TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2025014306
公報種別
公開特許公報(A)
公開日
2025-01-30
出願番号
2023116773
出願日
2023-07-18
発明の名称
プレス成形品の製造方法
出願人
フタバ産業株式会社
代理人
名古屋国際弁理士法人
主分類
B21D
22/26 20060101AFI20250123BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法において、中間成形品からトリム加工により余肉部を除去するときに、トリム刃への負荷を低減するための技術を提供する。
【解決手段】プレス成形品の製造方法は、貫通部を被加工材に形成することと、貫通部が形成された被加工材を曲げて、第1壁部と第2壁部と曲げ部とが形成された中間成形品を成形することと、余肉部を中間成形品から除去してプレス成形品を得ることと、を備える。貫通部は、中間成形品において、第2壁部と余肉部との境界線が曲げ部と交差する位置に位置するように、被加工材に形成される。中間成形品が、第1壁部と交差する方向から第1壁部と余肉部との境界線に沿って切断され、第2壁部と交差する方向から第2壁部と余肉部との境界線に沿って切断されることにより、中間成形品から余肉部が除去される。
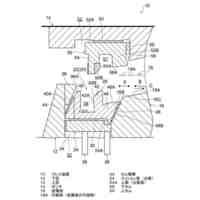
【選択図】図6
特許請求の範囲
【請求項1】
第1壁部と、前記第1壁部と交差する第2壁部と、前記第1壁部と前記第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法であって、
被加工材を貫通する貫通部を前記被加工材に形成することと、
前記貫通部が形成された前記被加工材を曲げて、前記第1壁部と前記第2壁部と前記曲げ部とが形成された中間成形品を成形することと、
前記中間成形品における前記第1壁部、前記第2壁部及び前記曲げ部のそれぞれに連続する部分である余肉部を前記中間成形品から除去して前記プレス成形品を得ることと、
を備え、
前記貫通部は、前記中間成形品において、前記第2壁部と前記余肉部との境界線が前記曲げ部と交差する位置に位置するように、前記被加工材に形成され、
