TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
10個以上の画像は省略されています。
公開番号
2024135966
公報種別
公開特許公報(A)
公開日
2024-10-04
出願番号
2023046897
出願日
2023-03-23
発明の名称
プレス機械及びプレス加工方法
出願人
株式会社吉野機械製作所
代理人
個人
主分類
B21D
37/02 20060101AFI20240927BHJP(本質的には材料の除去が行なわれない機械的金属加工;金属の打抜き)
要約
【課題】加工幅を任意の位置において正確に選択することができるプレス機械及びプレス加工方法を提供すること。
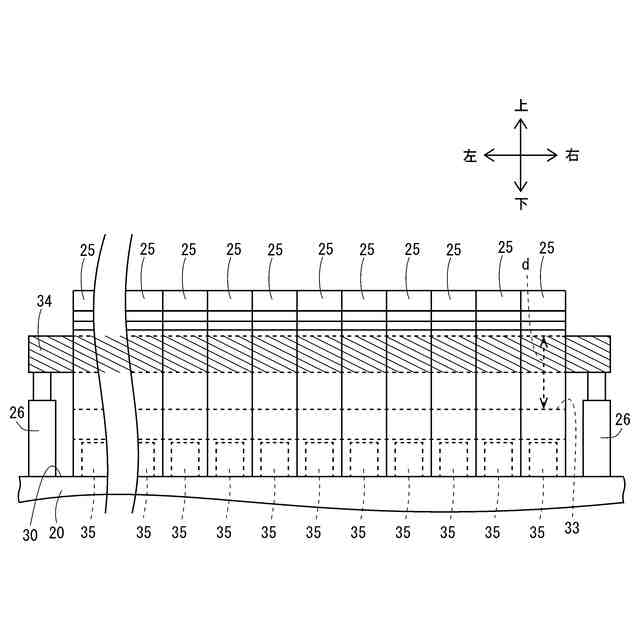
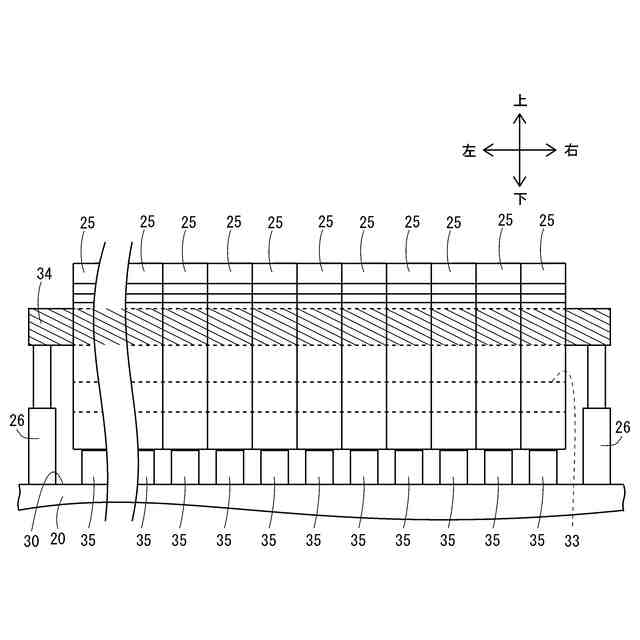
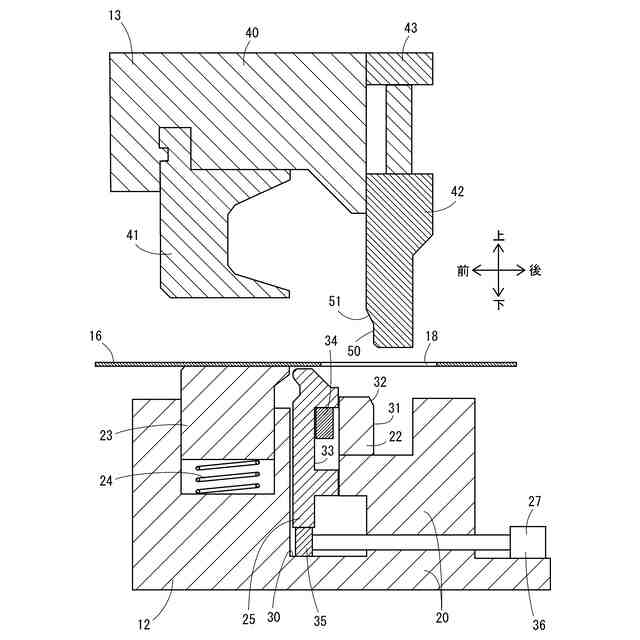
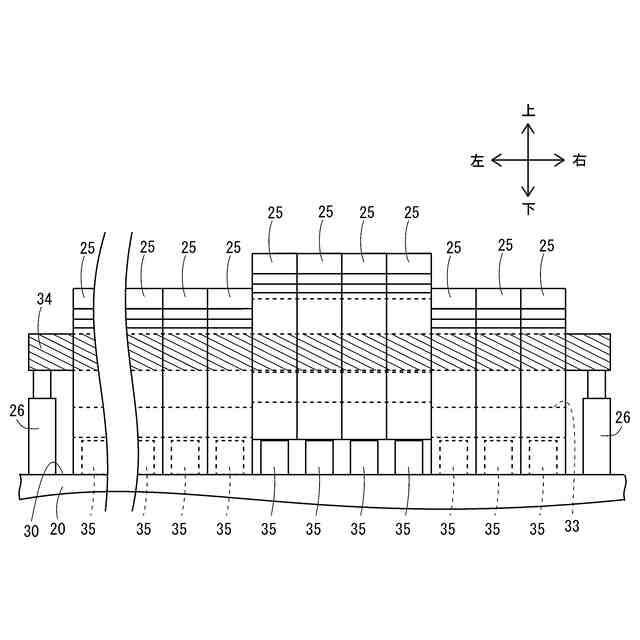
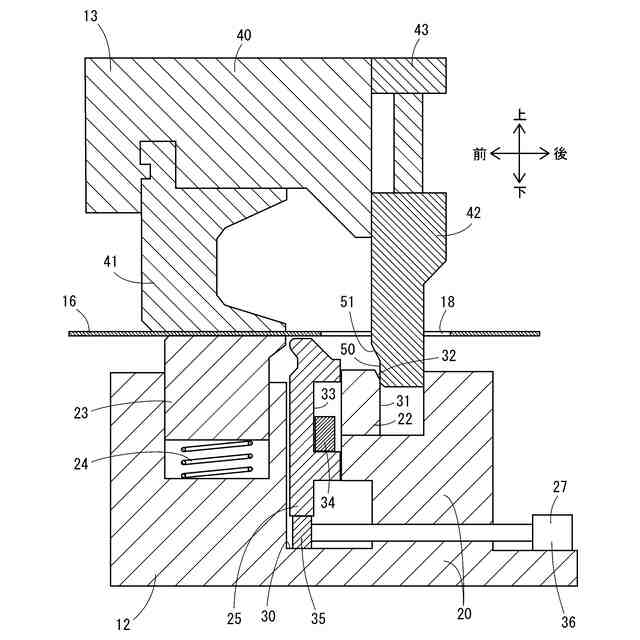
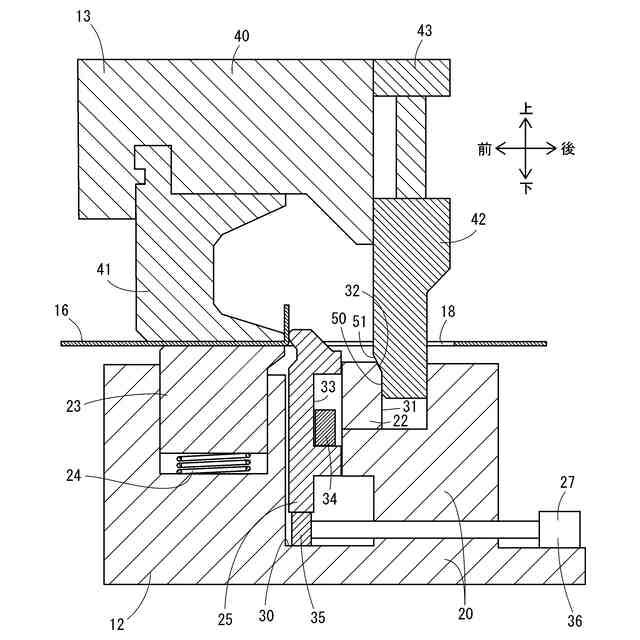
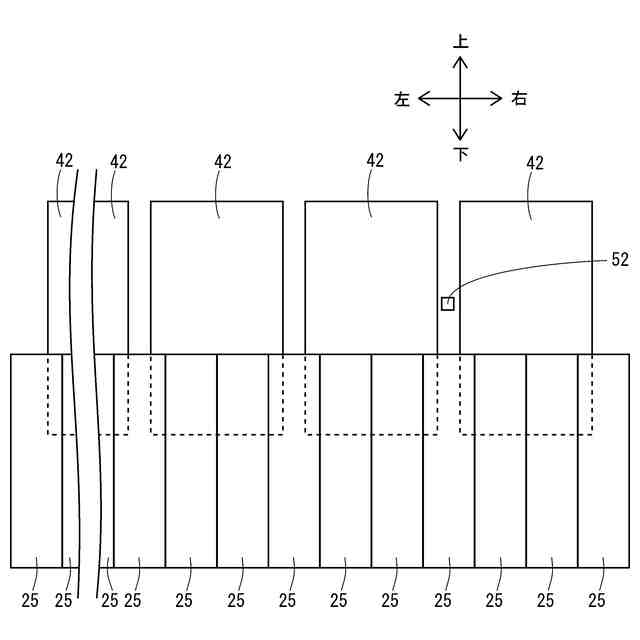
【解決手段】プレス加工方法は、持ち上げ装置26により複数の選択型25を持ち上げる工程と、加工に使用する選択型25に対応したブロック35を係止位置に配置する工程と、加工に使用しない選択型25に対応したブロック35を退避位置に配置する工程と、持ち上げ装置26による複数の選択型25の持ち上げを解除することにより、選択型25をブロック35上又は支持面30上に降ろす工程と、下組立体12と上組立体13との間にワーク16を配置することと、下組立体12と上組立体13とを近づけて被加工材料16を加工することとを含む。
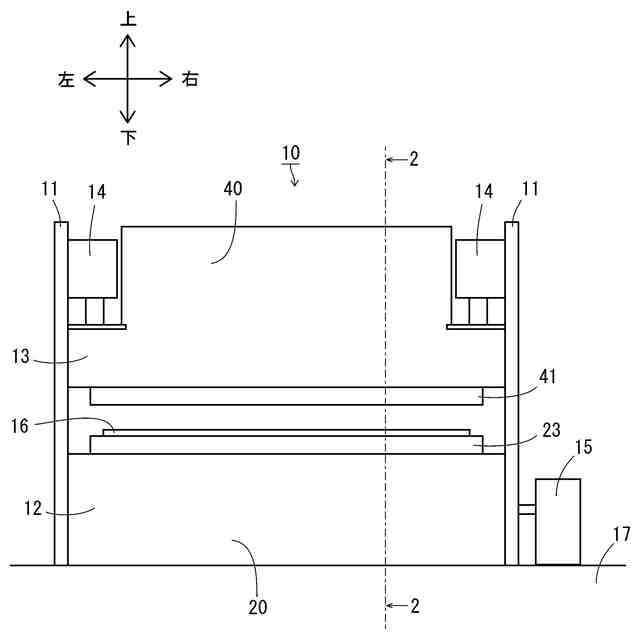
【選択図】図2
特許請求の範囲
【請求項1】
下組立体と前記下組立体より上方に位置する上組立体とを備え、前記下組立体と前記上組立体とを相対的に離れた位置から相対的に近い位置に移動させることにより、前記下組立体と前記上組立体との間に配置された被加工材料を加工するためのプレス機械であって、
