TOP
|
特許
|
意匠
|
商標
特許ウォッチ
Twitter
他の特許を見る
公開番号
2024167997
公報種別
公開特許公報(A)
公開日
2024-12-05
出願番号
2023084369
出願日
2023-05-23
発明の名称
化粧板の製造装置
出願人
三和合板株式会社
代理人
個人
,
個人
主分類
B27D
5/00 20060101AFI20241128BHJP(木材または類似の材料の加工または保存;釘打ち機またはステープル打ち機一般)
要約
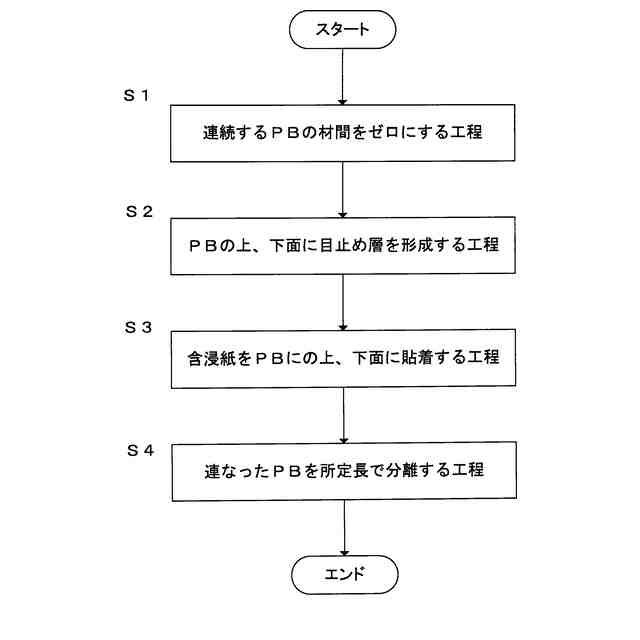
【課題】基材の両面に化粧面を有する化粧板を安価に製造できるようにする。
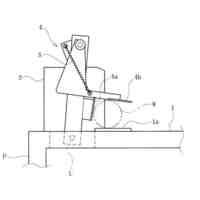
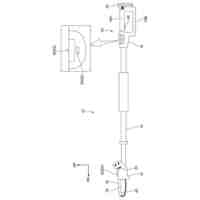
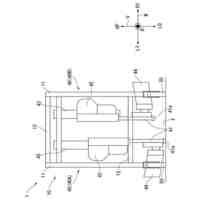
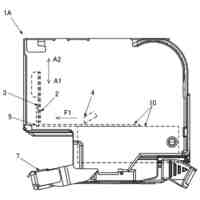
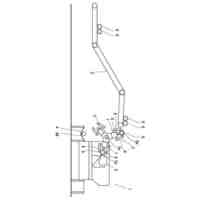
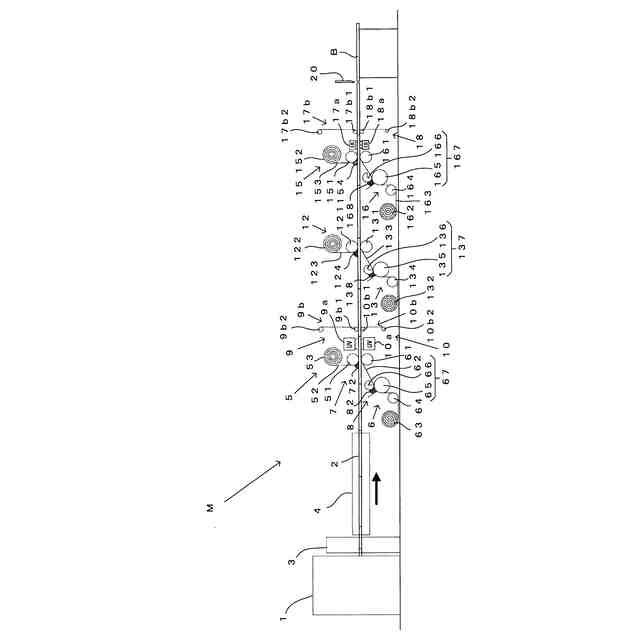
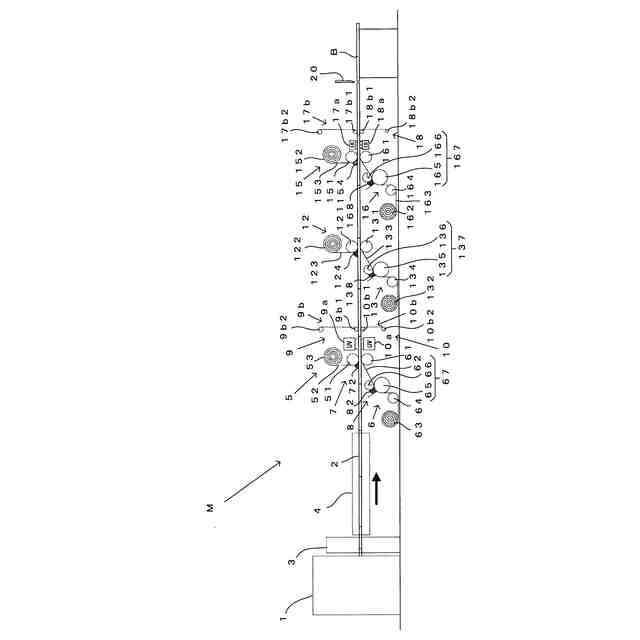
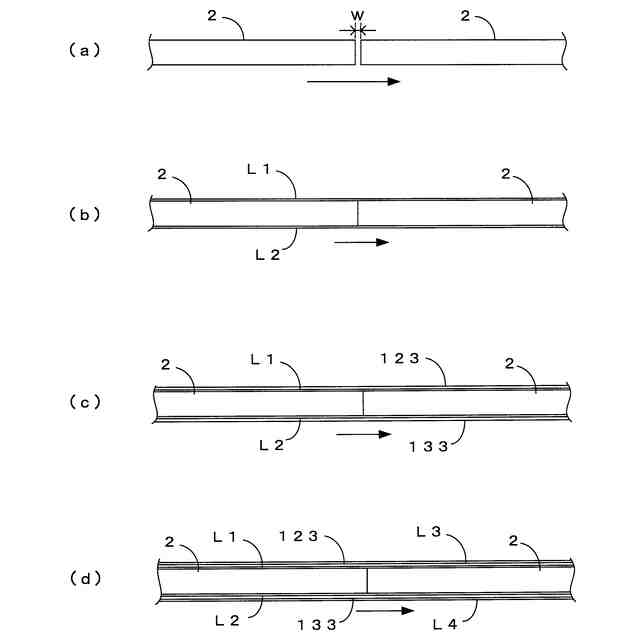
【解決手段】塗布手段7,8により、PETフィルム52,62のマット面と反対の重合面に紫外線硬化特性を有する紫外線硬化樹脂が塗布され、隙間なく連なった状態で搬送される複数のPB2が上面側、下面側ローラ51,61により上下に挟持される所定の挟持位置において、重合手段5,6により、紫外線硬化樹脂が塗布されたPETフィルム52,62の重合面がPB2の上面及び下面それぞれに重なるように重合され、目止め手段9,10により、PETフィルム52,62の重合面に塗布された紫外線硬化樹脂が硬化されて基材の上面及び下面それぞれに目止め層が形成され、目止め層に樹脂系塗料を含浸した含浸紙123,133が重ね合わされて貼着される。
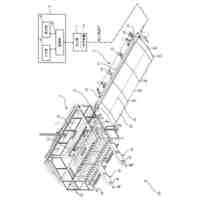
【選択図】図1
特許請求の範囲
【請求項1】
樹脂系塗料を含浸した含浸紙を基材に貼着して成る化粧板を製造する化粧板の製造装置において、
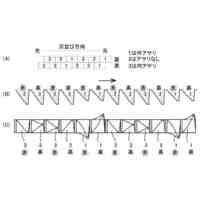
長尺の木質板から成り所定長さの複数の基材を、材間がほぼ隙間なく連なった状態に配列して所定の搬送方向に搬送する材間調整手段と、
