TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135783
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046648
出願日
2023-03-23
発明の名称
金属板の曲げ加工方法
出願人
株式会社神戸製鋼所
代理人
個人
,
個人
,
個人
主分類
B21D
11/20 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】レーザ照射を活用した金属板の曲げ加工方法において、熱影響部と屈曲部に基づいて効果的に割れを低減する。
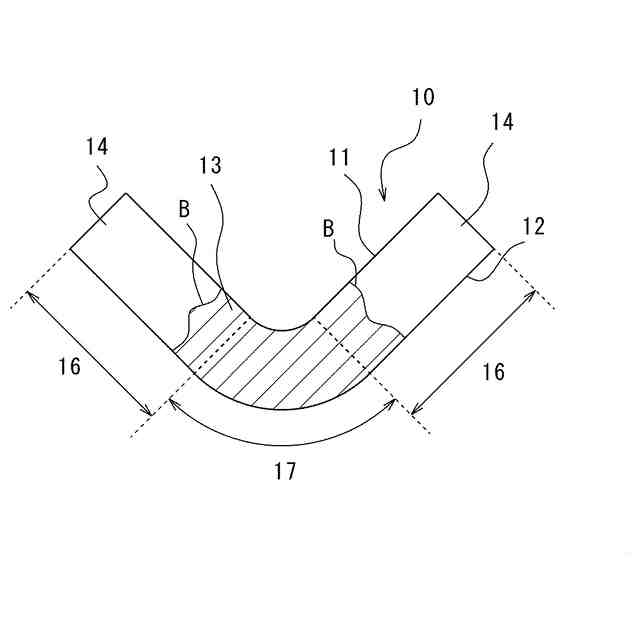
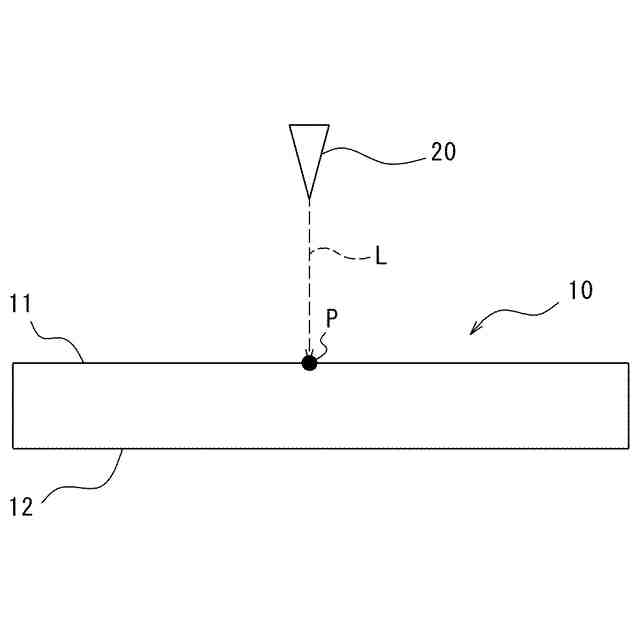
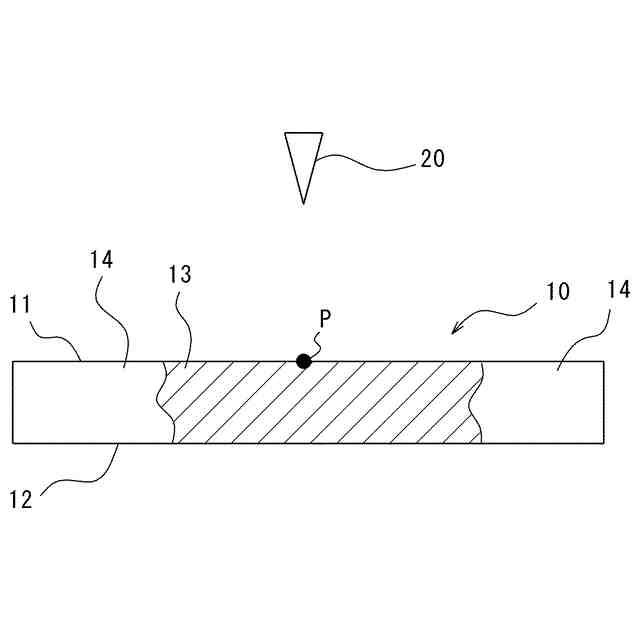
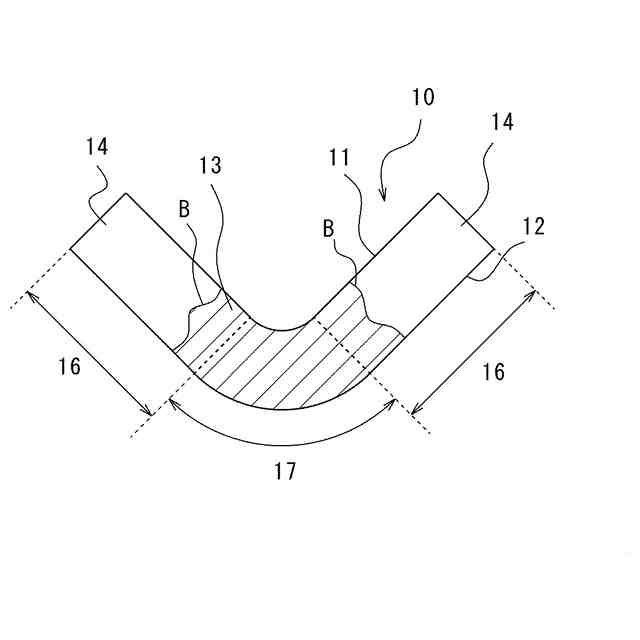
【解決手段】金属板の曲げ加工方法は、アルミニウム合金製の板材10を準備し、板材10にレーザ光を照射し、レーザ光の照射によって熱的影響を受けた熱影響部13を特定し、板材10を熱影響部13の範囲内で曲げ加工することを含む。
【選択図】図4
特許請求の範囲
【請求項1】
アルミニウム合金製の板材を準備し、
前記板材にレーザ光を照射し、
前記レーザ光の照射によって熱的影響を受けた熱影響部を特定し、
前記板材を前記熱影響部の範囲内で曲げ加工する
ことを含む、金属板の曲げ加工方法。
続きを表示(約 640 文字)
【請求項2】
前記曲げ加工は、前記レーザ光を照射した面が内側となるように行われる、請求項1に記載の金属板の曲げ加工方法。
【請求項3】
前記板材は、2000系、5000系、6000系、または7000系のアルミニウム合金製である、請求項1または2に記載の金属板の曲げ加工方法。
【請求項4】
前記曲げ加工では、前記板材が他の板材を挟み込むようにしてヘム加工を実行する、請求項1または2に記載の金属板の曲げ加工方法。
【請求項5】
前記ヘム加工の前に前記ヘム加工と同じ個所を曲げ加工するプリヘム加工を実行することをさらに含み、
前記レーザ光は、前記プリヘム加工の後かつ前記ヘム加工の前に前記板材に照射され、
前記レーザ光の照射位置は、前記プリヘム加工の曲げ加工範囲外に設定される、請求項4に記載の金属板の曲げ加工方法。
【請求項6】
前記ヘム加工の前に前記ヘム加工と同じ個所を曲げ加工するプリヘム加工を実行することをさらに含み、