前記上組立体が、1つ以上の上型を備え、
前記下組立体が、
複数の下型と、
支持面をもつ下支持部材と、
を備え、
前記複数の下型が、幅方向に配置された複数の選択型を備え、
各前記選択型が、前記支持面の上方において上下に移動することが可能であるように前記下支持部材により支持されており、
前記下組立体が、
前記複数の選択型を持ち上げることが可能な持ち上げ装置と、
前記複数の選択型から加工に使用する1つ以上の前記選択型を選択することが可能な複数の下型選択装置と、
を備え、
前記複数の下型選択装置の各々が異なる1つの前記選択型に対応付けて配置されており、
各前記下型選択装置が、
係止部材と、
前記係止部材を移動させる係止部材移動装置と、
を備え、
前記選択型の下方の係止位置と前記選択型の下方からずれた退避位置とに前記係止部材を移動させることが可能であるように前記係止部材移動装置が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げている状態において、前記係止部材移動装置が前記係止部材を前記係止位置に移動させることが可能であるように、前記下組立体が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げていない状態において、前記係止位置にある前記係止部材に対応した前記選択型が前記係止部材の上に配置されることにより、上下方向において前記係止部材が前記選択型と前記支持面との間に挟まれるように、前記下組立体が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げていない状態において、前記退避位置にある前記係止部材に対応した前記選択型が前記支持面上に配置されるように、前記下組立体が構成されている、
プレス機械。
続きを表示(約 2,300 文字)
【請求項2】
前記上組立体が、
複数のバックアップ部材と、
前記複数のバックアップ部材から加工に使用する1つ以上の前記バックアップ部材を選択することが可能な複数のバックアップ選択装置と、
を備え、
前記バックアップ選択装置が、前記バックアップ部材をバックアップ退避位置とバックアップ選択位置とに移動させることが可能であるように構成されており、
前記バックアップ部材が、上バックアップ面をもち、
前記下組立体が、下バックアップ面をもち、