前記材間調整手段により搬送される前記複数の基材を所定の挟持位置で上下に挟持するように配設された上面側ローラ及び下面側ローラを有し、長尺で光沢のないマット面を有する樹脂フィルムを、前記上面側ローラ及び前記下面側ローラによる前記挟持位置において前記複数の基材の上面及び下面それぞれに前記マット面の反対側の重合面が重なるように重合する上面側及び下面側の重合手段と、
上面側及び下面側の前記重合手段の前記搬送方向の上流側において、上面側及び下面側の前記樹脂フィルムそれぞれの前記重合面に少なくとも紫外線硬化特性による接着性を有する紫外線硬化樹脂を塗布する上面側及び下面側の塗布手段と、
上面側及び下面側の前記塗布手段の前記搬送方向の下流側において、上面側及び下面側の前記樹脂フィルムの前記重合面に塗布された前記紫外線硬化樹脂を硬化することにより、前記複数の基材の上面及び下面に前記紫外線硬化樹脂から成る目止め層をそれぞれ形成して前記基材から上面側及び下面側の前記樹脂フィルムを剥離する上面側及び下面側の目止め手段と、
上面側及び下面側の前記目止め手段それぞれの前記搬送方向の下流側に設けられ、前記基材の上面側及び下面側の前記目止め層に前記樹脂系塗料を含浸させた含浸紙を重ね合わせる上面側及び下面側の含浸手段と
を備えることを特徴とする化粧板の製造装置。
続きを表示(約 1,300 文字)
【請求項2】
請求項1に記載の化粧板の製造装置において、
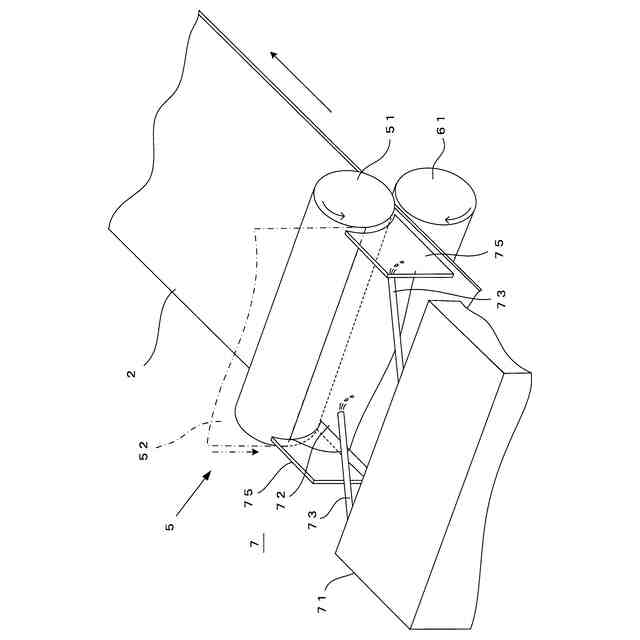
上面側及び下面側の前記塗布手段は、上面側及び下面側の前記重合手段の前記搬送方向の上流側において、前記基材の幅にわたり前記紫外線硬化樹脂を供給して上面側及び下面側の紫外線硬化樹脂溜まり部を形成し、上面側及び下面側の前記紫外線硬化樹脂溜まり部それぞれを前記樹脂フィルムが通過することにより前記紫外線硬化樹脂を上面側及び下面側の前記樹脂フィルムそれぞれの前記重合面に塗布するものであり、
供給される前記紫外線硬化樹脂が前記基材の幅以上に広がることを規制して前記基材の幅に留めおく規制手段を有することを特徴とする化粧板の製造装置。
【請求項3】
請求項1または2に記載の化粧板の製造装置において、
上面側及び下面側の前記目止め層に貼着される前記含浸紙の少なくとも一方は、前記樹脂系塗料が含浸される前の前記紙材に所定デザインが印刷されて成ることを特徴とする化粧板の製造装置。
【請求項4】
請求項3に記載の化粧板の製造装置において、
前記樹脂系塗料は電子線硬化特性を有するものであり、
前記所定デザインが印刷された前記含浸紙に電子線を照射する電子線照射手段を更に備えることを特徴する化粧板の製造装置。
【請求項5】
請求項1または2に記載の化粧板の製造装置において、
上面側及び下面側の前記含浸手段の前記搬送方向の下流側に配設され、上面側及び下面側の前記目止め層に重ね合わされた前記含浸紙の少なくとも一方に所定デザインを印刷する印刷手段を備えることを特徴とする化粧板の製造装置。