前記中間成形品が、前記第1壁部と交差する方向から前記第1壁部と前記余肉部との境界線に沿って切断され、前記第2壁部と交差する方向から前記第2壁部と前記余肉部との境界線に沿って切断されることにより、前記中間成形品から前記余肉部が除去される、プレス成形品の製造方法。
続きを表示(約 460 文字)
【請求項2】
請求項1に記載のプレス成形品の製造方法であって、
前記貫通部は、前記中間成形品において、前記曲げ部の曲げ方向全体にわたって前記曲げ部に重なるように、前記被加工材に形成される、プレス成形品の製造方法。
【請求項3】
請求項1又は請求項2に記載のプレス成形品の製造方法であって、
前記第2壁部の少なくとも一部は、前記第1壁部側へ膨出するように湾曲している、プレス成形品の製造方法。
【請求項4】
請求項1又は請求項2に記載のプレス成形品の製造方法であって、
前記中間成形品は、前記第1壁部と垂直な方向から前記第1壁部と前記余肉部との境界線に沿って切断され、前記第2壁部と垂直な方向から前記第2壁部と前記余肉部との境界線に沿って切断される、プレス成形品の製造方法。
【請求項5】
請求項1又は請求項2に記載のプレス成形品の製造方法であって、
前記被加工材は、高張力鋼材により構成されている、プレス成形品の製造方法。
発明の詳細な説明
【技術分野】
【0001】
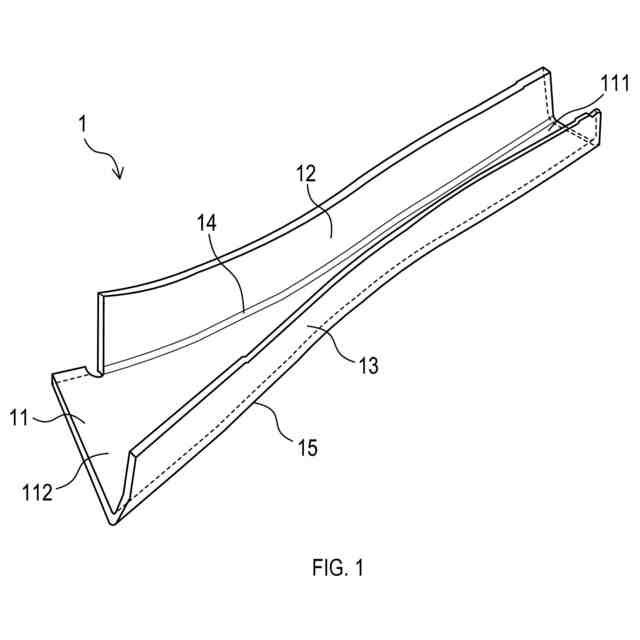
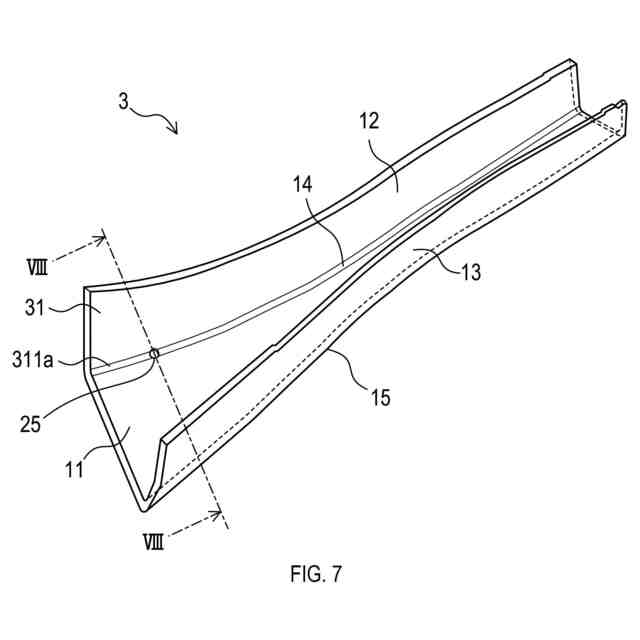
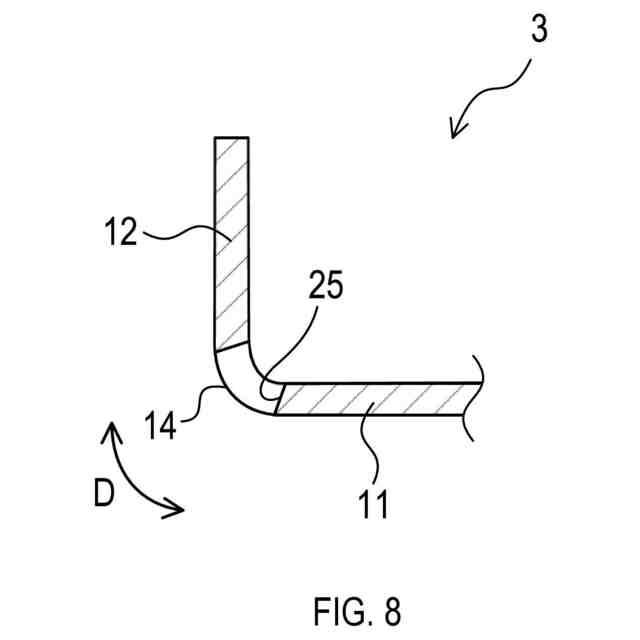
本開示は、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法に関する。
続きを表示(約 1,300 文字)
【背景技術】
【0002】
プレス成形品は、プレス加工後の端部において目標から外れる形状になる場合がある。そこで、例えば特許文献1に記載のように、端部に余肉部を有する中間成形品をプレス加工により成形した後、中間成形品からトリム加工により余肉部を除去することにより、目標とする形状のプレス成形品を得やすくすることが提案されている。
【先行技術文献】
【特許文献】
【0003】
特開2020-62664号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、例えば特許文献1に記載のように、中間成形品が天板部と縦壁部とを有する場合であって、縦壁部の一部が余肉部に含まれる場合、中間成形品からトリム加工により余肉部を除去するときに、トリム刃への負荷が大きくなりやすいという課題があった。