前記下組立体と前記上組立体とが近づいたとき、前記バックアップ退避位置にある前記バックアップ部材の前記上バックアップ面が前記下バックアップ面より上方に離れていると同時に、前記バックアップ選択位置にある前記バックアップ部材の前記上バックアップ面と前記下バックアップ面とが前後方向に向かい合って接触することにより、前記上組立体と前記下組立体との間の前後方向における相対的な動きが規制されるように、前記下組立体と前記上組立体とが構成されている、
請求項1に記載のプレス機械。
【請求項3】
前記複数の選択型のうちのいずれが選択された場合でも、前後方向に見たとき、隣り合う選択された前記選択型間の全ての境界が、前記バックアップ選択位置にある選択された前記バックアップ部材と重なることが可能であるように、前記複数のバックアップ部材が構成されている、
請求項2に記載のプレス機械。
【請求項4】
前記バックアップ部材が、前記上バックアップ面の上端から連続して配置された上傾斜面をもち、
前記下組立体が、前記下バックアップ面の上端から連続して配置された傾斜した下傾斜面をもち、
前記上傾斜面と前記下傾斜面とが接触した状態から、更に前記上組立体が前記下組立体に向けて移動するとき、前記上傾斜面により前記下傾斜面が押されることにより、前記下組立体の一部が前記選択型に向かって移動することにより、前記選択型が前方又は後方に押されるように、前記上傾斜面と前記下傾斜面とが構成されている、
請求項3に記載のプレス機械。
【請求項5】
各前記選択型が、前記幅方向に貫通した貫通孔をもち、
前記持ち上げ装置が、全ての前記貫通孔に通された棒状部材を備え、
前記持ち上げ装置が、前記棒状部材を上昇させることにより前記複数の選択型を持ち上げることが可能であるように構成された、
請求項1から請求項3のいずれか一項に記載のプレス機械。
【請求項6】
下組立体と前記下組立体より上方に位置する上組立体とを備えるプレス機械を使用して、前記下組立体と前記上組立体とを相対的に離れた位置から相対的に近い位置に移動させることにより、前記下組立体と前記上組立体との間に配置された被加工材料を加工するためのプレス加工方法であって、
前記上組立体が、1つ以上の上型を備え、
前記下組立体が、
複数の下型と、
支持面をもつ下支持部材と、
を備え、
前記複数の下型が、幅方向に配置された複数の選択型を備え、
各前記選択型が、前記支持面の上方において上下に移動することが可能であるように前記下支持部材により支持されており、
前記下組立体が、