前記レーザ光は、前記プリヘム加工の前に前記板材に照射され、
前記熱影響部は、前記プリヘム加工の曲げ加工範囲全体に及び、
前記プリヘム加工では、前記板材を前記熱影響部の範囲内で曲げ加工する、請求項4に記載の金属板の曲げ加工方法。
【請求項7】
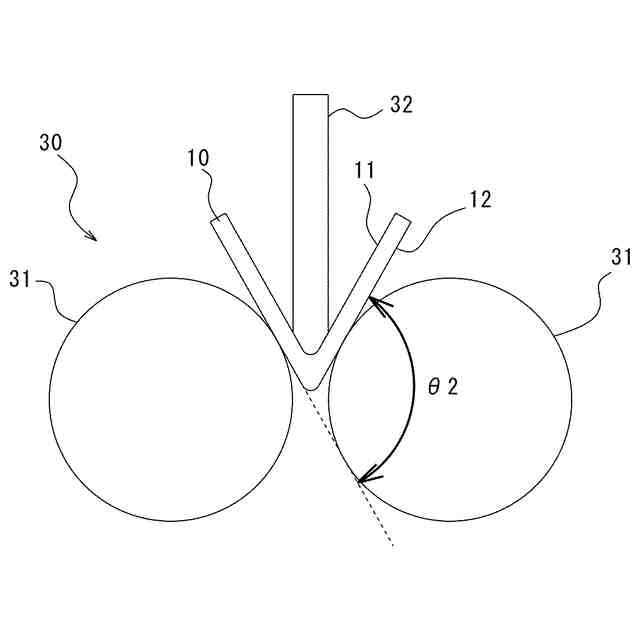
前記ヘム加工は、ローラヘム加工である、請求項4に記載の金属板の曲げ加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、金属板の曲げ加工方法に関する。
続きを表示(約 1,000 文字)
【背景技術】
【0002】
曲げ加工の困難な金属板を曲げ加工する方法の一つとして、金属板の曲げ加工すべき部位に加熱用のレーザ光を照射する方法が知られている。当該方法では、難加工性の金属板に対してレーザ光を照射して曲げ加工性を向上させた後に曲げ加工を行うことにより、割れの低減を図っている(例えば特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
特開2015-54325号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
特許文献1の金属板の曲げ加工方法では、熱影響部と屈曲部との関係が具体的に記載されておらず、レーザ照射条件に関して改善の余地がある。
【0005】
本発明は、レーザ照射を活用した金属板の曲げ加工方法において、熱影響部と屈曲部の関係に基づいて効果的に割れを低減することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、アルミニウム合金製の板材を準備し、前記板材にレーザ光を照射し、前記レーザ光の照射によって熱的影響を受けた熱影響部を特定し、前記板材を前記熱影響部の範囲内で曲げ加工することを含む、金属板の曲げ加工方法を提供する。
【0007】
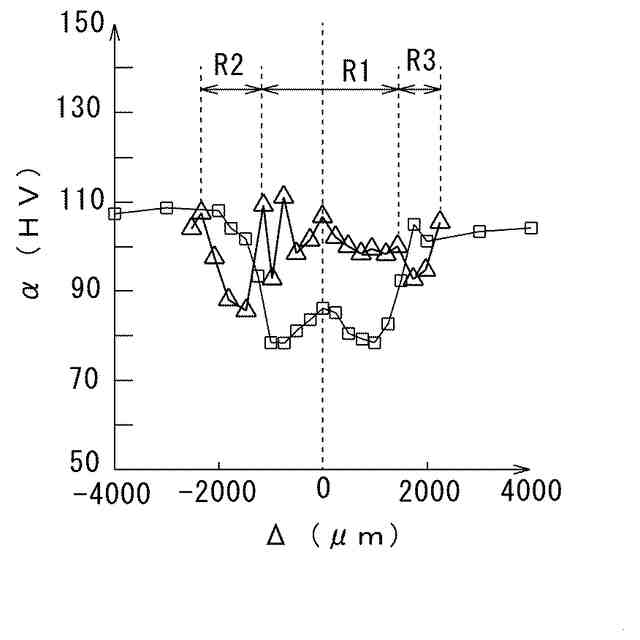
この方法によれば、熱影響部内に屈曲部が収まるように曲げ加工を実行することにより、効果的に割れを低減できる。具体的には、屈曲部の内部に熱影響部と非熱影響部との境界が存在すると、境界での割れが生じやすくなるため、これを防止できる。ここで、熱影響部は、レーザ光の照射によって軟化した部分をいう。例えば、熱影響部は、熱的影響を受けていない非熱影響部に対してビッカース硬さが10%以上低下した部分をいう。また、屈曲部は、曲率を有する部分をいい、即ち直辺部以外のことをいう。
【0008】