【0005】
本開示の一局面は、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法において、中間成形品からトリム加工により余肉部を除去するときに、トリム刃への負荷を低減するための技術を提供する。
【課題を解決するための手段】
【0006】
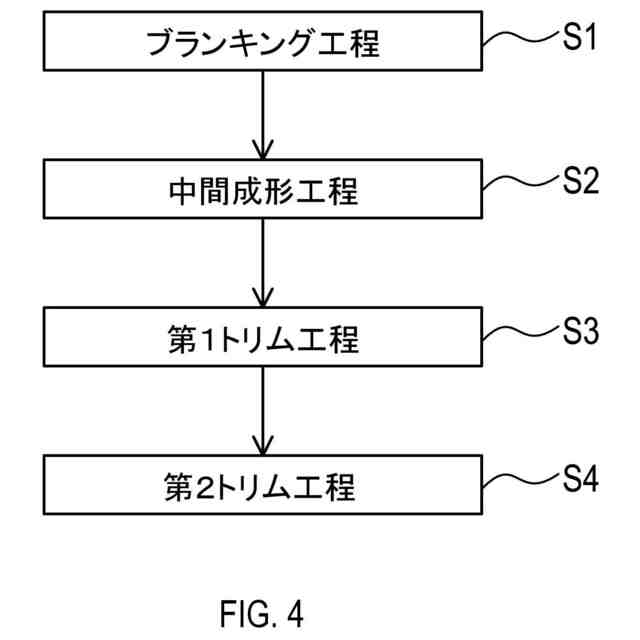
本開示の一態様は、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法である。プレス成形品の製造方法は、次の(i)~(iii)を備える。
【0007】
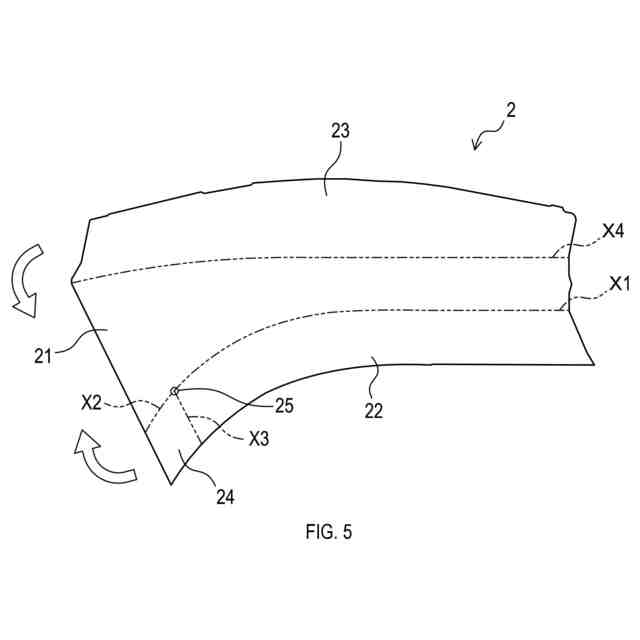
(i)被加工材を貫通する貫通部を被加工材に形成すること。
(ii)貫通部が形成された被加工材を曲げて、第1壁部と第2壁部と曲げ部とが形成された中間成形品を成形すること。
(iii)中間成形品における第1壁部、第2壁部及び曲げ部のそれぞれに連続する部分である余肉部を中間成形品から除去してプレス成形品を得ること。
【0008】
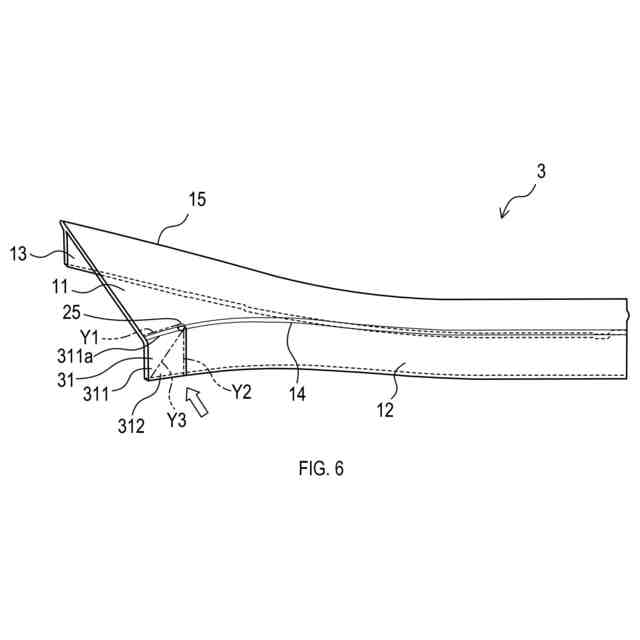
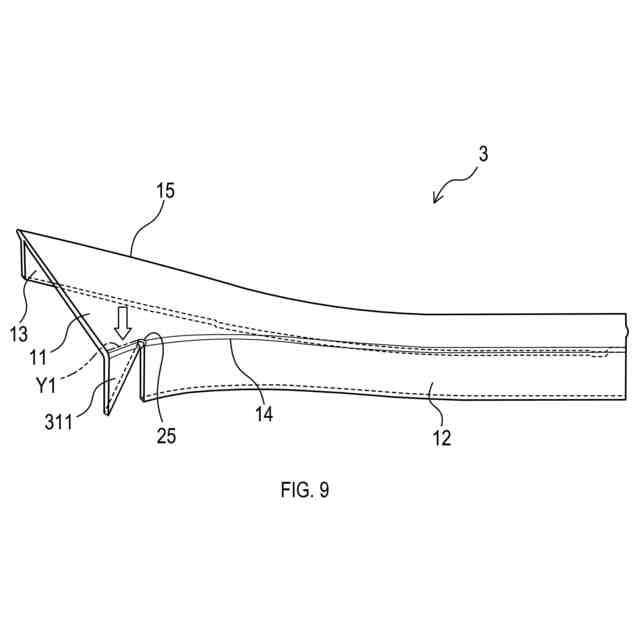
貫通部は、中間成形品において、第2壁部と余肉部との境界線が曲げ部と交差する位置に位置するように、被加工材に形成される。中間成形品が、第1壁部と交差する方向から第1壁部と余肉部との境界線に沿って切断され、第2壁部と交差する方向から第2壁部と余肉部との境界線に沿って切断されることにより、中間成形品から余肉部が除去される。
【0009】
このような構成によれば、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法において、中間成形品からトリム加工により余肉部を除去するときに、トリム刃への負荷を低減することができる。
【0010】
本開示の一態様では、貫通部は、中間成形品において、曲げ部の曲げ方向全体にわたって曲げ部に重なるように、被加工材に形成されてもよい。このような構成によれば、第1壁部と、第1壁部と交差する第2壁部と、第1壁部と第2壁部とを繋ぐ曲げ部と、を有するプレス成形品の製造方法において、中間成形品からトリム加工により余肉部を除去するときに、トリム刃への負荷を一層低減することができる。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