前記複数の選択型を持ち上げることが可能な持ち上げ装置と、
前記複数の選択型から加工に使用する1つ以上の前記選択型を選択することが可能な複数の下型選択装置と、
を備え、
前記複数の下型選択装置の各々が異なる1つの前記選択型に対応付けて配置されており、
各前記下型選択装置が、
係止部材と、
前記係止部材を移動させる係止部材移動装置と、
を備え、
前記選択型の下方の係止位置と前記選択型の下方からずれた退避位置とに前記係止部材を移動させることが可能であるように前記係止部材移動装置が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げている状態において、前記係止部材移動装置が前記係止部材を前記係止位置に移動させることが可能であるように、前記下組立体が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げていない状態において、前記係止位置にある前記係止部材に対応した前記選択型が前記係止部材の上に配置されることにより、上下方向において前記係止部材が前記選択型と前記支持面との間に挟まれるように、前記下組立体が構成されており、
前記持ち上げ装置が前記複数の選択型を持ち上げていない状態において、前記退避位置にある前記係止部材に対応した前記選択型が前記支持面上に配置されるように、前記下組立体が構成されており、
前記プレス加工方法が、
前記持ち上げ装置により前記複数の選択型を持ち上げる工程と、
加工に使用する前記選択型に対応した前記係止部材を前記係止位置に配置する工程と、
加工に使用しない前記選択型に対応した前記係止部材を前記退避位置に配置する工程と、
前記持ち上げ装置による前記複数の選択型の持ち上げを解除することにより、前記選択型を前記係止部材上又は前記支持面上に降ろす工程と、
前記下組立体と前記上組立体との間に前記被加工材料を配置することと、
前記下組立体と前記上組立体とを近づけて前記被加工材料を加工することと、
を含む、
プレス加工方法。
発明の詳細な説明
【技術分野】
【0001】
本発明は、プレス機械及びプレス加工方法に関する。
続きを表示(約 2,300 文字)
【背景技術】
【0002】
採光用、覗き用などとしての中窓を付けたドアパネルは普通表裏2枚の金属製パネルを重ね合わせて加工される。中窓付きのパネル材が長方形である場合など、パネル材の長辺と短辺の4辺を曲げ加工し、さらに中窓用に開口された開口部4辺に対してもガラス板などを取り付けるため樋形状の曲げ加工が施される。パネル材の長短4辺の曲げ加工には相応の長尺金型が使用され、中窓開口部の4辺の曲げ加工には短尺金型が使用される。
