TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024180348
公報種別
公開特許公報(A)
公開日
2024-12-26
出願番号
2024095854
出願日
2024-06-13
発明の名称
加工用木材及びその製造方法、木材成形品及びその製造方法並びに複合体
出願人
チヨダ工業株式会社
,
国立研究開発法人森林研究・整備機構
代理人
個人
,
個人
主分類
B27K
5/00 20060101AFI20241219BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
【課題】圧縮加工又は曲げ加工により、割れ、裂け等の不具合が抑制されて木目及び色調の外観性に優れる木材成形品を与える加工用木材及びそれを用いた木材成形品の製造方法を提供する。
【解決手段】本発明の加工用木材は、針葉樹又は広葉樹からなり、木材成形品の製造原料として用いる加工用木材であって、該加工用木材を硫酸により加水分解させ、次いで、得られた処理液から該硫酸を除去して回収された液を液体クロマトグラフィーに供した場合に、糖成分の全量に対して、ヘミセルロース由来の糖成分の合計量の割合が、針葉樹では14~21質量%であり、広葉樹では13~20質量%であることを特徴とする。
【選択図】図10
特許請求の範囲
【請求項1】
針葉樹又は広葉樹からなり、木材成形品の製造原料として用いる加工用木材であって、
前記加工用木材を硫酸により加水分解させ、次いで、得られた処理液から該硫酸を除去して回収された液を液体クロマトグラフィーに供した場合に、糖成分の全量に対して、ヘミセルロース由来の糖成分の合計量の割合が、針葉樹では14~21質量%であり、広葉樹では13~20質量%であることを特徴とする加工用木材。
続きを表示(約 430 文字)
【請求項2】
請求項1に記載の加工用木材を製造する方法であって、針葉樹又は広葉樹からなる原料木材を、塩基性液体に接触させる工程を備えることを特徴とする加工用木材の製造方法。
【請求項3】
請求項1に記載の加工用木材を圧縮加工又は曲げ加工に供する賦形工程を備えることを特徴とする、木材成形品の製造方法。
【請求項4】
前記賦形工程の前に、前記加工用木材の含水率を10質量%以上に調整する水分調整工程を備える請求項3に記載の木材成形品の製造方法。
【請求項5】
請求項3に記載の方法により得られたことを特徴とする木材成形品。
【請求項6】
曲面部を有する請求項5に記載の木材成形品。
【請求項7】
表面の少なくとも一部に皮膜を備える請求項5に記載の木材成形品。
【請求項8】
請求項に記載の木材成形品と、他の物品とが一体化されてなることを特徴とする複合体。
発明の詳細な説明
【技術分野】
【0001】
本発明は、外観性に優れた木材成形品及びそれを与える加工用木材、これらの製造方法並びに複合体に関する。
続きを表示(約 3,400 文字)
【背景技術】
【0002】
従来、地球温暖化を抑制するための二酸化炭素排出削減策として、バイオマス資源の有効利用がはかられており、例えば、木材の切断加工等により発生した廃材、端材、木粉等を原料資材として、各種木材成形品の製造が試みられている。
【0003】
木材成形品には、通常、反り等のない寸法安定性や耐久性が要求されるため、例えば、アセチル化、ホルマール化等の前処理が施された加工用木材を原料資材として用い、木材成形品を製造することがあった。この方法は、製造コストの観点から、採用されることが少なかった。
【0004】
木材の前処理である改質処理方法として、特許文献1には、木材を、5~25kgf/cm
2
の水蒸気雰囲気内に置いて軟化させた後、高圧条件下で圧縮成形し、かつ、その変形を固定する方法、並びに、木材を、5~25kgf/cm
2
の水蒸気雰囲気内に置いて軟化させた後、常圧下で木材を圧縮成形し、その状態で再び水蒸気雰囲気内に置いて変形を固定する方法が開示されている。また、特許文献2には、セルロースの分解温度以下の加熱で木材中のヘミセルロースを低分子化する第1の加熱処理工程、低分子化した木材中のヘミセルロースを除去する除去処理工程、及び、セルロースの分解温度以下の加熱で木材中に疎水化構造を形成する第2の加熱処理を含むことを特徴とする木材の改質処理方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
