TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024179109
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2023097661
出願日
2023-06-14
発明の名称
板金加工方法及び板金加工用金型
出願人
株式会社アマダ
代理人
個人
,
個人
,
個人
主分類
B21D
28/10 20060101AFI20241219BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】切り出した製品の水平移動を規制する移動規制突起を形成する板金加工において、製品の生産効率が低下しにくい板金加工方法を提供する。
【解決手段】板金加工方法は、板金(W)から切り出す製品(WP)の輪郭を一部を残して切断し、一部で残材(WS)と連結した製品中間体(WR)を形成する切断工程と、残材(WS)に、持ち上がった状態の製品中間体(WR)における隣接する二辺の端面と当接可能な移動規制突起部(Wf)を形成する移動規制突起部形成工程と、残材(WS)に、製品中間体(WR)を持ち上げると共にその下側に延出して製品中間体(WR)を支持する支持突起部(We)を形成する支持突起部形成工程と、残した一部を切断して製品中間体(WR)を製品(WP)として残材(WS)から切り出す製品分離工程と、を備える。
【選択図】図8
特許請求の範囲
【請求項1】
板金から切り出す製品の輪郭を一部を残して切断し、前記一部で残材と連結した製品中間体を形成する切断工程と、
前記残材に、持ち上がった状態の前記製品中間体における隣接する二辺の端面と当接可能な移動規制突起部を形成する移動規制突起部形成工程と、
前記残材に、前記製品中間体を持ち上げると共にその下側に延出して前記製品中間体を支持する支持突起部を形成する支持突起部形成工程と、
前記一部を切断して前記製品中間体を製品として前記残材から切り出す製品分離工程と、
を備えた板金加工方法。
続きを表示(約 770 文字)
【請求項2】
前記移動規制突起部を、
前記板金の表面から上方に突き上げられた突起頂部と、
前記突起頂部と前記残材とを連結し、平面視において所定の角度で離隔して形成され前記二辺の端面とそれぞれ当接する少なくとも二つの腕部と、を有するものとする請求項1記載の板金加工方法。
【請求項3】
前記所定の角度を90°とする請求項2記載の板金加工方法。
【請求項4】
前記腕部を四つとした請求項3記載の板金加工方法。
【請求項5】
板金から切り出され、残材に対し持ち上げられた状態で下面を支持された板状の製品の水平移動を規制する移動規制突起部を前記残材に形成する板金加工用金型であって、
平坦な天面に十字形状の第1貫通孔を有するダイエジェクタと、前記第1貫通孔に挿通可能な十字形状の第1突出部を有するダイ本体部とを有し、前記第1突出部が前記第1貫通孔に挿通されて組み合わされた移動規制突起形成ダイと、