【0003】
その場合、長尺金型を搭載した1台目のプレス機械と短尺金型を搭載した2台目のプレス機械の二機種を用いて加工するとなると、1つのドアワークに対し加工タクトが長くなってコスト高につながる。仮に、一機種一台のプレス機械で長尺金型と短尺金型を交換して使い分ける場合でも金型交換の段取りに時間を費やすという課題がある。そうした不具合を解消するために、一台のプレス機械でパネル材加工と中窓加工に対応すべく金型を長尺曲げ用、短尺曲げ用に変更できるようにした装置の開発が望まれ、例えば特許文献1の装置が知られている。
【先行技術文献】
【特許文献】
【0004】
特開平10-175019号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
特許文献1には、幅方向につながって移動する分割スペーサによって下型を持ち上げることにより、加工に使用する下型を選択する装置が開示されている。しかしながら、特許文献1の装置では、必ず複数の下型の端部から連続的に下型が選択されるため、幅方向の途中の下型だけを選択することができない。そのため、中窓を加工するときは必ずプレス機械の端で被加工材料を取り回す必要があり、周囲に広いスペースを必要とするという課題がある。
【0006】
また、特許文献1の方法ではチェーンを使用して分割スペーサを移動させる。チェーンは使用期間が長くなると延びる性質があるため、分割スペーサの位置を正確に制御するためにはチェーンの長さのメンテナンスが必要であるという課題がある。
【0007】
本発明の目的のうちの1つは、加工幅を任意の位置において正確に選択することができるプレス機械及びプレス加工方法を提供することである。
【課題を解決するための手段】
【0008】
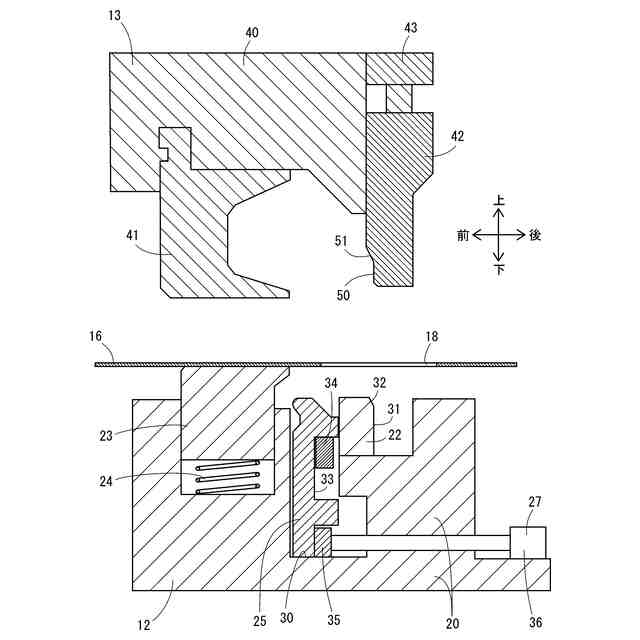
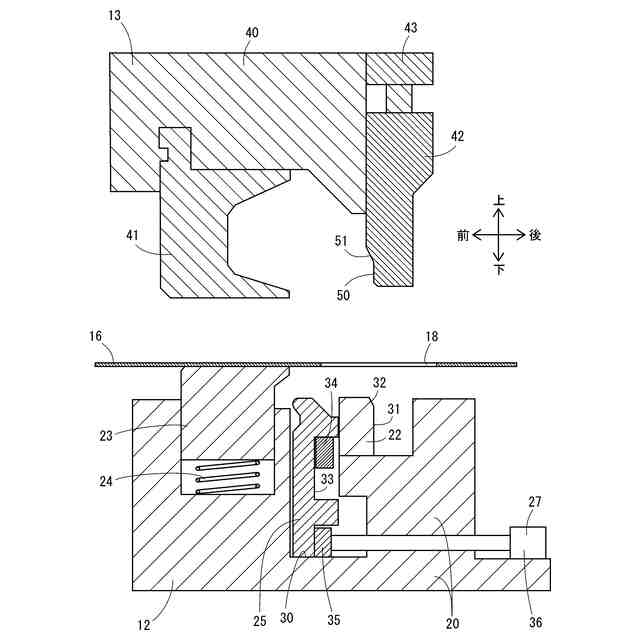