【請求項6】
請求項5に記載の化粧板の製造装置において、
前記樹脂系塗料は紫外線硬化特性または電子線硬化特性を有するものであり、
前記印刷手段により前記所定デザインが印刷された前記含浸紙に紫外線を照射する紫外線照射手段または電子線を照射する電子線鯉照射手段を更に備えることを特徴する化粧板の製造装置。
【請求項7】
請求項1に記載の化粧板の製造装置において、
上面側及び下面側の前記含浸手段の前記搬送方向の下流側において、連なった状態の複数の前記基材を前記材間において前記所定長さで分離する分離手段を更に備えることを特徴とする化粧板の製造装置。
【請求項8】
請求項1に記載の化粧板の製造装置において、
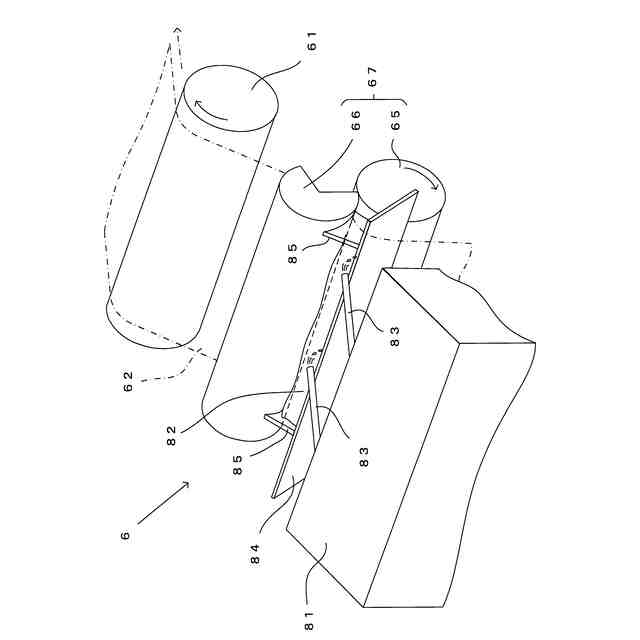
上面側及び下面側の前記含浸手段は、
前記基材の幅にわたり前記樹脂系塗料を供給して上面側及び下面側の樹脂系塗料溜まり部を形成し、上面側及び下面側の前記樹脂系塗料溜まり部を前記基材が通過することにより、前記基材の上面及び下面に貼着された前記含浸紙に前記樹脂系塗料を含浸させるものであり、上面側及び下面側の前記樹脂系塗料溜まり部に供給される前記樹脂系塗料が前記基材の幅以上に広がることを規制して前記基材の幅に留めおく他の規制手段を有することを特徴とする化粧板の製造装置。
【請求項9】
請求項1に記載の化粧板の製造装置において、
前記紫外線硬化樹脂及び前記樹脂系塗料は、バイオマス化が50%以上であることを特徴とする化粧板の製造装置。
発明の詳細な説明
【技術分野】
【0001】
この発明は、樹脂系塗料を含浸した含浸紙を基材に貼着して成る化粧板を製造する化粧板の製造装置に関する。
続きを表示(約 3,300 文字)
【背景技術】
【0002】
従来、化粧板は、パーティクルボード(PB)やMDFなどのチップボードや木質繊維板の基材表面に所定の印刷が施された化粧紙を熱圧により貼着することによって、化粧面を有する化粧板が製造される(例えば、特許文献1参照)。このとき、メラミン樹脂を充填した槽中に含浸紙を浸漬(いわゆるどぶ漬け)することによりメラミン樹脂を含浸させ、メラミン樹脂を含浸させた含浸紙を乾燥させて基材上面に重ね、低圧で熱圧成型した低圧メラミン化粧板と、メラミン樹脂を含浸した含浸紙及びフェノール樹脂を含浸したクラフト含浸紙のみを積層して高圧で熱圧成型する厚さ1mmほどの高圧メラミン化粧板がよく知られており、これらメラミン化粧板は上面硬度が高く、対汚染性、耐摩耗性、耐熱性、耐水性に優れ、傷付きにくいことから、低圧メラミン化粧板は家具材や内装材等に使用され、薄い高圧メラミン化粧板は家具やドアの面材、棚やカウンターの面材等に使用される。
【先行技術文献】
【特許文献】
【0003】