2か月前
トヨタ自動車株式会社
金型装置
2か月前
株式会社不二越
NC転造盤
3か月前
日産自動車株式会社
逐次成形方法
27日前
株式会社三明製作所
転造装置
1か月前
株式会社カネミツ
筒張出部形成方法
1か月前
株式会社吉野機械製作所
プレス機械
1か月前
加藤軽金属工業株式会社
押出材の加工装置
5日前
株式会社カネミツ
歯付円筒体形成方法
1か月前
トヨタ自動車株式会社
熱間鍛造用金型
2か月前
東洋製罐株式会社
有底筒状体加工装置
19日前
東洋製罐株式会社
有底筒状体加工装置
2か月前
本田技研工業株式会社
鍛造用金型
今日
日本製鉄株式会社
圧延装置
12日前
トヨタ紡織株式会社
モータコアの製造装置
1か月前
村田機械株式会社
情報処理装置及び情報処理方法
3か月前
個人
日本刀の製造方法
1か月前
株式会社IKS
滑り止め構造
26日前
三菱重工業株式会社
ひずみ計測方法
5日前
株式会社TMEIC
板離れ防止システム
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
2か月前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
1か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
5日前
株式会社アマダ
安全確認画像の表示方法
1か月前
金田工業株式会社
はすば歯車の製造方法
2か月前
株式会社エフ・シー・シー
積層鉄心の製造装置
5日前
旭精機工業株式会社
工具移動装置及び線材成形機
3か月前
馳逸自動化科技(蘇州)有限公司
合金スタンピング装置
1か月前
フタバ産業株式会社
パイプの製造方法
26日前
日本製鉄株式会社
鋼板の熱間圧延方法
6日前
有限会社後藤工業所
パイプ加工装置及びパイプ加工方法
2か月前
株式会社レゾナック
ヒートシンクの製造方法
3か月前
アグサメタル株式会社
螺旋コイルの製造装置及び製造方法
1か月前
東洋製罐株式会社
製缶装置
1か月前
石崎プレス工業株式会社
絞り加工装置
1か月前
トヨタ自動車株式会社
プレス装置
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