第1の態様のプレス機械は、下組立体と下組立体より上方に位置する上組立体とを備え、下組立体と上組立体とを相対的に離れた位置から相対的に近い位置に移動させることにより、下組立体と上組立体との間に配置された被加工材料を加工するためのプレス機械であって、上組立体が、1つ以上の上型を備え、下組立体が、複数の下型と、支持面をもつ下支持部材と、を備え、複数の下型が、幅方向に配置された複数の選択型を備え、各選択型が、支持面の上方において上下に移動することが可能であるように下支持部材により支持されており、下組立体が、複数の選択型を持ち上げることが可能な持ち上げ装置と、複数の選択型から加工に使用する1つ以上の選択型を選択することが可能な複数の下型選択装置と、を備え、複数の下型選択装置の各々が異なる1つの選択型に対応付けて配置されており、各下型選択装置が、係止部材と、係止部材を移動させる係止部材移動装置と、を備え、選択型の下方の係止位置と選択型の下方からずれた退避位置とに係止部材を移動させることが可能であるように係止部材移動装置が構成されており、持ち上げ装置が複数の選択型を持ち上げている状態において、係止部材移動装置が係止部材を係止位置に移動させることが可能であるように、下組立体が構成されており、持ち上げ装置が複数の選択型を持ち上げていない状態において、係止位置にある係止部材に対応した選択型が係止部材の上に配置されることにより、上下方向において係止部材が選択型と支持面との間に挟まれるように、下組立体が構成されており、持ち上げ装置が複数の選択型を持ち上げていない状態において、退避位置にある係止部材に対応した選択型が支持面上に配置されるように、下組立体が構成されている、プレス機械である。
【0009】
第1の態様によれば、複数の下型選択装置の各々が異なる1つの選択型に対応付けて配置されているので、加工幅を任意の位置において正確に選択することができる。
【0010】
第2の態様のプレス機械は、第1の態様のプレス機械において、上組立体が、複数のバックアップ部材と、複数のバックアップ部材から加工に使用する1つ以上のバックアップ部材を選択することが可能な複数のバックアップ選択装置と、を備え、バックアップ選択装置が、バックアップ部材をバックアップ退避位置とバックアップ選択位置とに移動させることが可能であるように構成されており、バックアップ部材が、上バックアップ面をもち、下組立体が、下バックアップ面をもち、下組立体と上組立体とが近づいたとき、バックアップ退避位置にあるバックアップ部材の上バックアップ面が下バックアップ面より上方に離れていると同時に、バックアップ選択位置にあるバックアップ部材の上バックアップ面と下バックアップ面とが前後方向に向かい合って接触することにより、上組立体と下組立体との間の前後方向における相対的な動きが規制されるように、下組立体と上組立体とが構成されている。
