TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2025002231
公報種別
公開特許公報(A)
公開日
2025-01-09
出願番号
2023102266
出願日
2023-06-22
発明の名称
拡管機、鋼管の拡管方法及び鋼管の製造方法
出願人
JFEスチール株式会社
代理人
弁理士法人酒井国際特許事務所
主分類
B21C
37/08 20060101AFI20241226BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】鋼管の真円度を向上させることができる拡管機、鋼管の拡管方法及び鋼管の製造方法を提供すること。
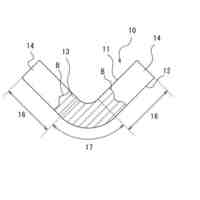
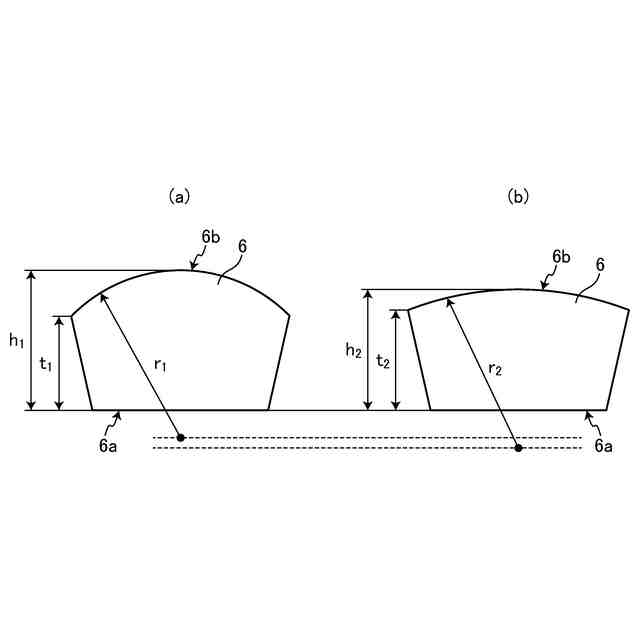
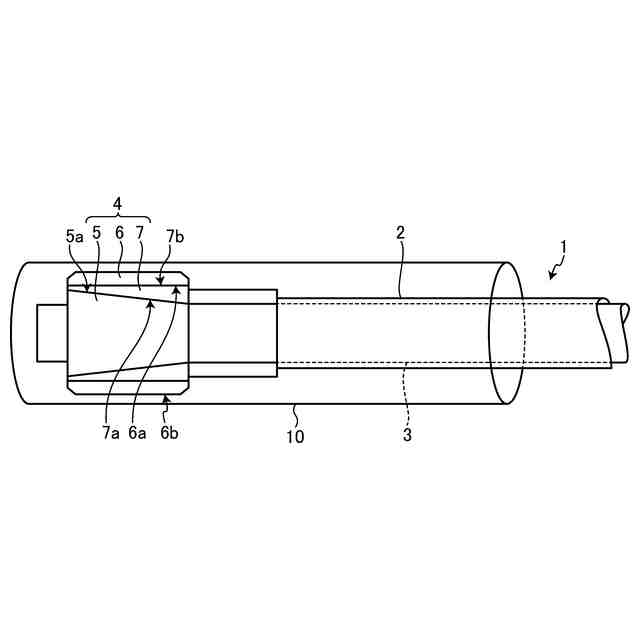
【解決手段】本発明の拡管機は、ブームの内部に設けられ、ブームとは独立に移動可能なプルロッドと、プルロッドの先端に設けられ、ブームの先端側から基端側に向けて縮径したコーンと、コーンの外周において周方向に複数の拡管ダイスが配置された拡管ヘッドと、を有し、プルロッドによって軸方向にコーンがブームの先端側から基端側に引かれることにより、拡管ヘッドが径方向に拡大して、拡管ヘッドの外周に設置された鋼管を拡管する拡管機であって、複数の拡管ダイスのうち、周方向の特定位置に配置された拡管ダイスにおける外周面の曲率半径が、他の拡管ダイスにおける外周面の曲率半径よりも大きい。
【選択図】図3
特許請求の範囲
【請求項1】
ブームの内部に設けられ、前記ブームとは独立に移動可能なプルロッドと、
前記プルロッドの先端に設けられ、前記ブームの先端側から基端側に向けて縮径したコーンと、
前記コーンの外周において周方向に複数の拡管ダイスが配置された拡管ヘッドと、
を有し、
前記プルロッドによって軸方向に前記コーンが前記ブームの先端側から基端側に引かれることにより、前記拡管ヘッドが径方向に拡大して、前記拡管ヘッドの外周に設置された鋼管を拡管する拡管機であって、
前記複数の拡管ダイスのうち、周方向の特定位置に配置された前記拡管ダイスにおける外周面の曲率半径が、他の前記拡管ダイスにおける外周面の曲率半径よりも大きいことを特徴とする拡管機。
続きを表示(約 400 文字)
【請求項2】
前記鋼管はストレートシーム溶接鋼管であり、
前記特定位置は、
前記ストレートシーム溶接鋼管のシーム溶接部と対向する位置と、前記ストレートシーム溶接鋼管の軸方向と直交する断面における前記シーム溶接部から周方向に180度の位置と対向する位置と、の少なくとも一方であることを特徴とする請求項1に記載の拡管機。
【請求項3】
前記特定位置に配置された前記拡管ダイスにおける外周面の曲率半径が、他の前記拡管ダイスにおける外周面の曲率半径の1.1~1.2倍であることを特徴とする請求項2に記載の拡管機。
【請求項4】
請求項1乃至3のいずれか1項に記載の拡管機を用いて鋼管の拡管を実施することを特徴とする鋼管の拡管方法。
【請求項5】
請求項4に記載の鋼管の拡管方法を用いて鋼管を拡管する工程を有することを特徴とする鋼管の製造方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、拡管機、鋼管の拡管方法及び鋼管の製造方法に関する。
続きを表示(約 1,800 文字)
【背景技術】
【0002】
鋼管の寸法形状を示すパラメーターの一つである真円度は、鋼管の最大外径と最小外径との差として、あるいは、鋼管の最大外径と最小外径との差の公称外径に対する比率として、定義される。いずれの定義の場合も、その値が小さいほど真円度が高く、その値が大きいほど真円度が低い。真円度が低い場合には、現地施工での円周溶接の際にUOE鋼管の管端同士を突き合わせて接合できない。また、UOE鋼管が深海などの高圧雰囲気下に敷設された際には、鋼管の真円度が低いと鋼管が圧力によって不均一に変形して座屈につながるおそれがある。近年、API(American Petroleum Institute:米国石油協会)規格では、上記のような背景から真円度の厳格公差の要求が増えており、その要求に対応する形状向上が望まれている。真円度を向上させる方法として、特許文献1には、拡管前に管端部の形状を予備矯正して、拡管後のUOE鋼管の真円度を向上させる技術が開示されている。
【先行技術文献】
【特許文献】
【0003】