特開2018-140629公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、従来の化粧板は、上記したようなメラミン樹脂やフェノール樹脂等の石油由来の樹脂を含浸、乾燥、熱圧着(180~220℃)して使用するため、製造プロセスの電気使用量が膨大で問題視されている。また、マイクロプラスチック問題の原因ともなり、近年叫ばれている持続可能な開発目標いわゆるSDGsの趣旨に反することになり、環境破壊の抑止を妨げる要因となっている。さらに、高コストである上に、熱圧着時に付着した含浸紙のメラミン樹脂を除去する作業が必要になり、手間がかかり、多くの電力を消費し廃棄物も多く発生するという問題もある。この問題は、低圧、高圧メラミン化粧板に限らず、樹脂シートや紙シートを熱可塑性樹脂や熱硬化性樹脂により基材に貼着しただけの従来の化粧板にも当てはまる。
【0005】
また、低圧メラミン化粧板は、両面が同時に化粧面(印刷によるデザイン面及び無地の鏡面や艶消し面を含む)に仕上げることが可能であるが、グラビア印刷等により所定デザインを予め印刷した含浸紙をメラミン樹脂充填槽にどぶ漬けしてメラミン樹脂を含浸し乾燥する設備と、含浸紙を基材の両面に重ねて低圧で熱圧着成型する設備という大掛かりな設備が必要になり、上記したように高コストで熱圧時に付着した含浸紙のメラミン樹脂を除去作業が必要という問題は依然として残るため、より安価で環境重視の時代に即した両面に化粧面を有する化粧板の製造手法の開発が望まれる。
【0006】
この発明は、上記した課題に鑑みてなされたものであり、基材の両面に化粧面を有する化粧板を可能な限り環境に則し、かつ安価に製造できるようにすることを目的とする。特に、従来の低圧メラミン化粧板のような熱圧着(熱圧プレス)なしで、含浸紙にバイオマス樹脂を含浸しただけのものを最小エネルギコストであるLED等による紫外線または電子線照射の工程により、0.1~0.5秒という瞬時にバイオマス樹脂の硬化と接着を同時に行うようにし、両面に化粧面を有する化粧板を安価に製造可能にすることを目的とする。
【課題を解決するための手段】
【0007】
上記した目的を達成するために、本発明に係る化粧板の製造装置は、樹脂系塗料を含浸した含浸紙を基材に貼着して成る化粧板を製造する化粧板の製造装置において長尺の木質板から成り所定長さの複数の基材を、材間がほぼ隙間なく連なった状態に配列して所定の搬送方向に搬送する材間調整手段と、前記材間調整手段により搬送される前記複数の基材を所定の挟持位置で上下に挟持するように配設された上面側ローラ及び下面側ローラを有し、長尺で光沢のないマット面を有する樹脂フィルムを、前記上面側ローラ及び前記下面側ローラによる前記挟持位置において前記複数の基材の上面及び下面それぞれに前記マット面の反対側の重合面が重なるように重合する上面側及び下面側の重合手段と、上面側及