平坦な下面に十字形状の第2貫通孔を有するパンチチップと、前記第2貫通孔に挿通可能な十字形状の第2突出部を有するパンチエジェクタとを有し、前記第2突出部が前記第2貫通孔に挿通されて組み合わされた移動規制突起形成パンチとを備え、
前記第1突出部は、十字形状の径方向の縁部に抉り部が形成されており、
前記天面と前記下面との間に前記残材を挟んだ状態で前記ダイ本体部を上昇させることで、前記残材における、前記第1突出部に対応した部分が突きあげられて形成された突起頂部と、前記抉り部に対応した部分で形成され前記突起頂部と前記残材とを連結する四つの腕部とを有し、前記腕部に前記製品の端面が当接して前記製品の水平移動を規制する移動規制突起部が得られる板金加工用金型。
発明の詳細な説明
【技術分野】
【0001】
本発明は、板金加工方法及び板金加工用金型に関する。
続きを表示(約 3,500 文字)
【背景技術】
【0002】
板金に対しパンチ加工とレーザ加工との両方の加工を行う複合加工機が知られている。この複合加工機を用い、板金に対して切り出す製品の一部が残材の下側に潜り込むことを防止する形状を形成する金型、及びその金型を用いて板金を加工する板金加工方法が特許文献1に記載されている。特許文献1に記載された金型は、製品の輪郭における所定位置の縁部を板厚以上に持ち上げる押上部と、その所定位置に対応した残材の縁部に、持ち上げた製品の縁部の下側に潜り込んで製品を支持する突起(以下、支持突起)をコイニング加工で形成するコイニング部とを有する。
【0003】
この支持突起を形成する加工を、製品の輪郭に沿って複数箇所行うことで、製品は支持突起の上に乗った状態で安定維持されるので、残材の下側に潜り込むことが防止される。これにより、切り出した製品を、搬送装置によって吸着して持ち上げて次工程へ搬送する作業を確実に実行できる。このように、残材に対し製品の下側に突出し切り出す製品を支持するための支持突起を形成する金型を、以下、支持突起部形成金型と称する。また、特許文献1(図15参照)には、切り出した製品の、残材に対する水平方向の移動を規制するために残材に上方に向けて突出するブリッジ状の突起(以下、移動規制突起)を形成することが記載されている。特許文献2には、そのブリッジ状の移動規制突起と製品の下側を支持する支持突起とを併せ持つ突起を形成する金型が記載されている。
【先行技術文献】
【特許文献】
【0004】
特開2020-075289号公報
特開2021-146341号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述の移動規制突起は、切り出した製品の一辺の端面に当接して切り出した製品の、水平方向の一つの向きのみの移動を規制するものである。従って、切り出した製品の回転移動と平行移動とを含む水平方向の移動を完全に規制するには、多数の移動規制突起を形成する必要があり、加工時間がかかり生産効率が低下する。そのため、切り出した製品の水平方向の移動を規制する移動規制突起を形成する板金加工において、製品の生産効率を低下しにくくする工夫が望まれている。
【課題を解決するための手段】
【0006】