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
株式会社プロテリアル
鍛造装置
22日前
個人
ハゼ折鋼板のハゼ締め装置
3か月前
村田機械株式会社
プレス機械
3か月前
トヨタ自動車株式会社
金型装置
22日前
株式会社プロテリアル
熱間鍛造用金型
4か月前
トヨタ自動車株式会社
プレス金型
5か月前
株式会社不二越
NC転造盤
1か月前
トヨタ紡織株式会社
金型装置
4か月前
株式会社ゴーシュー
歯車素材
3か月前
日伸工業株式会社
加工システム
2か月前
日産自動車株式会社
逐次成形方法
3か月前
石田鉄工株式会社
格子状製品の製造方法
5か月前
株式会社カネミツ
筒張出部形成方法
1日前
A株式会社
接合部材、及び、骨組み構造体
3か月前
株式会社プロテリアル
ステンレス鋼帯の製造方法
3か月前
株式会社吉野機械製作所
プレス機械
今日
株式会社三明製作所
転造装置
11日前
トヨタ自動車株式会社
熱間鍛造用金型
23日前
東洋製罐株式会社
有底筒状体加工装置
1か月前
株式会社カネミツ
歯付円筒体形成方法
7日前
大同特殊鋼株式会社
横型鍛造装置
3か月前
ニデック株式会社
金型及び打ち抜き方法
4か月前
冨士発條株式会社
トリミング装置
4か月前
株式会社不二越
転造加工用鋼製平ダイス
2か月前
トヨタ紡織株式会社
カシメ装置
3か月前
個人
日本刀の製造方法
14日前
ダイハツ工業株式会社
曲げ加工装置
5か月前
ダイハツ工業株式会社
曲げ加工装置
5か月前
株式会社ヤマナカゴーキン
ダイセット装置
3か月前
村田機械株式会社
情報処理装置及び情報処理方法
1か月前
ニデック株式会社
金型及びプレス加工装置
4か月前
村田機械株式会社
金型交換装置及び金型検出方法
3か月前
トヨタ紡織株式会社
モータコアの製造装置
14日前
株式会社TMEIC
板離れ防止システム
1か月前
株式会社菊地機械製作所
加工装置、および加工方法
2か月前
個人
ハゼ締め装置、およびハゼ締め装置の自動動停止装置
2か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ


