び下面側の前記重合手段の前記搬送方向の上流側において、上面側及び下面側の前記樹脂フィルムそれぞれの前記重合面に少なくとも紫外線硬化特性による接着性を有する紫外線硬化樹脂を塗布する上面側及び下面側の塗布手段と、上面側及び下面側の前記塗布手段の前記搬送方向の下流側において、上面側及び下面側の前記樹脂フィルムの前記重合面に塗布された前記紫外線硬化樹脂を硬化することにより、前記複数の基材の上面及び下面に前記紫外線硬化樹脂から成る目止め層をそれぞれ形成して前記基材から上面側及び下面側の前記樹脂フィルムを剥離する上面側及び下面側の目止め手段と、上面側及び下面側の前記目止め手段それぞれの前記搬送方向の下流側に設けられ、前記基材の上面側及び下面側の前記目止め層に前記樹脂系塗料を含浸させた含浸紙を重ね合わせる上面側及び下面側の含浸手段とを備えることを特徴としている。
【0008】
このような構成によれば、上面側及び下面側の塗布手段により、上面側及び下面側の樹脂フィルムそれぞれのマット面と反対側の重合面に少なくとも紫外線硬化特性による接着性を有する紫外線硬化樹脂が塗布され、隙間なく連なった状態で搬送手段により搬送される複数の基材が上面側ローラ及び下面側ローラにより上下に挟持される所定の挟持位置において、上面側及び下面側の重合手段により、紫外線硬化樹脂が塗布された樹脂フィルムのマット面と反対側の重合面が基材の上面及び下面それぞれに重なるように重合され、上面側及び下面側の目止め手段により、上面側及び下面側の樹脂フィルムのマット面と反対側の重合面に塗布された紫外線硬化樹脂が硬化されて基材の上面及び下面それぞれに目止め層が形成される。そのため、仮に複数の基材の材間に僅かでも隙間が生じても、上面側の塗布手段により塗布される紫外線硬化樹脂が連続する基材の材間に浸入し下面側の目止め層が受け皿となって材間の隙間が埋められるので、搬送手段により搬送される複数の基材を連なった状態のまま搬送することができ、その後に含浸紙を貼着する際に安定して含浸紙を貼着することができる。
【0009】
さらに、上面側及び下面側の目止め手段により、目止め層が形成された基材から上面側及び下面側の樹脂フィルムを剥離した後、上面側及び下面側の含浸手段により、基材の上面側及び下面側の目止め層に樹脂系塗料を含浸した含浸紙を重ね合わせるため、樹脂系塗料として電子線硬化特性または紫外線硬化特性を有するものを含浸紙に含浸させ、基材の上面及び下面それぞれに樹脂系塗料を含浸した含浸紙を重ね合わせて電子線照射装置による電子線や紫外線LED(波長405nm)による紫外線を照射することによって、目止め層のマット面(微細な凹凸面)のアンカー効果により電子線硬化特性または紫外線硬化特性を有する樹脂系塗料の密着性の悪さをカバーすることができ、低消費電力で樹脂系塗料を硬化させて含浸紙を強固に接着することが可能になり、SDGsの趣旨に反することなく環境破壊の抑止に寄与することができる上、基材の表面及び裏面の両面を同じ工程で化粧面(印刷によるデザイン面及び無地の鏡面や艶消し面を含む)に仕上げることが可能になり、基材の表裏の両面に化粧面を有する化粧板を、環境に則してかつ安価に製造することができる。