上記の課題を解決するために、本発明の第1の一態様は次の構成を有する。
板金から切り出す製品の輪郭を一部を残して切断し、前記一部で残材と連結した製品中間体を形成する切断工程と、前記残材に、持ち上がった状態の前記製品中間体における隣接する二辺の端面と当接可能な移動規制突起部を形成する移動規制突起部形成工程と、前記残材に、前記製品中間体を持ち上げると共にその下側に延出して前記製品中間体を支持する支持突起部を形成する支持突起部形成工程と、前記一部を切断して前記製品中間体を製品として前記残材から切り出す製品分離工程と、備えた板金加工方法である。これにより、製品の2つの向きの移動を一つの移動規制突起部で規制できるので、形成する移動規制突起部の数が少なくてすみ生産効率が向上する。
【0007】
また、第2の一態様は次の構成を有する。板金から切り出され、残材に対し持ち上げられた状態で下面を支持された板状の製品の水平移動を規制する移動規制突起部を前記残材に形成する板金加工用金型であって、平坦な天面に十字形状の第1貫通孔を有するダイエジェクタと、前記第1貫通孔に挿通可能な十字形状の第1突出部を有するダイ本体部とを有し、前記第1突出部が前記第1貫通孔に挿通されて組み合わされた移動規制突起形成ダイと、平坦な下面に十字形状の第2貫通孔を有するパンチチップと、前記第2貫通孔に挿通可能な十字形状の第2突出部を有するパンチエジェクタとを有し、前記第2突出部が前記第2貫通孔に挿通されて組み合わされた移動規制突起形成パンチとを備え、前記第1突出部は、十字形状の径方向の縁部に抉り部が形成されており、前記天面と前記下面との間に前記残材を挟んだ状態で前記ダイ本体部を上昇させることで、前記残材における、前記第1突出部に対応した部分が突きあげられて形成された突起頂部と、前記抉り部に対応した部分で形成され前記突起頂部と前記残材とを連結する四つの腕部とを有し、前記腕部に前記製品の端面が当接して前記製品の水平移動を規制する移動規制突起部が得られる板金加工用金型。これにより、製品の2つの向きの移動を一つの移動規制突起部で規制できるので、形成する移動規制突起部の数が少なくてすみ生産効率が向上する。
【発明の効果】
【0008】
本発明の一態様によれば、切り出した製品の水平移動を規制する移動規制突起を形成する板金加工において、製品の生産効率が低下しにくい、という効果が得られる。
【図面の簡単な説明】
【0009】
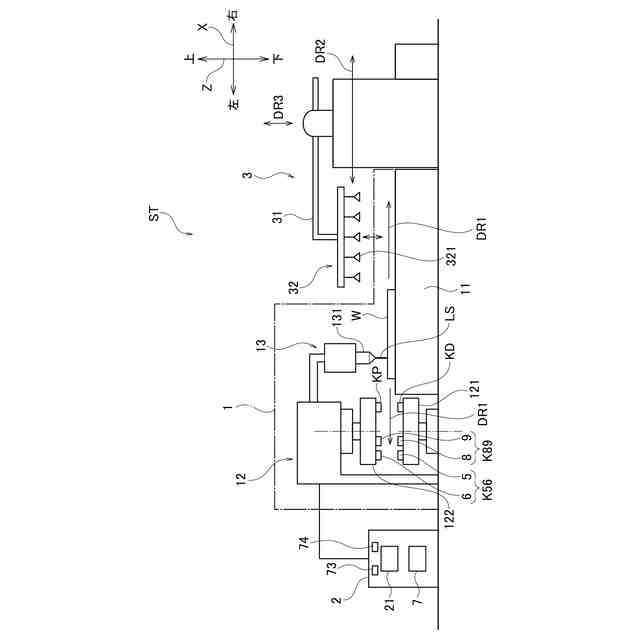
図1は、本発明の実施の形態に係る板金加工方法を実行する板金加工システムSTを示す図である。
図2は、板金加工システムSTが備える制御装置2のブロック図である。
図3は、板金加工システムSTのパンチ加工部12が備える移動規制突起部形成金型K89の動作を説明するための断面図である。
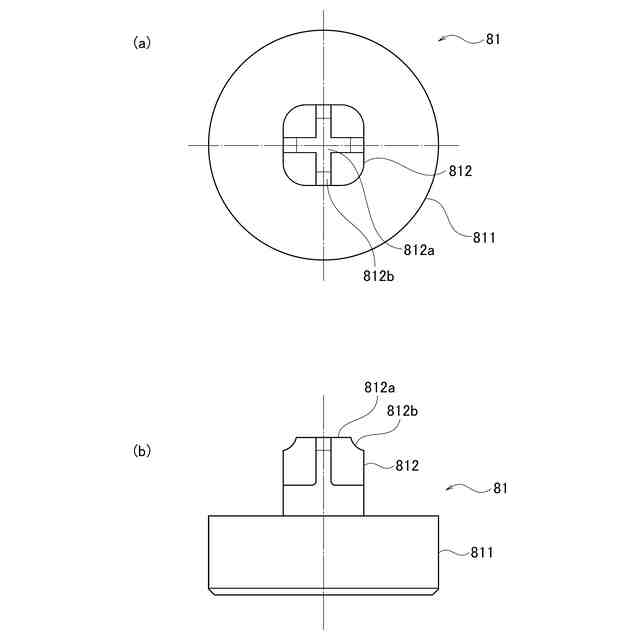
図4Aは、移動規制突起部形成金型K89が備えるダイ本体部81の二面図であり、図4A(a)が上面図、図4A(b)が側面図である。