特開2010-167440号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、石油や天然ガス輸送用のラインパイプに関し、特に、高い耐コラプス性能が要求される深海用パイプラインの需要が高まってきており、陸上パイプラインよりも管厚が厚いものが用いられ、より高い真円度も要求される。厚肉鋼管や高強度鋼管の場合は、肉厚の薄い鋼管や低強度の鋼管の場合に比べて、UOEプロセスのO成形後に、鋼管が溶接部を上側とした場合に縦長形状となりやすいことが知られている。このように、O成形後の縦長形状となった鋼管は、拡管後も良好な真円度を確保することが困難であった。特に、近年、ラインパイプの敷設現地での円周溶接の作業性や、深海用途の耐コラプス性などの観点から、鋼管の真円度の改善が強く要望されているが、現時点で、これを解決する手段が確立されておらず、改善技術が求められていた。
【0005】
本発明は、上記課題に鑑みてなされたものであって、その目的は、鋼管の真円度を向上させることができる拡管機、鋼管の拡管方法及び鋼管の製造方法を提供することである。
【課題を解決するための手段】
【0006】
上述した課題を解決し、目的を達成するために、本発明に係る拡管機は、ブームの内部に設けられ、前記ブームとは独立に移動可能なプルロッドと、前記プルロッドの先端に設けられ、前記ブームの先端側から基端側に向けて縮径したコーンと、前記コーンの外周において周方向に複数の拡管ダイスが配置された拡管ヘッドと、を有し、前記プルロッドによって軸方向に前記コーンが前記ブームの先端側から基端側に引かれることにより、前記拡管ヘッドが径方向に拡大して、前記拡管ヘッドの外周に設置された鋼管を拡管する拡管機であって、前記複数の拡管ダイスのうち、周方向の特定位置に配置された前記拡管ダイスにおける外周面の曲率半径が、他の前記拡管ダイスにおける外周面の曲率半径よりも大きいことを特徴とするものである。
【0007】
また、本発明に係る拡管機は、上記の発明において、前記鋼管はストレートシーム溶接鋼管であり、前記特定位置は、前記ストレートシーム溶接鋼管のシーム溶接部と対向する位置と、前記ストレートシーム溶接鋼管の軸方向と直交する断面における前記シーム溶接部から周方向に180度の位置と対向する位置と、の少なくとも一方であることを特徴とするものである。
【0008】
また、本発明に係る拡管機は、上記の発明において、前記特定位置に配置された前記拡管ダイスにおける外周面の曲率半径が、他の前記拡管ダイスにおける外周面の曲率半径の1.1~1.2倍であることを特徴とするものである。
【0009】
また、本発明に係る鋼管の拡管方法は、上記の発明の拡管機を用いて鋼管の拡管を実施することを特徴とするものである。
【0010】
また、本発明に係る鋼管の製造方法は、上記の発明の鋼管の拡管方法を用いて鋼管を拡管する工程を有することを特徴とするものである。
【発明の効果】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
21日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
21日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
株式会社不二越
NC転造盤
1か月前
株式会社ゴーシュー
歯車素材
3か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社カネミツ
筒張出部形成方法
今日
株式会社三明製作所
転造装置
10日前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社カネミツ
歯付円筒体形成方法
6日前
トヨタ自動車株式会社
熱間鍛造用金型
22日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
冨士発條株式会社
トリミング装置
4か月前
大同特殊鋼株式会社
横型鍛造装置
3か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
トヨタ紡織株式会社
カシメ装置
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
個人
日本刀の製造方法
13日前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
13日前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
株式会社TMEIC
板離れ防止システム
1か月前
アイダエンジニアリング株式会社
板状部材送り装置
21日前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
4か月前
金田工業株式会社
はすば歯車の製造方法
1か月前
株式会社アマダ
安全確認画像の表示方法
10日前
トヨタ自動車株式会社
順送プレス装置、及び制御方法
今日
東芝産業機器システム株式会社
金型装置
3か月前
株式会社神戸製鋼所
金属板の曲げ加工方法
3か月前
株式会社吉野機械製作所
プレス機械及びプレス加工方法
3か月前
続きを見る
他の特許を見る



 特許ウォッチ
特許ウォッチ