特開平3-231802号公報
特開2010-30081号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ヘミセルロースを除去した後の木材を、圧縮加工又は曲げ加工に供すると、割れ、裂け等の不具合が発生し、外観性の良好な木材成形品が得られなかった。
本発明の目的は、圧縮加工又は曲げ加工により、割れ、裂け等の不具合が抑制されて木目及び色調の外観性に優れる木材成形品を与える加工用木材及びその製造方法、木材成形品及びその製造方法、並びに木材成形品を含む複合体を提供することである。尚、本明細書において、「圧縮加工又は曲げ加工」の記載は、圧縮加工及び曲げ加工の両方がなされることをも含む。
【課題を解決するための手段】
【0007】
本発明者らは、針葉樹又は広葉樹を原木として、圧縮加工又は曲げ加工により木材成形品を製造するに際して、糖成分の全量に対する、ヘミセルロース由来の糖成分(アラビノース、ラムノース、ガラクトース、キシロース及びマンノース)の合計量の割合を特定の範囲とした加工用木材を用いると、割れ、裂け等の不具合が抑制されて、木目及び色調の外観性に優れた木材成形品が得られるという知見を得た。
【0008】
本発明は、以下の通りである。
(1)針葉樹又は広葉樹からなり、木材成形品の製造原料として用いる加工用木材であって、
上記加工用木材を硫酸により加水分解させ、次いで、得られた処理液から該硫酸を除去して回収された液を液体クロマトグラフィーに供した場合に、糖成分の全量に対して、ヘミセルロース由来の糖成分の合計量の割合が、針葉樹では14~21質量%であり、広葉樹では13~20質量%であることを特徴とする加工用木材。
(2)上記(1)に記載の加工用木材を製造する方法であって、針葉樹又は広葉樹からなる原料木材を、塩基性液体に接触させる工程を備えることを特徴とする加工用木材の製造方法。
(3)上記(1)に記載の加工用木材を圧縮加工又は曲げ加工に供する賦形工程を備えることを特徴とする、木材成形品の製造方法。
(4)上記賦形工程の前に、上記加工用木材の含水率を10質量%以上に調整する水分調整工程を備える上記(3)に記載の木材成形品の製造方法。
(5)上記(3)に記載の方法により得られたことを特徴とする木材成形品。
(6)曲面部を有する上記(5)に記載の木材成形品。
(7)表面の少なくとも一部に皮膜を備える上記(5)に記載の木材成形品。
(8)上記(5)に記載の木材成形品と、他の物品とが一体化されてなることを特徴とする複合体。
【発明の効果】
【0009】
本発明の加工用木材は、圧縮加工又は曲げ加工により、割れ、裂け等の不具合が抑制されて木目及び色調の外観性に優れた木材成形品を与える製造資材として好適である。本発明の加工用木材は、曲面部を有する木材成形品を製造する場合に、有用である。
本発明の木材成形品の製造方法によれば、汎用の金型等を用いて圧縮加工又は曲げ加工を適用すればよく、接着剤を併用しなくても容易に賦形することができ、製造コストの低減効果を得ることができる。また、賦形工程で用いる加工用木材の数は、1つ(1枚)でも2つ(2枚)以上でもよく、一体性及び形状安定性に優れる木材成形品を製造することができる。
本発明の木材成形品は、形状によらず、外観性に優れるため、食器、カトラリー、トレイ等の日用品として、あるいは、置物、装飾品、家具、楽器、音響機器、電気製品、車両内装品、住宅設備品、洗面・バス用品、ペット用品、化粧用具等を構成する部品等として有用である。
【図面の簡単な説明】
【0010】
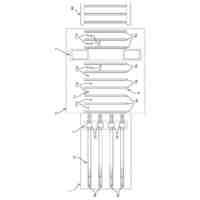
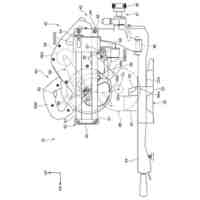
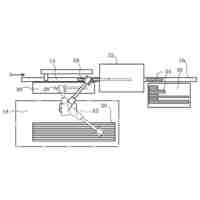
圧縮加工の1例(実施例3-1及び3-2で用いた木製スプーンの製造方法)を示す概略断面図である。
図1及び図3の製造方法における木製スプーン用のキャビティを示す概略断面図である。
圧縮加工の他の例(実施例3-3で用いた木製スプーンの製造方法)を示す概略断面図である。
実施例2-1で得られた針葉樹製曲げ板の凸部側表面画像である。
比較例2-1で得られた針葉樹製曲げ板の凸部側表面画像である。
実施例2-2で得られた広葉樹製曲げ板の凸部側表面画像である。