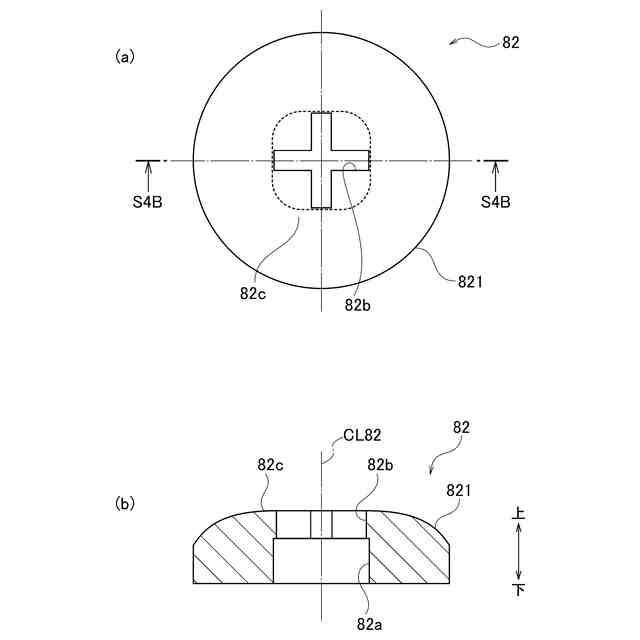
図4Bは、移動規制突起部形成金型K89が備えるダイエジェクタ82の図であり、図4B(a)は上面図、図4B(b)は図4B(a)におけるS4B-S4B位置での断面図である。
図4Cは、移動規制突起部形成金型K89が備えるパンチエジェクタ91の図であり、図4C(a)は斜視図、図4C(b)は下面図である。
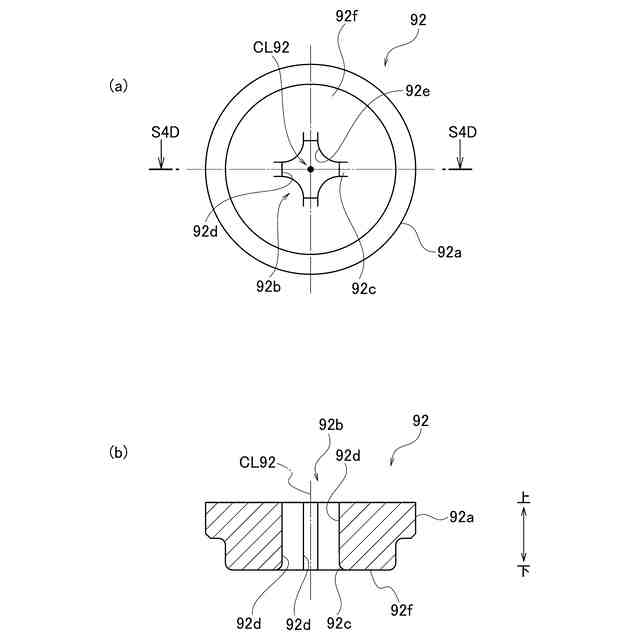
図4Dは、移動規制突起部形成金型K89が備えるパンチチップ92の図であり、図4D(a)は下面図、図4D(b)は図4D(a)におけるS4D-S4D位置での断面図である。
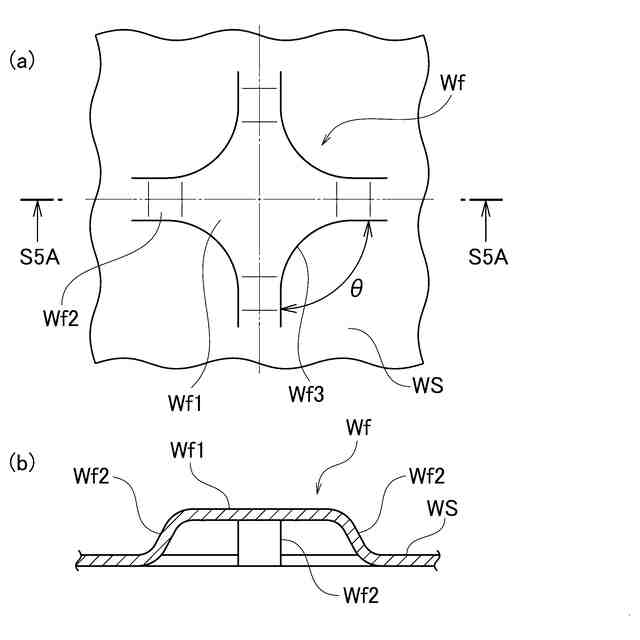
図5Aは、移動規制突起部形成金型K89で形成した移動規制突起部Wfの図であり、図5A(a)が平面図、図5A(b)が図5A(a)におけるS5A-S5A位置での断面図である。
図5Bは、移動規制突起部Wfの斜視図である。
図6は、移動規制突起部Wfを製品WPの角部Wmaに対応して形成したときの形成態様を説明するための図であり、図6(a)は、角部WmaがR付角部Wma1の場合、図6(b)は、角部WmaがC面付角部Wma2の場合、図6(c)は、角部Wmaが直角部Wma3の場合を示している。
図7は、板金加工システムSTのパンチ加工部12が備える支持突起部形成金型K56で形成する支持突起部Weの図であり、図7(a)は平面図、図7(b)は、図7(a)におけるS7-S7位置での断面図である。
図8は、移動規制突起部Wfによって製品WPの移動を規制している状態を説明するための斜視図である。
図9Aは、ワークWに対する移動規制突起部Wfの割り付け態様を説明するための模式図である。
図9Bは、移動規制突起部Wfの効果を説明するための従来の移動規制突起部Pfの割り付け態様を示す模式図である。
図10Aは、ワークWAから製品WPを切り出す方法を説明するための第1工程図である。
図10Bは、ワークWAから製品WPを切り出す方法を説明するための第2工程図である。
図10Cは、ワークWAから製品WPを切り出す方法を説明するための第3工程図である。
図10Dは、ワークWAから製品WPを切り出す方法を説明するための第4工程図である。
図11は、移動規制突起部Wfの変形例である移動規制突起部Wgを示す図であり、図11(a)は第1の向きに形成された場合、図11(b)は第2の向きに形成された場合を示す平面図である。
図12Aは、従来の移動規制突起部Pfを示す平面図である。
図12Bは、図12AにおけるS12B-S12B位置での断面図である。
【発明を実施するための形態】
【0010】
本発明の実施の形態に係る板金加工用金型及び板金加工方法について、板金加工システムSTが実行する板金加工により説明する。説明において、図1~図8を参照する。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
他の特許を見る





 特許ウォッチ
特許ウォッチ