【0010】
また、例えば目止め層なしで直接含浸紙を基材に貼着しようとしても不可能であり、目止め層を基材の両面に形成することで、基材に染み込んだ紫外線硬化樹脂の表面が紫外線によって固まり、樹脂が湿気硬化特性も有するならば基材に染み込んだ樹脂が湿気により固まり、しかも目止め層のマット面が微細な凸凹面に仕上げられていることから、重合された含浸紙を硬化させると同時に接着することが可能になる。
(【0011】以降は省略されています)
この特許をJ-PlatPat(特許庁公式サイト)で参照する
関連特許
三和合板株式会社
化粧板の製造装置
2か月前
個人
薪割り台
11か月前
個人
鋸
1か月前
個人
木材精密加工用ジグ
7か月前
個人
貼付装置及び貼付方法
6か月前
丸大株式会社
竹粉製造装置
8か月前
個人
電動ボードカッターのブレード
2か月前
個人
跳ね上げ式ガイドクランプ
6か月前
株式会社 川上製作所
木材の連結構造
1か月前
コニシ株式会社
集成材の製造方法
2か月前
株式会社岡田金属工業所
ブレード
6か月前
NKE株式会社
トリマー治具
5か月前
株式会社ノダ
木削薄片板および床材
10か月前
宮川工機株式会社
プレカット加工装置
11か月前
工機ホールディングス株式会社
作業機
10か月前
大建工業株式会社
焼杉風化粧板とその製造方法
7か月前
三和合板株式会社
化粧板の製造装置
11か月前
トヨタ自動車株式会社
木粉の熱圧縮成形方法
10か月前
清水建設株式会社
ビス打ち装置
7か月前
清水建設株式会社
自動ビス打ち機
7か月前
マックス株式会社
リフィル
11か月前
株式会社大林組
木質板材の加工方法
9か月前
トヨタエンジニアリング有限会社
竹割機
5か月前
株式会社大林組
ドリル装置
19日前
トヨタエンジニアリング有限会社
竹割機
5か月前
有限会社太悦鉄工
ヤニ取り装置および木材切断用鋸盤
3か月前
マックス株式会社
ステープラ
11か月前
マックス株式会社
ステープラ
10か月前
株式会社マキタ
携帯用切断機
4か月前
マックス株式会社
ステープラ
10か月前
株式会社マキタ
ソーチェーン
1か月前
清水建設株式会社
防火積層体及びその製造方法
22日前
トヨタT&S建設株式会社
桂剥き装置
6か月前
大建工業株式会社
人工突板の製造方法
8か月前
株式会社マキタ
木工用携帯用切削機
5か月前
株式会社竹中工務店
集成材の製造方法
4か月前
続きを見る
他の特許を見る
 特許ウォッチ
特許ウォッチ