリングに付与される荷重以上である、請求項1に記載の絞り加工装置。
【請求項3】
前記少なくとも1つの第2スプリングのスプリングレートは、前記少なくとも1つの第1スプリングのスプリングレートとは異なる、請求項1または2に記載の絞り加工装置。
【請求項4】
前記パンチが上死点から下死点に向けて前記第1方向に移動開始後、前記しわ押さえ部が前記ワークの外周部を前記ダイの前記第1環状面に押圧する第1状態が実現されるまでの間、前記しわ押さえ部、前記ダイ押圧部、前記少なくとも1つの第1スプリング、及び前記少なくとも1つの第2スプリングが前記パンチと共に前記第1方向に移動し、
前記第1状態後、前記ダイ押圧部が前記第2環状面に接触する第2状態が実現されるまでの間、前記ダイ押圧部、及び前記少なくとも1つの第2スプリングが前記パンチと共に前記第1方向に移動し、かつ前記少なくとも1つの第1スプリングのみが圧縮し、
前記第2状態後、前記パンチが前記下死点に到達する第3状態が実現されるまでの間、前記パンチのみが前記第1方向に移動し、かつ前記少なくとも1つの第2スプリングが圧縮し、
前記第3状態における前記少なくとも1つの第1スプリングのたわみ量は、前記第2状態における前記少なくとも1つの第1スプリングのたわみ量と等しい、請求項1または2に記載の絞り加工装置。
【請求項5】
前記少なくとも1つの第1スプリング及び前記少なくとも1つの第2スプリングの各々は、前記パンチと同軸上に配置されている、請求項1または2に記載の絞り加工装置。
【請求項6】
前記少なくとも1つの第1スプリングは、複数の第1スプリングである、請求項1または2に記載の絞り加工装置。
【請求項7】
前記少なくとも1つの第2スプリングは、複数の第2スプリングである、請求項1または2に記載の絞り加工装置。
【請求項8】
前記第1方向において前記しわ押さえ部と前記少なくとも1つの第1スプリングとの間に配置されている第1調整部材、及び前記第1方向において前記しわ押さえ部と前記ダイ押圧部との間に配置されている第2調整部材の少なくともいずれかを備え、
前記第1調整部材及び前記第2調整部材の各々は、前記少なくとも1つの第1スプリングの前記第1方向のたわみ量を調整可能である、請求項1または2に記載の絞り加工装置。
【請求項9】
前記ダイの前記第2環状面は、前記第1環状面よりも前記第1方向において前記パンチの前記他方端部側に配置されている、請求項1または2に記載の絞り加工装置。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板状のワークを絞り加工するための絞り加工装置に関する。
続きを表示(約 1,400 文字)
【背景技術】
【0002】
ブランクなどの板状のワークに対する絞り加工(複数回の絞り加工が行われる場合には、最初の絞り加工、すなわち第1絞り又は初絞り加工)では、絞り加工後の成形材の外周部にしわが生じやすい。
【0003】
従来、上記しわの発生を抑制するためのしわ押さえ部を備える絞り加工装置が知られている。特開2018-043260号公報(特許文献1)には、しわ押さえ板をダイプレートの上面に押し付けるためのバネ部材を備える絞り加工装置が開示されている。この絞り加工装置は、上部定盤を下部定盤に対して下降させることで、パンチとしわ押さえ板とを同時に下降させ、しわ押さえ板がダイプレートの上面上に配置されたブランクに接した後にパンチがダイの型孔の内部に挿入されて絞り加工が行われるように設けられている。
【先行技術文献】
【特許文献】
【0004】
特開2018-043260号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1に記載の絞り加工装置では、しわ押さえ板がダイプレートの上面上に配置されたブランクに接した後にパンチを下死点まで下降させるために上部定盤に付与される荷重が、バネ部材及びしわ押さえ板を介してブランクにも加えられる。
【0006】
このような絞り加工装置を用いて深絞り加工を行う場合、ブランクにはバネ部材及びしわ押さえ板を介して過剰な荷重が加えられ、成形材にチギレが生じるという問題がある。
【0007】
また、絞り加工装置を用いて深絞り加工を行った場合、バネ部材に過剰な荷重が加えられ、バネ部材のコイル線材間の間隙が無くなって線材同士が圧接される線間密着が生じる場合がある。バネ部材に線間密着が生じると、その後に行われる絞り加工においてシワ押さえに必要な荷重をブランクに付与できず、成形材にシワが発生することを抑制できないという問題がある。
【0008】
本発明の主たる目的は、深絞り加工に用いられる場合にも、成形材にシワ及びチギレが生じることを抑制できる絞り加工装置を提供することにある。
【課題を解決するための手段】
【0009】
本発明に係る絞り加工装置は、板状のワークを絞り加工するための絞り加工装置である。絞り加工装置は、第1方向に移動するパンチを含むパンチ部と、パンチの第1方向の一方端部が挿入される凹部と、凹部の外周縁に連なる第1環状面と、第1環状面を囲むように配置されている第2環状面とを含むダイとを備える。パンチ部は、ワークの外周部をダイの第1環状面に押圧可能であるしわ押さえ部と、第1方向においてしわ押さえ部とパンチの第1方向の他方端部との間に配置されている中間部を有し、第2環状面に接触可能であるダイ押圧部と、第1方向に伸縮可能であり、かつ第1方向においてしわ押さえ部と中間部との間に挟まれている少なくとも1つの第1スプリングと、第1方向に伸縮可能であり、かつ第1方向において中間部とパンチの他方端部との間に挟まれている少なくとも1つの第2スプリングとをさらに含む。
【発明の効果】
【0010】
本発明によれば、深絞り加工に用いられる場合にも、成形材にシワ及びチギレが生じることを抑制できる絞り加工装置を提供できる。
【図面の簡単な説明】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
2か月前
トヨタ自動車株式会社
金型装置
2か月前
日産自動車株式会社
逐次成形方法
27日前
株式会社吉野機械製作所
プレス機械
1か月前
株式会社カネミツ
筒張出部形成方法
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5日前
株式会社三明製作所
転造装置
1か月前
本田技研工業株式会社
鍛造用金型
今日
東洋製罐株式会社
有底筒状体加工装置
19日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
株式会社カネミツ
歯付円筒体形成方法
1か月前
日本製鉄株式会社
圧延装置
12日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
個人
日本刀の製造方法
1か月前
株式会社IKS
滑り止め構造
26日前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
三菱重工業株式会社
ひずみ計測方法
5日前
株式会社アマダ
安全確認画像の表示方法
1か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
5日前
金田工業株式会社
はすば歯車の製造方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
5日前
日本製鉄株式会社
鋼板の熱間圧延方法
6日前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
フタバ産業株式会社
パイプの製造方法
26日前
東洋製罐株式会社
製缶装置
1か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
石崎プレス工業株式会社
絞り加工装置
1か月前
日本ゲージ株式会社
可倒式受け座及び曲がり矯正装置
9日前
株式会社神戸製鋼所
多段圧延機の形状制御方法
1か月前
フタバ産業株式会社
プレス成形品の製造方法
1か月前
株式会社アマダ
板金加工方法及び板金加工用金型
26日前
株式会社アマダ
板金加工方法及び板金加工用金型
2か月前
フタバ産業株式会社
プレス成形品の製造方法
19日前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