比較例2-3で得られた広葉樹製曲げ板の凸部側表面画像である。
比較例2-4で得られた広葉樹製曲げ板の凸部側表面画像である。
比較例2-5で得られた広葉樹製曲げ板の凸部側表面画像である。
実施例3-1で得られた針葉樹製木製スプーンのオモテ面の斜視画像である。
実施例3-1で得られた針葉樹製木製スプーンのウラ面の斜視画像である。
実施例3-2で得られた広葉樹製木製スプーンのオモテ面の斜視画像である。
実施例3-2で得られた広葉樹製木製スプーンのウラ面の斜視画像である。
実施例3-3で得られた広葉樹製木製スプーンのオモテ面の斜視画像である。
実施例3-3で得られた広葉樹製木製スプーンのウラ面の斜視画像である。
実施例4-1で得られた針葉樹製曲線材の斜視画像である。
実施例4-2で得られた針葉樹製曲線材の斜視画像である。
比較例4-1で得られた針葉樹製曲線材の斜視画像である。
実施例4-3で得られた広葉樹製曲線材の斜視画像である。
実施例4-4で得られた広葉樹製曲線材の斜視画像である。
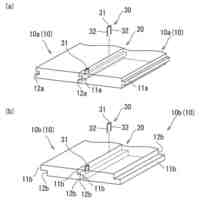
実施例5-1及び5-2で用いた木製コースターの製造方法を示す概略断面図である。
図21の製造方法における木製コースター用のキャビティを示す概略断面図である。
実施例5-1で得られた針葉樹製コースターの平面画像である。
実施例5-2で得られた広葉樹製コースターの平面画像である。
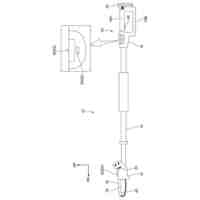
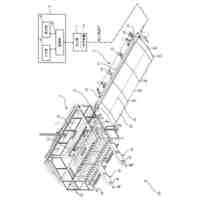
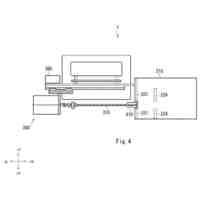
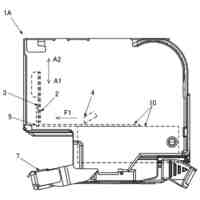
実施例6-1で用いた木製サラダボウルの製造方法を示す概略断面図である。
図25の製造方法における木製サラダボウル用のキャビティを示す概略断面図である。
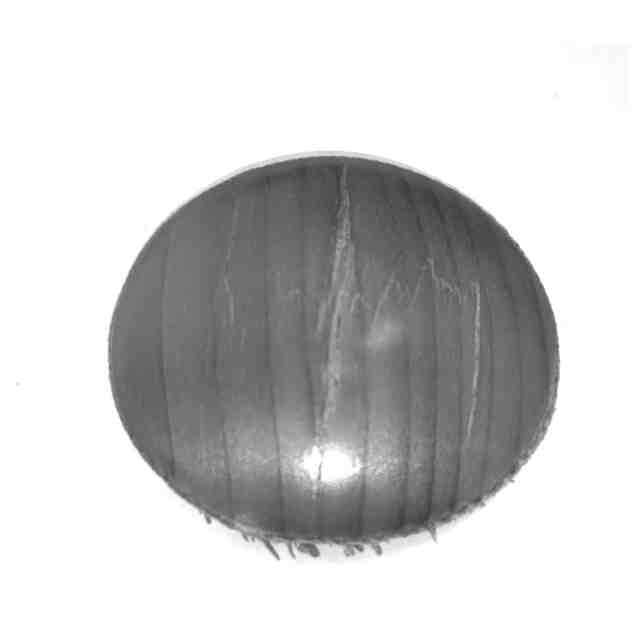
実施例6-1で得られた広葉樹製サラダボウルのオモテ面の斜視画像である。
実施例6-1で得られた広葉樹製サラダボウルのウラ面の斜視画像である。
【発明を実施するための形態】
(【0011】以降は省略されています)
この特許をJ-PlatPatで参照する
関連特許
個人
薪割り台
2か月前
個人
わら縄針金造形木
3か月前
個人
爪楊枝およびその製造方法
12か月前
株式会社日本設計
耐火木材
4か月前
株式会社日本設計
耐火木材
4か月前
個人
輪切り板材の加工方法
10か月前
株式会社大和工務店
構面構造
7か月前
アイカ工業株式会社
化粧板の製造方法
4か月前
恒成株式会社
木製荷受台製造装置
8か月前
株式会社ノダ
木削薄片板および床材
24日前
株式会社ノダ
木削薄片板および床材
4か月前
工機ホールディングス株式会社
作業機
5か月前
工機ホールディングス株式会社
作業機
24日前
宮川工機株式会社
プレカット加工装置
2か月前
工機ホールディングス株式会社
切断機
11か月前
舛元木工株式会社
フレーム材の端部処理方法
3か月前
三和合板株式会社
化粧板の製造装置
2か月前
株式会社カスタム・クール・センター
ヤスリ工具
10か月前
旭興進株式会社
人工木材及びその製造方法
3か月前
株式会社ノダ
不燃繊維板およびその製造方法
5か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
24日前
マックス株式会社
リフィル
2か月前
広平凱王圧密科技有限公司
圧密木強制焼入れ装置
5か月前
個人
入隅部用補強具
10か月前
ホクシン株式会社
中質繊維板の製造装置および製造方法
10か月前
三菱鉛筆株式会社
再生自然素材
11か月前
広平凱王圧密科技有限公司
高周波に基づく定尺圧密板
5か月前
株式会社トーアエンジニアリング
プレカット加工方法
4か月前
デンカ株式会社
敷板
4か月前
株式会社マキタ
卓上切断機
10か月前
株式会社マキタ
卓上切断機
6か月前
株式会社マキタ
テーブルソー
4か月前
株式会社マキタ
テーブルソー
4か月前
マックス株式会社
ステープラ
24日前
DLT株式会社
加工装置
12か月前
マックス株式会社
ステープラ
2か月前
続きを見る
他の特許を見る






 特許ウォッチ
特許ウォッチ