前記曲げ加工は、前記レーザ光を照射した面が内側となるように行われてもよい。
【0009】
この方法によれば、外観を構成する外面に対してレーザ光を照射しないため、レーザ照射による外観劣化を抑制できる。
【0010】
前記板材は、2000系、5000系、6000系、または7000系のアルミニウム合金製であってもよい。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
ハゼ折鋼板のハゼ締め装置
3か月前
株式会社プロテリアル
鍛造装置
18日前
村田機械株式会社
プレス機械
2か月前
トヨタ自動車株式会社
金型装置
18日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
プレス金型
4か月前
株式会社不二越
NC転造盤
1か月前
株式会社ゴーシュー
歯車素材
3か月前
トヨタ紡織株式会社
金型装置
4か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社三明製作所
転造装置
7日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
3日前
トヨタ自動車株式会社
熱間鍛造用金型
19日前
大同特殊鋼株式会社
横型鍛造装置
2か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
冨士発條株式会社
トリミング装置
3か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
ニデック株式会社
金型及びプレス加工装置
4か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
個人
日本刀の製造方法
10日前
トヨタ紡織株式会社
カシメ装置
2か月前
トヨタ紡織株式会社
モータコアの製造装置
10日前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
株式会社佐藤精機
鍛造金型及び曲げ加工方法
4か月前
株式会社TMEIC
板離れ防止システム
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
アイダエンジニアリング株式会社
板状部材送り装置
18日前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
続きを見る
他の特許を見る


 特許ウォッチ
特許ウォッチ


































